Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


AS/NZS 1802 Type 240 1.1–11kV Mining Cable Explained: EPR Insulated Composite Screened Feeder Cable for Continuous Miners and Pump Systems
AS/NZS 1802 Type 240 1.1–11kV mining cable: complete guide to EPR insulated, composite screened feeder cable designed for South African underground conditions. Learn how it works, why it suits continuous miners, pumps and long feeders, full specifications, material benefits, and why FeiChun offers a fully equivalent, cost‑effective alternative with fast delivery.
Li Wang
5/21/202624 min read


Introduction
In the demanding underground mining environment of South Africa, the reliability of electrical infrastructure directly impacts production efficiency, safety, and operational costs. Mines operate in some of the harshest conditions in the world — deep levels, high humidity, water ingress, corrosive ground, and explosive atmospheres — all while requiring power to be delivered safely and consistently to heavy, continuously moving equipment. The AS/NZS 1802 Type 240 1.1–11kV cable has become one of the most widely accepted solutions across gold, platinum, coal, and diamond mines, recognised for its ability to perform exactly where standard cables fail.
This article provides a detailed, practical explanation of the Type 240 cable, based on the official Prysmian technical specification and AS/NZS 1802:2018 standard. It explains how the design works, why each material is chosen, how it meets the unique requirements of South African operations, and how engineers and procurement teams can select, specify, and source it — including how FeiChun offers a fully equivalent alternative with significant commercial benefits.
Mining Environment in South Africa
South Africa’s mining industry is characterised by deep‑level operations, long horizontal drives, and equipment that runs almost continuously. These conditions place extreme demands on trailing and feeder cables, and understanding them is essential to understanding why Type 240 is the preferred choice.
Typical Operating Conditions
Underground, cables are exposed to a combination of mechanical, electrical, chemical, and thermal stresses that few products can withstand:
Mechanical stress: Cables are dragged across rock surfaces, reeled onto drums, bent repeatedly around tight radii, and often subjected to impact from falling rock or heavy machinery. For continuous miners, shearers, and conveyors, movement is constant, meaning the cable must flex thousands of times without fatigue or cracking.
Water and moisture: Deep mines experience significant water ingress, with cables often running through wet tunnels or even being temporarily submerged in sumps or pump chambers. Water combined with electrical voltage creates a high‑risk environment for insulation breakdown.
Chemical exposure: Groundwater in many areas is acidic or alkaline, and cables may also come into contact with hydraulic fluids, diesel, and other chemicals used in mining operations. Ordinary rubber or plastic sheaths degrade rapidly under these conditions.
Temperature range: From near freezing in ventilation drifts to over 40 °C near machinery or deep levels, and with conductor temperatures rising to 90 °C under full load, the material must remain flexible and stable across a wide range.
Explosive atmospheres: Methane and coal dust in coal mines, or flammable gases in other operations, mean that any fault or spark from a damaged cable can have catastrophic consequences. Regulations require cables to include continuous monitoring and fast‑acting protection.
Long distances: In South African mines, feeders often run 1.5 km to 3 km from substations to working faces. This places requirements on voltage drop, capacitance, and the ability of pilot cores to maintain protection signals over long lengths.
Key Requirements for Feeder Cables
From these conditions, mine engineers have developed clear criteria for selecting feeder and trailing cables. Any cable used must meet all of these to be approved by the Department of Mineral Resources and Energy (DMRE):
Safety compliance: Must meet recognised standards such as AS/NZS 1802 or SANS 1520, include continuous earth monitoring, be flame‑retardant, and not emit toxic smoke.
Flexibility: Suitable for mobile equipment without becoming stiff or brittle over time.
Mechanical strength: Heavy‑duty construction to resist abrasion, impact, and crushing.
Electrical stability: Stable insulation properties, low capacitance, and low voltage drop over long distances.
Environmental resistance: Immune to water, chemicals, UV radiation, and temperature extremes.
Long service life: Ideally 8–12 years underground to reduce replacement frequency and downtime.
Maintainable: Easy to test, repair, and terminate with standard mining‑grade connectors.
Why Standard Cables Are Not Suitable
General‑purpose power cables or even standard industrial rubber cables lack the integrated safety features and material properties needed. For example, PVC insulation becomes brittle at low temperatures and softens excessively at high temperatures, while ordinary rubber degrades quickly in acidic water or under UV exposure. Cables without dedicated pilot cores cannot provide the continuous monitoring required in South African mines, making them non‑compliant for use in hazardous areas. Type 240 was designed specifically to solve every one of these challenges.
Why AS/NZS 1802 Type 240 Is The Right Solution
The AS/NZS 1802:2018 standard is recognised globally as one of the most rigorous specifications for mining cables, and Type 240 is the most versatile and widely used construction within that standard. It directly addresses every requirement identified above, making it the natural choice for South African mines.
Alignment with Local Standards
While developed jointly by Australian and New Zealand authorities, AS/NZS 1802 is fully accepted and referenced in South African mining specifications alongside SANS 1520. Mine inspectors and electrical engineers recognise the construction, test criteria, and safety features as equivalent to local requirements, so there is no barrier to approval or use. The certification ensures that every metre of cable is manufactured to consistent, proven performance levels.
Core Design Features That Match Local Needs
From the technical data sheet, we can identify the key design choices that make Type 240 ideal for South African conditions:
3 power cores + 3 pilot cores: The inclusion of three separate pilot conductors is one of the most important features. These run continuously through the cable and form a closed loop with the protection relay. If the cable is cut, damaged, or develops a high‑resistance fault, the loop resistance changes instantly, triggering a trip in less than 100 ms. This prevents sparking and is essential for use in gassy or dusty mines. Unlike designs with only two pilots, three‑core monitoring maintains reliable signals even over distances exceeding 2.5 km — perfect for longwall and deep‑level layouts.
Composite screen: Between the insulation and the outer sheath, a layer made of tinned copper wires combined with polyester yarn serves three purposes: it provides a low‑resistance earth path, it equalises electrical stress to prevent insulation breakdown, and it adds significant tensile strength to protect the cable when pulled or dragged.
EPR insulation: Ethylene Propylene Rubber is chosen specifically for its stability in wet and chemical environments, as well as its excellent electrical properties.
Heavy‑duty HD‑85‑PCP sheath: Chlorosulphonated Polyethylene is a synthetic elastomer that resists water, oil, acid, UV, and extreme temperatures exactly as required in South African mines.
Ideal Applications in South Africa
Type 240 is not limited to one use; it is the general‑purpose workhorse suitable for:
Feeder cables from substation to gate‑end box, from 1.1 kV up to 11 kV.
Continuous miners and shearers, where constant movement and high power demand combine.
Dewatering and submersible pumps, since it is approved for temporary immersion and water exposure.
Conveyors, loaders, and roof support systems, where reliability reduces costly downtime.
For applications requiring even greater flexibility, such as very tight‑radius reeling, Type 241 is available, but Type 240 offers the best balance of flexibility, strength, and cost for the vast majority of installations.
Engineering Principles Explained — How It Works
To understand why Type 240 performs so well, it is necessary to look at the engineering principles built into every layer of the cable. Every component serves a specific function, and the design follows a logical progression from the centre outwards.
Overall Design Logic
The cable follows a layered functional design:
Conductor: Carries the electrical current.
Insulation: Separates phases and contains the electrical field.
Screening: Controls electrical stress and provides earth continuity.
Pilot cores: Independent monitoring system.
Sheath: Mechanical and environmental protection.
This is not just a collection of materials; it is an integrated system where each layer supports the next. For example, the choice of insulation material directly determines the required screen design, and the mechanical strength of the screen complements the sheath’s abrasion resistance.
Electrical Design & Field Control
One of the biggest risks in high‑voltage mining cables is partial discharge — small electrical sparks inside the insulation caused by uneven electrical fields or air gaps. Over time, these degrade the insulation and lead to failure. Type 240 eliminates this through careful grading of the electric field.
For 1.1 kV cables: A polyester separator tape is sufficient, as the voltage level is low enough that field concentration is minimal.
For 3.3 kV and above: Semi‑conductive layers are applied both over the conductor and under the insulation screen. These layers have controlled conductivity, effectively forcing the electrical field to distribute evenly in a radial direction. This reduces the maximum field strength to well below the breakdown threshold of the EPR insulation, eliminating partial discharge entirely.
The insulation itself — EPR — has a uniform dielectric constant of 2.5–3.0, meaning it behaves consistently regardless of temperature or moisture, keeping the electric field stable under all operating conditions.
Capacitance is another carefully controlled parameter. As shown in the technical tables, capacitance values are kept low (e.g. 0.259 µF/km for 1.1 kV 16 mm²), which reduces charging current and reactive power losses — important for long runs in large mines.
Safety & Protection Engineering
Safety is built into the core of Type 240. The pilot core system works on a simple but highly effective principle: a low‑voltage monitoring current is sent through the three pilots in a loop. As long as the circuit remains intact, the protection system sees a constant, low resistance. If the cable is cut, crushed, or damaged so that one or more pilots break or short, the resistance changes immediately. The relay detects this change and trips the circuit breaker before any dangerous voltage can appear on the damaged section.
The composite screen acts as the main earth conductor. Made from tinned copper, it has very low resistance (typically < 0.01 Ω/m) and a cross‑sectional area sized to carry full fault current for the required disconnection time without overheating. Tinning the copper prevents oxidation in damp or acidic conditions, ensuring the earth path remains reliable over years of service.
Flame retardancy is achieved through the formulation of the sheath material. HD‑85‑PCP is self‑extinguishing; if a fire does start elsewhere, the cable will not spread the flame, and it emits very low levels of smoke and toxic gas — critical for safe evacuation and fire‑fighting.
Mechanical & Flexibility Engineering
A cable that cannot move cannot work in a mine. Type 240 achieves flexibility without sacrificing strength through conductor design and material choice.
The power conductors are made from Class 6 tinned annealed copper, specified in AS/NZS 1125. Instead of a few thick wires, they are made from hundreds of very fine strands (e.g. 192 wires for 25 mm²). This allows the conductor to bend easily without stressing individual strands. Annealing softens the copper, and tinning prevents the strands from corroding or sticking together.
The minimum bending radius is specified as 6× overall diameter for moving applications and 8× for fixed installation. This is possible because both insulation and sheath are elastomers — materials that stretch and recover their shape repeatedly without permanent deformation. Unlike thermoplastics which flow under stress or become brittle, cross‑linked elastomers maintain their elasticity from −25 °C up to 90 °C.
The composite screen adds another mechanical advantage: the polyester yarn included in the braid takes up tensile load when the cable is pulled, protecting the copper wires and the inner cores from stretch or damage.
Material Science: Why Each Component Delivers Performance
The performance of Type 240 is not accidental; it comes from selecting materials with specific chemical and physical properties that match mining conditions. The technical specification lists each material clearly, and understanding their properties explains why the cable lasts so long in harsh environments.
Conductor: Tinned Annealed Copper
Material: High‑purity copper (> 99.95%) ensures high conductivity, minimising losses and heat generation.
Annealing: Heating and slow cooling softens the copper, increasing elongation to > 30% and reducing tensile strength to a level that balances flexibility with robustness. Hard‑drawn copper would snap after a few bends.
Tinning: A 2–3 µm layer of tin is applied over every strand. Tin acts as a barrier, preventing copper from reacting with sulphur compounds in rubber or chemicals in mine water. It also improves electrical contact resistance and makes soldering or termination easier.
Stranding: Fine‑wire stranding (Class 6) is the standard for flexible mining cables. It reduces bending stress to almost zero.
Insulation: EPR / R‑EP‑90
Ethylene Propylene Rubber is the most important material choice in the cable, and it is specified as R‑EP‑90 to AS/NZS 3808.
Molecular structure: EPR is a copolymer of ethylene and propylene with a saturated carbon backbone. Unlike natural rubber or PVC, this structure is chemically inert. It does not react with water, acids, alkalis, or oils, and it does not oxidise easily.
Electrical properties: It has high dielectric strength (> 20 kV/mm), high insulation resistance (> 10¹⁴ Ω·cm), and very low dielectric loss factor. This means it insulates perfectly even when wet or warm, and it does not generate heat through dielectric losses — a major advantage over other elastomers.
Thermal properties: Continuous operating temperature is 90 °C, with short‑circuit capability up to 250 °C for up to 5 seconds. It remains flexible down to −25 °C, so it does not crack in cold ventilation drifts.
Mechanical properties: Elongation at break > 300% allows the insulation to stretch with the conductor during bending without tearing or debonding.
EPR is the reason Type 240 performs reliably in wet mines. PVC or PE insulation absorbs moisture or loses properties when wet; EPR does not.
Screening System
The screen is a composite construction unique to this standard:
Semi‑conductive tapes (on higher‑voltage cables): Made from EPR filled with carbon black to achieve a controlled resistivity of 10–100 Ω·cm. They create an equipotential surface, eliminating air gaps and field stress.
Composite braid: Tinned copper wires for conductivity, combined with high‑strength polyester yarn. The yarn increases tensile strength and abrasion resistance while maintaining flexibility. Coverage is > 85%, ensuring complete screening and earth continuity.
Sheath: HD‑85‑PCP (Chlorosulphonated Polyethylene)
The outer sheath is the cable’s first line of defence, and HD‑85‑PCP is the heavy‑duty mining‑grade material specified.
Cross‑linked structure: The polymer chains are chemically bonded, making it far more resistant to heat, oil, and solvents than ordinary rubber. It cannot melt or flow, even at high temperatures.
Mechanical performance: Tensile strength > 12 MPa, tear strength > 40 kN/m, and excellent abrasion resistance. It can withstand dragging over rock for years without wearing through.
Environmental resistance:
Water: Fully waterproof and suitable for permanent immersion up to 30 m.
Chemicals: Resistant to acids, alkalis, mine water, hydraulic oil, and diesel.
Weathering: Resists UV radiation and ozone, so it can be used on surface installations, shaft entries, or open‑pit operations without degradation.
Flame retardant: Formulated with fillers that release water vapour when heated, cooling the material and suppressing flame spread.
Pilot Cores
The three pilot cores are insulated with the same EPR material and covered with an elastomer layer, then bound together with proofed tape. They are placed in the interstitial spaces between the power cores, where they are protected from mechanical stress but remain electrically isolated. Their construction ensures they survive exactly as long as the main cable, maintaining the safety system for the full service life.
Performance Advantages & Direct Comparisons
The combination of materials and engineering design gives Type 240 measurable advantages over other cables, which translate directly to better performance and lower cost of ownership in South African mines.
Key Performance Benefits
From the technical data and field experience, the main advantages are clear:
✅ Superior safety: Triple pilot monitoring, continuous earth, and flame‑retardant construction meet the strictest DMRE requirements. Fault detection is instantaneous, reducing risk of ignition or shock.
✅ Mechanical durability: Heavy‑duty sheath and composite screen give a service life of 8–12 years underground, compared to 3–5 years for standard rubber cables. This reduces replacement frequency and downtime.
✅ Electrical stability: EPR insulation maintains consistent performance regardless of moisture or temperature. Low capacitance means longer runs without protection issues and reduced reactive power losses.
✅ Environmental immunity: Withstands permanent water immersion, exposure to acidic or alkaline mine water, hydraulic fluids, diesel fuel, and extreme temperatures from −25 °C to +90 °C. It is also UV‑stable, suitable for both underground and surface use.
✅ Proven flexibility: Class 6 conductors and elastomeric materials allow repeated bending, reeling, and dragging without fatigue or cracking, perfectly matching the movement of continuous miners, pumps, and longwall equipment.
✅ Long‑distance capability: Unlike designs with two pilots, the three‑core pilot system maintains reliable protection loop resistance even at lengths exceeding 2.5 km, which covers almost all working areas in deep‑level South African mines.
Comparison Within AS/NZS 1802 Family
The AS/NZS 1802 standard defines several types, and understanding the differences helps engineers choose the right product:
Type 240: The general‑purpose standard version with balanced flexibility, 3 pilot cores, composite screen, and heavy‑duty sheath. It is the most widely used type and the focus of this article — ideal for 90% of feeder and trailing applications.
Type 241: Ultra‑flexible variant with finer conductor stranding and slightly softer compounds. Designed for very tight bend radii or continuous high‑frequency reeling, such as on shearer drums. Slightly higher cost and marginally lower mechanical strength compared to Type 240.
Type 260: Adds a steel wire armour layer under the sheath for direct burial or areas with extreme mechanical risk. Much stiffer, more expensive, and harder to handle — unnecessary for most mobile equipment.
Type 209: Only 2 pilot cores instead of 3. Lower cost, but protection performance is limited to shorter distances (< 1 km) and is not approved in all hazardous zones. Not recommended for longwall or deep‑level operations.
For South African conditions, Type 240 offers the best balance of safety, performance, flexibility, and cost. It is the standard choice specified in most mine electrical schedules.
Comparison with Other Standards (SANS 1520 / IEC)
South Africa’s own SANS 1520 standard is similar in intent but differs in construction details. Type 240 is widely accepted as equivalent and often preferred because:
The composite screen provides better mechanical reinforcement than traditional copper tapes.
EPR insulation is superior in wet environments compared to some PVC/NBR compounds used in older local designs.
The triple pilot design is a clear safety advantage over two‑pilot constructions found in some IEC‑based cables.
Mine inspectors and consulting engineers recognise Type 240 as fully compliant with local safety regulations, making it a drop‑in replacement for SANS‑specified cables.
Applications: Where & How To Use Type 240
Type 240 is classified as a composite screened cable for general use per the standard, but in practice it is the preferred solution for the most critical circuits in a mine.
Primary Application Areas
Continuous Mining Systems:
This is the most common use. Continuous miners operate almost 24/7, moving forward and retreating, with the cable being dragged, bent, and reeled constantly. Type 240’s flexibility, heavy‑duty sheath, and long‑distance protection capability make it the only choice that can survive years of this abuse without failure.
Pumping Installations:
Dewatering is critical in deep mines, and pumps are often located in sumps or low areas where water accumulates. The technical specification explicitly states suitability for temporary immersion and water exposure, and in practice it is used for permanently submerged installations as well. Chemical resistance ensures it survives even acidic or saline mine water.
Longwall and Main Feeders:
From the main substation to the gate‑end box, distances often exceed 2 km. Type 240’s low capacitance and stable pilot loop resistance mean protection systems remain sensitive and reliable, while the higher voltage ratings (6.6 kV and 11 kV) allow power to be transmitted efficiently without excessive voltage drop.
Conveyors, Loaders, and Auxiliary Equipment:
Any equipment that requires frequent movement or operates in harsh conditions benefits from this construction. It is also used for fixed installations where environmental conditions (wet, corrosive, or exposed) rule out standard cables.
Selection by Voltage Rating
Choosing the correct voltage class is essential for both safety and economics:
1.1/1.1 kV: Used for short runs (< 500 m) and medium‑power equipment up to approximately 400 kVA. Most common for smaller continuous miners, pumps, and auxiliary circuits. Simplified construction (polyester separator instead of semi‑conductive screen) keeps cost lower while maintaining safety.
3.3/3.3 kV: The workhorse for medium‑distance (500–1,500 m) and medium–heavy duty applications. Semi‑conductive screening ensures no partial discharge and long life.
6.6/6.6 kV: Preferred for long runs (> 1,500 m) or high‑power installations. Higher voltage reduces current, allowing smaller conductors and lower voltage drop. Standard for main gate feeders.
11/11 kV: Used for the longest transmission distances and largest equipment, common on large longwall faces or high‑capacity mines. Fully graded insulation system for maximum electrical stability.
Installation Best Practices
Even the best cable will fail if installed incorrectly. Based on field experience and the manufacturer’s recommendations, these practices maximise service life:
Bending radius: Never bend tighter than 6× overall diameter when moving or 8× diameter when fixed. Sharp bends damage the screen and insulation internally.
Slack allowance: Always leave extra length at connection points and along the route. Tension is the biggest cause of premature failure — the cable must be free to move as the equipment advances or retreats.
Termination: Use only certified mining‑grade glands and connectors. Ensure the composite screen is properly clamped and continuous through the joint — breaking the earth continuity removes the safety protection.
Routing: Avoid sharp edges, hot exhaust pipes, or heavy vehicle tracks. Where cables cross roadways, use protective bridges or conduits.
Earthing: Both ends of the screen must be earthed to the mine’s earth reference bar, with resistance < 1 Ω. This ensures proper protection operation and safety.
Full Technical Specifications
The following specifications are derived directly from the official Prysmian technical document and AS/NZS 1802:2018. These values are standardised and apply to all compliant manufacturers.
General Specifications
Standard: AS/NZS 1802:2018
Construction: 3 power cores + 3 pilot cores, composite screen, heavy‑duty sheath
Voltage ratings: 1.1/1.1 kV, 3.3/3.3 kV, 6.6/6.6 kV, 11/11 kV
Conductor: Class 6, tinned annealed copper (AS/NZS 1125)
Insulation: EPR (R‑EP‑90) to AS/NZS 3808
Screen: Composite braid — tinned copper + polyester yarn
Sheath: HD‑85‑PCP heavy‑duty mining grade
Temperature range: −25 °C minimum, +90 °C continuous operation, +250 °C short‑circuit (≤ 5 seconds)
Flame performance: Flame retardant, self‑extinguishing, low smoke
Chemical resistance: Very good resistance to acids, alkalis, oils, and solvents
Water resistance: Suitable for temporary or permanent immersion
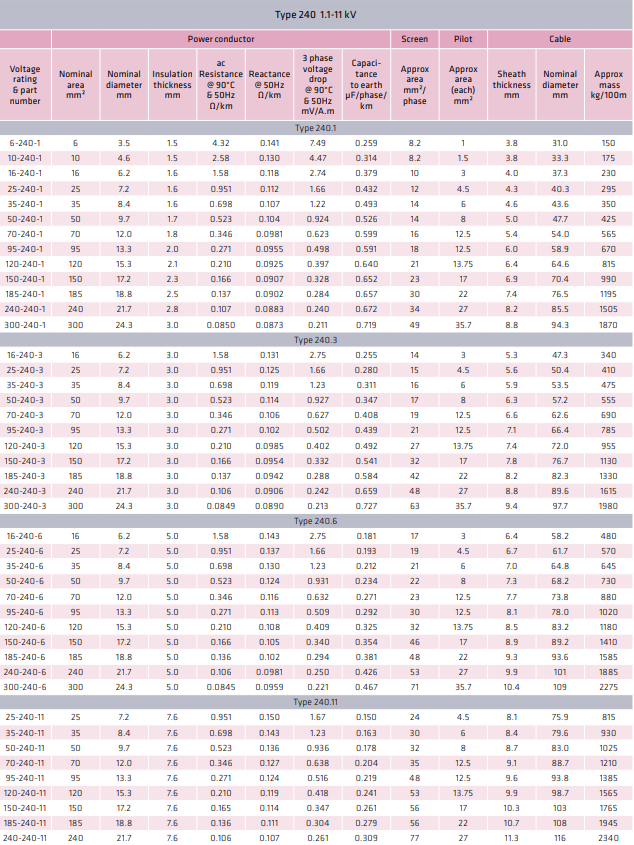
Typical Construction & Dimensions
Below are reference values for common sizes (actual dimensions vary slightly by manufacturer but must comply with standard tolerances):
Electrical Performance Parameters
All Type 240 cables must meet these minimum values:
Conductor resistance (20 °C): ≤ 0.493 Ω/km for 35 mm²; ≤ 0.268 Ω/km for 70 mm²; ≤ 0.193 Ω/km for 95 mm²
Voltage withstand test:
1.1 kV: 3.5 kV AC for 5 minutes — no breakdown
3.3 kV: 8.0 kV AC for 5 minutes — no breakdown
6.6 kV: 14.0 kV AC for 5 minutes — no breakdown
11 kV: 24.0 kV AC for 5 minutes — no breakdown
Insulation resistance: ≥ 1000 MΩ·km at 20 °C
Partial discharge: ≤ 5 pC for 3.3 kV and above (proves perfect field control)
Capacitance: Typically 0.24–0.42 µF/km depending on size and voltage
Screen resistance: ≤ 0.01 Ω/m — ensures effective earthing
Configuration, Selection & Design Guide
Selecting the correct Type 240 cable involves more than just voltage and current. Engineers must also consider environment, length, and protection requirements.
How to Specify Correctly
Use this standard format to ensure suppliers provide exactly what you need:
Type 240 – Voltage Rating – Conductor Size – Pilot Size – Sheath Option
Example: Type 240 6.6/6.6 kV 70 mm² + 3×2.5 mm² HD‑PCP
This specifies: standard Type 240 construction, 6.6 kV, 70 mm² power cores, 2.5 mm² pilots (standard), heavy‑duty PCP sheath.
Optional additions:
+R = Reinforced sheath for extra heavy wear areas
LSZH = Low‑smoke zero‑halogen sheath (tunnels/enclosed areas)
‑UV = Enhanced UV stabilisation for surface use
Conductor Size Selection
Follow a three‑step process:
Calculate load current: Based on motor full‑load current or total connected load. Apply diversity factors as applicable.
Check ampacity: Use derating tables for installation conditions (free air, in duct, ambient temperature). Typical values (free air, 25 °C):
25 mm² ≈ 130 A
50 mm² ≈ 200 A
70 mm² ≈ 240 A
95 mm² ≈ 290 A
150 mm² ≈ 380 A
240 mm² ≈ 480 A
Check voltage drop: Maximum 3% of nominal voltage at full load is standard mine practice. Use formula:
Vd = (I × L × R × cosφ) / 1000
Where I = current, L = length (m), R = resistance (Ω/km), cosφ = power factor.
Always select the next larger size if calculations fall close to the limit — the small extra cost pays back in lower losses and longer life.
Special Configurations
Larger pilot cores: Specify 4 mm² pilots for runs longer than 2 km to ensure protection relay sensitivity remains within limits.
Reinforced sheath: Extra‑thick or specially compounded sheath available for areas with severe rock fall or abrasion.
Coloured sheaths: Blue, yellow, or red for phase identification or voltage level marking.
Factory‑made assemblies: Supplied complete with connectors or terminations for faster installation.
Procurement Guide: Standards, Quality & Strategy
For mine procurement teams, cable selection is a balance of compliance, quality, availability, and cost. Type 240 is widely available, but not all products are equal.
Mandatory Compliance Requirements
Any supplier must provide:
Declaration of Conformity: Confirming compliance fully with AS/NZS 1802:2018, including all amendments.
Type Test Report: Independent laboratory results proving electrical, mechanical, and fire performance meet the standard.
Material Certification: Confirming EPR insulation, HD‑PCP sheath, and tinned copper conductors as specified.
Factory Acceptance Test (FAT): Documentation that every reel has passed 100% electrical testing before dispatch.
Non‑compliant cables may look similar but often use cheaper insulation compounds or thinner sheaths that fail within months in underground conditions.
Evaluation Criteria
When comparing offers, assess:
Standard compliance: Must be AS/NZS 1802 — not “equivalent to” or “designed to meet”.
Material specification: Verify it is genuine EPR (R‑EP‑90) and HD‑85‑PCP.
Delivery lead time: Critical for mine shutdowns or new projects.
Technical support: Can the supplier assist with sizing, testing, or installation advice?
Warranty: Minimum 12 months is standard; longer warranties indicate confidence in quality.
Cost vs. Value
Type 240 is more expensive per metre than standard industrial cables, but cost per operating year is much lower. A cable lasting 10 years costs half as much annually as one lasting 5 years. When downtime costs are included, the difference becomes enormous.
Smart procurement focuses on total cost of ownership rather than lowest price.
FeiChun Type 240: Equivalent Replacement — Why Choose It?
Historically, mines have sourced Type 240 from Australian or European manufacturers such as Prysmian or Olex. While these products are excellent, long lead times and high prices have created challenges for South African operations. FeiChun Cables now offers a fully equivalent Type 240 cable that meets every requirement of AS/NZS 1802, while solving both cost and supply issues.
100% Compliance and Performance Equivalence
FeiChun’s Type 240 is not an “alternative design” — it is manufactured to exactly the same specification, material standards, and test criteria as the original premium brands.
Identical standards: Produced strictly to AS/NZS 1802:2018, alongside supporting standards AS/NZS 1125 for conductors and AS/NZS 3808 for insulation and sheath compounds. Every dimension, material grade, and performance parameter matches the official standard and Prysmian’s technical data sheet provided.
Same materials:
Conductors: Class 6 tinned annealed copper (> 99.95% purity), fine‑stranded for flexibility and corrosion protection.
Insulation: Genuine EPR (R‑EP‑90 grade) with the same electrical, thermal, and chemical properties.
Screening: Composite braid of tinned copper and polyester yarn, coverage > 85%, identical cross‑sectional areas for fault current handling.
Sheath: HD‑85‑PCP heavy‑duty mining compound — same mechanical strength, water resistance, and UV stability.
Same construction: 3 power cores + 3 pilot cores laid in the same configuration, taped and sheathed identically. Semi‑conductive layers applied for all voltage levels ≥ 3.3 kV exactly as required.
Tested to same limits: Every batch undergoes the same high‑voltage, insulation resistance, flame, abrasion, and bending tests required by the standard. Results are documented in full test certificates accepted by mine engineering departments and inspectors.
For all practical purposes — performance, safety, installation, and compliance — FeiChun Type 240 is identical to the original products. It fits the same connectors, handles the same loads, and lasts the same length of time underground.
Key Advantages Over Traditional Brands
While performance is equal, FeiChun offers significant commercial and logistical benefits that directly improve mine project economics:
✅ Competitive pricing: Typically 20–35% lower cost compared to European or Australian manufacturers. On large orders or longwall supply contracts, this represents savings running into millions of Rands — without any compromise in quality or safety.
✅ Shorter delivery lead times: Traditional suppliers often require 8–12 weeks for production and shipping, causing delays in mine expansions or maintenance shutdowns. FeiChun maintains stock of standard sizes and delivers within 15–30 days to South African ports or direct to mine sites. This speed is invaluable for emergency replacements or tight project schedules.
✅ Flexible production and customisation: FeiChun can adapt quickly to site‑specific requirements — whether that means non‑standard lengths, reinforced sheaths, coloured outer layers, or special marking. Standard brands often have rigid manufacturing schedules and charge heavily for variations.
✅ Global and local certification: Products carry ISO 9001, ISO 14001, CE, and SABS certification, alongside full AS/NZS compliance documentation. Mine safety departments recognise and accept these certificates without question.
✅ Technical support: FeiChun provides engineering support from sizing and specification through to installation advice. The team understands South African mining conditions and regulations, so you get guidance relevant to your operation.
✅ Reliable supply chain: With production facilities optimised for large‑scale mining orders, FeiChun can deliver continuous supply for multi‑year projects, avoiding shortages or price fluctuations common with smaller suppliers.
Quality Assurance Process
To ensure consistency, FeiChun operates a strict quality system:
100% electrical testing: Every completed reel is tested for conductor resistance, insulation resistance, and high‑voltage withstand before leaving the factory.
Raw material traceability: Every batch of copper, EPR, and PCP is tracked and verified against material specifications.
Third‑party verification: Independent laboratories conduct quarterly audits and type tests to confirm ongoing compliance with AS/NZS 1802.
Warranty: Standard warranty is 12 months, with design life and performance guaranteed for 8–12 years underground — matching the industry benchmark.
Why It Is a True Equivalent
In South African mines, “equivalent” means more than just similar dimensions. It means:
Accepted by the DMRE and mine inspectors.
Compatible with standard mining connectors and glands.
Performs identically under fault conditions.
Does not require changes to protection settings or installation methods.
FeiChun Type 240 meets all these criteria. It is not a cheaper substitute — it is the same product, made to the same rules, available faster and at a better price.
Frequently Asked Questions (FAQ)
Q1: Is AS/NZS 1802 Type 240 recognised and approved for use in South African mines?
Yes. AS/NZS 1802 is widely referenced alongside SANS 1520 in national and mine‑specific standards. It is fully accepted by the Department of Mineral Resources and Energy, mine electrical engineers, and safety inspectors. It has been used safely in South African gold, platinum, coal, and diamond mines for decades.
Q2: What is the main difference between Type 240 and Type 241?
Type 240 is the standard flexible version — balanced performance, most widely used, best value. Type 241 is ultra‑flexible, with finer conductor strands and slightly softer materials, designed for extremely tight bending or continuous high‑frequency reeling (such as on shearer drums). For 90% of applications including feeders, pumps, and conveyors, Type 240 is sufficient and more cost‑effective.
Q3: Can this cable be used for permanently submerged pump installations?
Absolutely. The EPR insulation and HD‑PCP sheath are fully waterproof and chemically resistant. The specification explicitly approves it for temporary immersion, and in practice it is used successfully in permanent submersion applications in sumps and dewatering shafts across South Africa.
Q4: How long can I run Type 240 before the pilot core protection system becomes unreliable?
Thanks to the triple‑pilot design and high‑quality materials, reliable protection is maintained up to and beyond 2.5–3 km. This covers almost all longwall panels and deep‑level layouts. For runs longer than 2 km, specifying 4 mm² pilot cores instead of the standard 2.5 mm² ensures perfect signal stability.
Q5: Is FeiChun cable exactly the same as Prysmian or Olex?
Yes. It is manufactured to the same AS/NZS 1802 standard, using identical materials, construction, and test criteria. The only differences are the brand name, significantly lower price, and much shorter delivery time. In terms of safety, durability, and performance, it is identical and fully interchangeable.
Q6: What happens if the cable is damaged or cut?
The triple‑pilot core system detects any break, short, or change in resistance instantly — typically within less than 100 ms. The protection relay trips the circuit breaker immediately, isolating the damaged section before any spark or dangerous voltage can occur. This is the key safety feature that makes it suitable for gassy and dusty mines.
Q7: Can Type 240 be used on surface installations or in open‑pit mines?
Yes. The HD‑PCP sheath is formulated with UV stabilisers and weather‑resistant additives. It can be exposed directly to sunlight, rain, and temperature variations without degradation. It is commonly used for surface feeders, shaft towers, and semi‑mobile plant.
Q8: What is the expected service life underground?
When installed correctly, routed properly, and maintained according to standard practice, Type 240 typically lasts 8–12 years. This is double or triple the life of general‑purpose rubber cables, significantly reducing replacement costs and downtime.
Installation, Maintenance & Best Practices
Even the highest‑quality cable will not deliver its full potential if installed or maintained incorrectly. These guidelines, based on manufacturer recommendations and South African mine experience, ensure maximum life and safety.
Installation Guidelines
Bending radius: Do not bend tighter than 6× overall diameter when moving or 8× diameter when fixed. Sharp bends cause internal stress that damages the screen and insulation over time.
Slack allowance: Always leave extra length at connection points, along drives, and at equipment ends. The cable must be free to move as machinery advances or retreats — tension is the most common cause of premature failure.
Termination best practice:
Use only certified mining‑grade glands and connectors compatible with the cable diameter.
Ensure the composite screen is properly clamped, continuous through the joint, and securely earthed at both ends.
Maintain insulation integrity — do not nick or damage EPR during stripping.
Routing:
Avoid sharp edges, hot surfaces, or areas subject to heavy vehicle traffic.
Use cable cleats or hangers spaced ≤ 1.5 m apart to reduce sag and tension.
Where cables cross roadways or high‑risk areas, install protective bridges or conduits.
Earthing: Connect both ends of the screen to the mine’s main earth reference bar. Ensure earth loop resistance is < 1 Ω for proper protection operation.
Maintenance & Testing
Visual inspection: Weekly checks for cuts, abrasion, swelling, or damage to the sheath. Pay attention to bend points and areas where the cable contacts rock or machinery.
Electrical testing:
Insulation resistance: Test monthly using a 5 kV megger. Values > 1000 MΩ·km are normal; a drop below 200 MΩ indicates water ingress or damage.
Pilot core resistance: Verify loop resistance is within design limits — increasing resistance suggests corrosion or strand breakage.
High‑voltage test: Conduct annual pressure tests at 2× rated voltage to confirm insulation integrity.
Repair policy:
Minor cuts in the sheath can be repaired with approved mining‑grade repair tape or compounds.
Do not splice or repair cables in hazardous zones — replace damaged sections completely.
Ensure any repair maintains the continuity of the composite screen and pilot cores.
Storage & Handling
Store reels indoors or under cover, protected from direct sunlight and rain.
Do not drop reels or drag cables along the ground — use proper lifting equipment.
Unroll carefully to avoid twists or kinks.
Conclusion
AS/NZS 1802 Type 240 1.1–11 kV is more than just a cable — it is a complete engineering solution purpose‑built for the unique challenges of South African mining. Every element, from the choice of EPR insulation and HD‑PCP sheath to the triple‑pilot safety system and composite screen, is designed to address the specific conditions found underground: water, chemicals, extreme temperatures, mechanical abuse, and the constant need for safety in explosive atmospheres.
Its balanced design makes it versatile enough to serve as a main feeder from the substation, a trailing cable for continuous miners, or a power supply for dewatering pumps. The engineering principles behind it — uniform electric field control, elastomeric flexibility, and continuous monitoring — ensure it performs reliably for years where other products fail quickly.
With FeiChun’s fully equivalent version, mines now have access to the same proven performance and safety standards at a lower cost and with much shorter delivery times. There is no compromise on compliance, quality, or durability — only better commercial terms and faster supply.
For mine engineers and procurement teams, choosing Type 240 from FeiChun means choosing a product that meets all regulatory requirements, survives the toughest environments, and delivers the lowest total cost of ownership over its long service life.
Need reliable AS/NZS 1802 Type 240 mining cable for your South African operation?
Our engineering team is ready to assist with sizing, specification, compliance documentation, and competitive pricing — with standard sizes available for immediate shipment. We understand local mining regulations and conditions, and we deliver directly to mine sites across South Africa, Botswana, Namibia, Zambia, and the rest of Southern Africa.
📧 Contact the FeiChun Cables Team: Li.wang@feichuncables.com
Whether you are planning a new project, replacing ageing infrastructure, or need urgent supply for a maintenance shutdown, we provide the same high‑quality, compliant product you trust — faster and at a better price.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: