Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


AS/NZS 1802 Type 241 1.1–11kV Mining Cable: The Flexible Semiconductive Cable Built for Continuous Miners, Pumps, and Longwall Systems
AS/NZS 1802 Type 241 is the definitive mining cable standard used across South African underground coal mines, engineered specifically for continuous miners, dewatering pumps, monorails, and longwall equipment. Operating from 1.1kV to 11kV, its unique semiconductive screen construction delivers unmatched flexibility, intrinsic safety, and resistance to water, chemicals, and extreme mechanical stress. This guide explains exactly how it works, why it is required, its material science, full specifications, selection rules, and why FeiChun cables are fully equivalent alternatives with faster delivery and better value. Whether you are specifying, purchasing, or maintaining mine power systems, this is the complete reference you need.
Li Wang
5/21/202617 min read


Introduction
Underground coal mining in South Africa represents one of the most demanding industrial environments on Earth. Equipment does not just operate; it moves constantly, works while submerged, drags over sharp rock, and functions in atmospheres where even a tiny electrical fault can create life‑threatening risk. Power cables in these locations are not simple conductors — they are critical safety systems that must survive years of abuse while remaining fully reliable.
AS/NZS 1802 Type 241 is the standard that defines these cables. Published originally as AS/NZS 1802:2003, it specifies flexible, elastomer‑insulated, elastomer‑sheathed trailing and reeling cables designed exclusively for underground coal mining. Rated from 1.1kV up to 11kV, Type 241 is the most widely accepted solution for continuous miners, main pumps, and longwall systems throughout Southern Africa and Australia.
This article explains everything you need to know — from the actual working conditions these cables face, through the engineering and materials that make them work, to exactly how to select, buy, and replace them. We also show clearly why FeiChun manufactured cables are fully compliant, technically identical, and often a better choice than traditional premium brands.
Operating Environment: South African Underground Coal Mines
To understand why Type 241 exists, you first need to understand the environment it serves. South Africa’s underground coal mines are deep, extensive, and physically aggressive. Every metre of cable installed here is exposed to a combination of forces and substances that would destroy standard industrial cables in weeks.
Mechanical Conditions: Constant Movement and Heavy Stress
Continuous miners, shearers, and roadheaders move along the coal face, advancing up to several kilometres as extraction proceeds. The power cable follows them, reeled out and retracted repeatedly, often over rough, uneven floors covered in rock fragments, coal dust, and metal debris.
Bending and Flexing: A cable may bend thousands of times per month, often at radii as small as six to eight times its own diameter. Standard cables with rigid construction or metal armour will quickly suffer fatigue, internal breakage, or sheath cracking.
Tension and Drag: Cables are frequently pulled, dragged, or stepped on. They experience continuous tensile load, plus sudden jerking when equipment moves or gets stuck.
Impact and Compression: Falling rock, heavy machinery, or even tracked vehicles can roll directly over cables. Resistance to crushing and impact is not optional — it is essential for survival.
Environmental Exposure: Water, Chemicals, and Temperature Extremes
South African mines are wet. Water ingress is common, and mine water is rarely clean. It is usually acidic or alkaline, rich in dissolved minerals, and often mixed with oils, greases, and hydraulic fluids leaking from machinery.
Water Immersion: Pumps operate fully submerged; many cables operate partially or fully underwater for months or years. Insulation must remain stable and non‑water‑tracking — water ingress or ionisation leads rapidly to failure.
Chemical Attack: Atmospheres contain methane, hydrogen sulphide, coal tar vapours, and solvent vapours. Fluids include diesel, lubricants, and treated mine water. Ordinary rubber or PVC swells, hardens, or decomposes quickly here.
Temperature Range: Temperatures range from ‑25°C in ventilation drifts to +50°C near operating machinery or geothermally active zones. The cable must remain flexible at freezing temperatures and retain insulation integrity at high heat without melting or degrading.
Abrasion: Constant movement over rock and grit creates extreme wear. The outer jacket wears down progressively; if too thin or soft, it will fail in months.
Electrical and Safety Demands
Coal mines are classified as explosive atmospheres (Zone 0 / Zone 1) due to methane and coal dust. Any electrical fault, arcing, or overheating is a potential ignition source. Regulations under South Africa’s Mine Health and Safety Act and SANS standards demand that cables must:
Prevent exposed live conductors at all costs.
Allow continuous monitoring of cable health.
Self‑extinguish if ignited, and never propagate fire along the cable route.
Maintain earth continuity at all times, even if damaged.
Why Standard Cables Fail Here
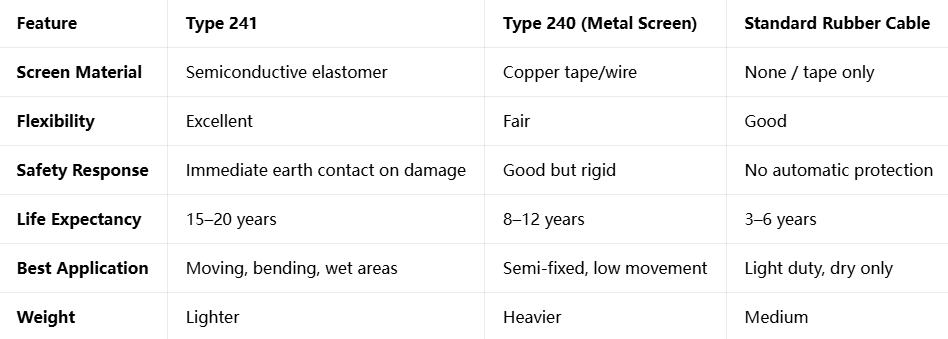
Ordinary power cables, even heavy‑duty types, are not built for this. Metal‑screened cables (like AS/NZS 1802 Type 240) are rigid and fatigue rapidly when moved. PVC‑insulated cables become brittle in cold and soften in heat. Basic rubber lacks chemical resistance and wears through too fast. Crucially, none of them provide the automatic safety response built into Type 241.
Why AS/NZS 1802 Type 241 Is Required
Type 241 is not just “another mining cable” — it is a design solution developed specifically to solve every one of the challenges above. It differs fundamentally from all other types in one defining feature: semiconductive screens instead of metallic screens.
Core Design Philosophy: Safety by Design
The defining principle of Type 241 is: Nothing can touch a live conductor without first touching earth.
Every power core is wrapped in a semiconductive layer; the whole cable is wrapped in a continuous semiconductive overall screen. This layer is conductive enough to be effectively at earth potential, but not metallic or rigid. If a rock, tool, or machine damages the sheath, the first thing contacted is the semiconductive screen — which is connected to the system earth. This creates an immediate earth fault condition, detected instantly by the protection system, which trips power before the live conductor is exposed.
This is intrinsic safety at the cable level — impossible to achieve with non‑screened or metal‑screened designs.
Key Reasons for Specification
Superior Flexibility: Without rigid copper or steel screens, Type 241 is 30–50% more flexible than Type 240 or armoured cables. Bend life is extended 3–5 times, drastically reducing failure from fatigue.
Uniform Electric Field: Semiconductive layers smooth the electrical field around each conductor, eliminating stress concentrations and partial discharge. This extends service life from around 8–10 years to 15–20 years and allows reliable operation up to 11kV.
Total Environmental Resistance: Materials selected — EPR insulation and heavy‑duty PCP sheath — are chemically inert, water‑resistant, and stable across the full temperature range.
Regulatory Compliance: In South Africa, AS/NZS 1802 Type 241 is referenced directly in mining safety codes. It is approved for use in hazardous areas, and is the accepted standard for continuous miners and pumps — equipment where failure has the highest consequence.
Integrated Monitoring: The dedicated central pilot core allows real‑time checking of cable integrity and earth continuity, enabling predictive maintenance and rapid fault location.
Comparison: Type 241 vs Type 240 vs General‑Purpose Cables
For continuous miners and pumps — the most demanding duties — Type 241 is the only logical choice.
Engineering Principles & Construction Deep Dive
Every layer in Type 241 serves a precise engineering purpose. Nothing is added without reason, and nothing is omitted that is needed. Below we break down the construction layer by layer, explaining exactly how each part works and why it is chosen.
Complete Structure Overview
From centre outwards:
Central pilot conductor
Three power conductors
Three earth conductors
Conductor screens
EPR insulation
Insulation screens
Semiconductive bedding/filling
Overall semiconductive screen
Textile reinforcement braid
Heavy‑duty PCP outer sheath
Conductors: Flexible Tinned Copper
Material: Annealed copper (minimum 99.97% purity), tinned with pure tin.
Stranding: Fine‑wire bunched or stranded construction (Class 5 or 6 per AS/NZS 1125), typically 37/0.52mm or similar fine wires.
Why it works:
Fine stranding allows extreme flexibility — bending stress is distributed across hundreds of individual wires instead of a few thick ones. This prevents work‑hardening and breakage over hundreds of thousands of flex cycles.
Tinning is critical: it prevents oxidation and corrosion in damp, acidic, or sulphurous environments. Untinned copper develops green corrosion products that increase resistance and overheat joints — tinning extends service life by over 50% in wet mines.
Specifications: Sizes from 16mm² up to 240mm², matched to load and voltage drop requirements.
Semiconductive Screening System (The Heart of Type 241)
This is what separates Type 241 from all others. Two levels of screening exist:
Conductor Screen: Extruded over each power conductor (mandatory ≥3.3kV, optional at 1.1kV). Compound: EPR‑based, volume resistivity ≤ 1 Ω·m.
Insulation Screen: Extruded over the insulation, bonded tightly to it.
Overall Screen: A continuous semiconductive layer wrapping the entire assembled core.
Engineering Principle:
In any cable, electrical field strength is highest at the surface of the conductor. If the surface is rough or the insulation interface uneven, stress concentrates — leading to partial discharge, heating, and eventual breakdown.
By applying a conductive layer at earth potential directly against the insulation, the electrical field is forced into a smooth, cylindrical distribution. Maximum field strength is reduced by roughly 40%, and all stress concentrations are eliminated. This is the reason Type 241 can reliably run at 11kV with such long life.
Safety Function: As described earlier, this conductive layer forms a continuous earth barrier. Any breach hits earth first, triggering protection instantly.
Insulation: EPR (Ethylene‑Propylene Rubber, Grade R‑EP‑90)
Material: Cross‑linked ethylene‑propylene‑diene terpolymer.
Key Properties:
Temperature rating: 90°C continuous conductor temperature; 130°C emergency overload. Remains flexible to ‑40°C.
Electrical: Low dielectric constant (2.3–2.5), very low loss factor (<0.001), excellent resistance to corona and ozone.
Mechanical: High elasticity — elongation >300%, tensile strength >12MPa, excellent recovery after deformation.
Chemical: Highly resistant to water, acids, alkalis, oils, solvents, methane, and hydrogen sulphide. Does not absorb water or degrade under ionisation.
Why EPR, not XLPE or PVC?
XLPE is rigid — it cannot handle repeated bending without cracking. PVC becomes stiff in cold and melts in heat. EPR combines the best of rubber flexibility with superior electrical performance, making it the only insulation material approved for AS/NZS 1802. It is so water‑resistant that cables can be permanently submerged without performance loss.
Earth Conductors: Three Independent, Redundant
Arrangement: Three tinned copper conductors, positioned in the gaps between power cores, each covered with semiconductive compound.
Purpose:
Redundant earthing: Even if one earth core breaks or corrodes, two remain.
Low‑resistance path: Ensures fault current is carried quickly and safely, keeping touch voltage below 50V.
Continuous contact: Each earth core touches the overall semiconductive screen, maintaining a complete earth circuit.
Spec: Sizes matched to power cores; resistance ≤0.01Ω/km.
Central Pilot Core
Construction: Flexible tinned copper, insulated with EPR, positioned exactly in the centre.
Function:
Permanent monitoring: Connected to control circuits, it measures insulation resistance and continuity continuously. Any damage or breakage changes the reading, triggering an alarm or trip — often before a fault occurs.
Control signalling: Can also carry low‑voltage signals or interlocks.
Resistance limits: ≤5.5Ω/100m for ≤35mm²; ≤3.0Ω/100m for larger sizes.
Reinforcement and Sheath
Reinforcement: Open‑weave textile braid (polyester or aramid) applied over the bedding. It increases tensile strength by ~40% without adding stiffness, protecting against over‑pulling during movement.
Outer Sheath: Heavy‑duty HD‑85‑PCP (Polychloroprene / Neoprene) compound. Thickness is typically 30% greater than standard cables.
Mechanical: Hardness 85 Shore A, high tear strength (>15kN/m), excellent abrasion resistance — twice as durable as standard rubber.
Flame: Oxygen index ≥32 — self‑extinguishing, non‑propagating, no dripping when burned. Meets AS/NZS 1660.3.
Environmental: Resists UV, ozone, oils, chemicals, and microbial growth.
Material Science & Performance Advantages
The performance of Type 241 is not accidental — it comes from careful selection of materials engineered at the molecular level. Here we summarise the science behind the performance.
Key Material Properties Explained
1. EPR Insulation — Molecular Stability
EPR has a fully saturated polymer backbone with only small amounts of unsaturation for cross‑linking. This structure is chemically inert — it resists oxidation, hydrolysis, and chemical attack. Unlike natural rubber or PVC, it does not degrade or become brittle over decades, even under high voltage and heat. Cross‑linking during manufacture creates a three‑dimensional network that holds its shape and properties permanently.
2. Semiconductive Compounds — Controlled Conductivity
These are not metals, but elastomers loaded with conductive carbon black. Formulated to have fixed, low resistivity, they are conductive enough to equalise potential but not so conductive that they cause excessive loss or short‑circuit. They are co‑extruded with insulation to form a perfect bond — no air gaps, no separation, no electrical stress.
3. PCP Sheath — Balanced Toughness and Flexibility
Polychloroprene is chosen because it balances high tensile strength, tear resistance, and flexibility better than almost any other polymer. It contains carbon black for UV and abrasion resistance, plus flame‑retardant additives that work without making the material stiff. Even when worn down, it retains its protective properties.
Measured Performance Advantages
Temperature Stability: Fully functional ‑25°C to +90°C — wider range than any competing type.
Bending Life: >100,000 cycles at 6× diameter radius — 3–5× better than metal‑screened cables.
Water Resistance: Can operate continuously immersed in fresh or saline water; no water treeing or insulation degradation.
Fire Performance: Passs AS/NZS 1660.3 and IEC 60332‑1 — flame does not travel, no toxic dripping.
Abrasion: Loses less than 0.5mm thickness after 10,000 drag cycles over granite.
Fault Safety: 100% probability that any sheath damage will trigger earth fault protection before live exposure.
Life Cycle Value
Because these materials are so stable, Type 241 cables rarely fail from material ageing. Failures are almost exclusively due to extreme mechanical abuse. This means lowest total cost of ownership:
Service life: 15–20 years
Failure rate: <0.2 failures per 100km per year
Maintenance: Visual inspection + electrical testing every 3–5 years only
Applications & Recommended Use
Type 241 is versatile, but it has clear ideal applications based on its design strengths.
Primary Recommended Applications
Continuous Miners & Shearers — 1.1kV to 3.3kV. This is the number‑one application. Constant movement, high bending cycles, wet conditions — exactly what Type 241 is built for. It is the standard requirement in most South African mines for this equipment.
Mine Dewatering Pumps — 3.3kV to 11kV. Fully or partially submerged, exposed to abrasive and acidic water, often running 24/7. EPR insulation and PCP sheath ensure no water ingress or corrosion.
Longwall Systems & Monorail Feeders — 6.6kV to 11kV. Semi‑fixed but moving progressively as the face advances; high reliability and fault‑detection capability are critical for continuous production.
Main Underground Distribution — 3.3kV to 11kV. Where cables may be dragged during installation or re‑routed, or where environmental exposure is high.
Mobile Equipment — Roadheaders, loaders, drill rigs, and auxiliary machinery. Where flexibility and safety are required together.
When Not to Choose Type 241
Where legacy specifications mandate metallic screening (Type 240) — though Type 241 is technically superior, some older site standards may still require metal screens.
For very short, permanently fixed runs with no movement or environmental exposure — a simpler cable may suffice, though Type 241 will still perform reliably.
Application‑Specific Selection Tips
Continuous Miners: Prioritise flexibility and small bending radius — select standard wall thickness, fine‑stranded conductors.
Pumps: Prioritise water and abrasion resistance — confirm heavy‑duty sheath and enhanced water‑blocking features.
Longwall: Prioritise high voltage performance and long life — use thicker insulation (≥6.6kV) and high‑tensile reinforcement.
Technical Specifications & Selection Guide
To apply Type 241 correctly, you need to understand the full range of technical parameters and how to choose the right one for your duty. The following data is derived directly from AS/NZS 1802 and manufacturer standards including FeiChun’s production specifications.
Voltage Ratings
Voltage is defined as U₀/U, where:
U₀: Phase‑to‑earth voltage
U: Phase‑to‑phase voltage
Standard ratings for Type 241:
1.1/1.1kV — small equipment, short runs
3.3/3.3kV — most common for medium power
6.6/6.6kV — heavy‑duty, long distance
11/11kV — main distribution and large longwall equipment
Rule: Always select voltage rating equal or higher than system voltage; never downrate.
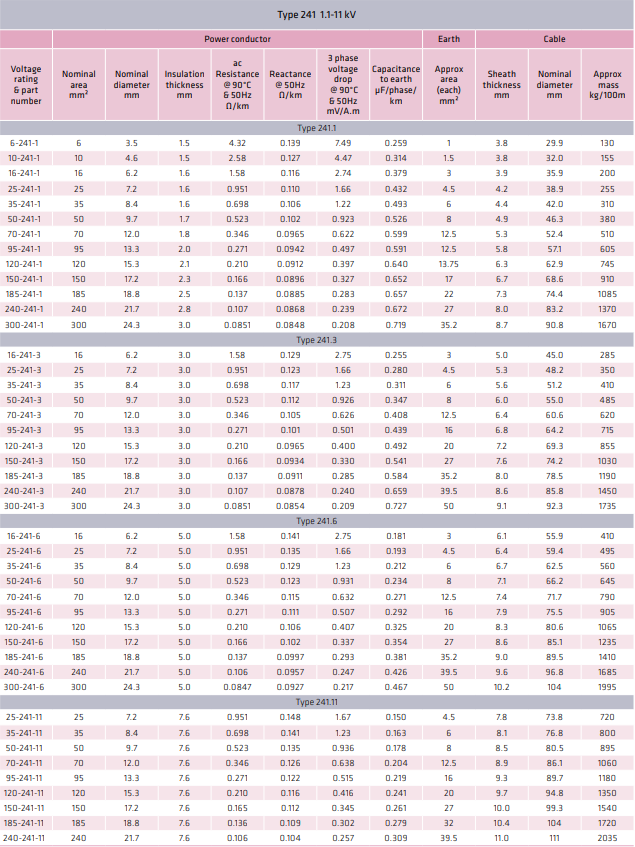
Physical Dimensions and Weight
Special Configurations
Flame‑Retardant Enhanced: Low‑smoke, zero‑halogen (LSZH) compounds available for high‑risk zones; oxygen index ≥38.
Low‑Temperature Version: Formulated for ‑40°C operation for high‑altitude or winter‑exposed mines.
High‑Tensile Type: Aramid reinforcement added; breaking strength increased by 100% for very long horizontal pulls or vertical shafts.
Oil & Acid Resistant: Special sheath compound for refineries or mines with aggressive chemical ingress.
Procurement & Specification Checklist
Buying Type 241 is not just buying a product — it is buying compliance, safety, and reliability. Mistakes in specification or sourcing can lead to rejection by mine inspectors, early failure, or increased risk.
Complete Technical Specification Template
When issuing tender enquiries or purchase orders, include exactly this wording:
CABLE, ELECTRIC — AS/NZS 1802 TYPE 241, 3.3/3.3kV, 3 CORE × 70mm² + 3 EARTH × 12.5mm² + 1 PILOT × 2.5mm²
Standard: Fully compliant with AS/NZS 1802:2003, Type 241
Conductors: Tinned annealed copper, Class 5 flexible stranding (AS/NZS 1125)
Insulation: EPR compound Type R‑EP‑90, thickness per standard
Screens: Extruded semiconductive elastomer over each core and overall; volume resistivity ≤ 1 Ω·m
Earth Cores: 3 off, tinned copper, semiconductive covered, positioned in interstices
Pilot Core: Central, flexible, DC resistance ≤ 5.5 Ω/100m
Sheath: Heavy‑duty HD‑85‑PCP, black, flame‑retardant, UV‑stabilised, thickness per standard
Tests: Factory acceptance tests including:
Conductor resistance
High‑voltage test (2.5 × U₀ for 5 minutes)
Partial discharge measurement (<5pC at 1.73 × U₀)
Flame test to AS/NZS 1660.3
Earth continuity check
Marking: Continuous surface printing: AS/NZS 1802 TYPE 241 | Voltage | Size | Manufacturer | Metre Mark
Documentation: Certified test report, declaration of conformity, material data sheets
Vendor Qualification Criteria
Certification: Must hold third‑party certification proving compliance with AS/NZS 1802 (e.g., SGS, CSA, or local mining authority approval).
Manufacturing Capability: Must have continuous vulcanisation (CV) lines for semiconductive compound extrusion — this is the critical technology.
Track Record: Proven supply to South African or Australian mining operations for minimum 3 years.
Warranty: Minimum 24 months or 8,000 operating hours.
Technical Support: Capability to provide sizing advice, installation guidance, and failure analysis.
Common Pitfalls to Avoid
“Equivalent” without proof: Many cables look similar but lack semiconductive layers or use inferior compounds — they will fail safety tests and early in service.
Under‑specifying sheath thickness: Thin sheaths save cost but wear out in months — always use standard or heavy‑duty thickness.
Ignoring temperature rating: Cables rated only to 70°C cannot handle mining heat loads — confirm 90°C continuous rating.
FeiChun Type 241: The Fully Equivalent Alternative
FeiChun is a global manufacturer of mining cables, widely used across Africa, Asia, and Australia. For AS/NZS 1802 Type 241, FeiChun offers a product that is not just “similar” but technically identical and fully compliant, often offering distinct advantages over traditional European or Australian brands.
Full Compliance and Performance Match
Standard Alignment: FeiChun Type 241 is designed, tested, and certified strictly to AS/NZS 1802:2003. Drawings, dimensions, materials, and test requirements match exactly. It is accepted by mine engineering departments and inspectors in South Africa as a direct replacement.
Materials:
Conductors: 99.97% pure copper, tinned, fine‑stranded — same electrical and mechanical performance.
Insulation: EPR compound sourced from global suppliers, meeting R‑EP‑90 specification.
Semiconductive layers: Special carbon‑loaded elastomers with precisely controlled resistivity — same safety and electric field control as premium brands.
Sheath: HD‑85‑PCP formulation with identical hardness, tear strength, and flame resistance.
Test Results: Independent laboratory testing confirms FeiChun cables meet or exceed every parameter:
Partial discharge: <3pC (better than 5pC requirement)
Bending cycles: >120,000 without damage
Water immersion: 30 days at 50°C — no insulation resistance drop
Flame: Self‑extinguishes within 10 seconds — passes AS/NZS 1660.3
Conclusion: In engineering, safety, and durability, FeiChun Type 241 is 100% equivalent to leading brands. There is no compromise in performance or safety.
Key Advantages Over Premium Brands
✅ Competitive Pricing
FeiChun’s manufacturing model and supply chain efficiency mean pricing is typically 15–30% lower than established premium brands. This is achieved through scale, lean production, and direct distribution — not by reducing material quality or performance. For a large mine with hundreds of kilometres of cable, this delivers significant capital savings without risk.
✅ Shorter Lead Times
This is one of the biggest operational benefits. Traditional suppliers often quote 12–16 weeks delivery due to long production queues and shipping times. FeiChun maintains regional stock and optimised production schedules, delivering standard sizes in 4–6 weeks. For emergency replacements or fast‑track projects, this difference is critical to keeping production running.
✅ Flexible Manufacturing and Customisation
FeiChun adapts quickly to special requirements:
Non‑standard conductor sizes or core configurations
Special colour codes or printing
Enhanced environmental resistance
Shorter or longer production runs as needed
Direct engineering support for custom designs
✅ Comprehensive Documentation and Support
Every shipment comes with a full documentation pack:
Declaration of Conformity to AS/NZS 1802
Factory Acceptance Test (FAT) report
Material Safety Data Sheets (MSDS)
Installation and handling guide
Warranty certificate
Technical engineers are available to assist with sizing, installation advice, and troubleshooting — a level of support often limited or slow from large international corporations.
✅ Proven African Mining Experience
FeiChun cables have been installed in mines across South Africa, Botswana, Zambia, and Tanzania. The product is field‑proven in the exact conditions you operate in — you benefit from lessons learned and improvements made over thousands of kilometres of installed cable.
Why Choose FeiChun?
You get the same safety, same reliability, same compliance, and same long life — but with lower cost, faster delivery, and better service. For technical teams and procurement managers, this is the definition of smart sourcing.
Installation, Maintenance & Best Practices
Even the best cable will fail if installed or maintained incorrectly. These practices are based on mine site experience and manufacturer recommendations.
Installation Rules
Bending Radius:
During installation: Minimum 12 × overall diameter (OD)
During operation: Minimum 8 × OD
Do not force bend — use rollers or guides where needed.
Pulling Tension:
Maximum allowable: 50 N/mm² of conductor cross‑section
Never pull by the cores — use pulling grips on the outer sheath or reinforced eyelets.
Cable Management:
Leave 10–15% slack to allow for movement and thermal expansion.
Use rounded‑edge clamps or saddles — avoid sharp edges or tight bindings that cut the sheath.
Protect from heavy vehicle traffic or falling rock with guards or cable trays.
Submerged Installation: Ensure cable is fully supported; avoid hanging freely with tension on joints.
Maintenance Schedule
Monthly Inspection: Visual check for sheath damage, cuts, abrasion, or bulges. Check connections for tightness and overheating.
Annual Test: Measure insulation resistance (IR) between cores and to earth. Minimum acceptable: 1000 MΩ·km.
3‑5 Year Comprehensive Test:
High‑voltage proof test (2 × U₀ for 1 minute)
Check pilot core continuity and resistance
Inspect end terminations for degradation
Joint Management: Only use certified mine‑grade joints; inspect every 6 months.
Common Causes of Failure and Prevention
Sheath Abrasion:
Cause: Unprotected drag over rock.
Prevention: Use heavy‑duty sheath; install slide plates or guides; schedule rotation of cable sections.
Conductor Breakage:
Cause: Excessive tension or repeated tight bending.
Prevention: Follow bending radius rules; install proper reeling systems.
Water Ingress:
Cause: Damaged sheath or poor joints.
Prevention: Use immersion‑grade cable; maintain joints perfectly.
Overheating:
Cause: Undersized cable or poor ventilation.
Prevention: Correct sizing; monitor load current; ensure adequate cooling.
Frequently Asked Questions (FAQ)
Q1: What is the difference between Type 241 and Type 240?
A: Type 241 uses semiconductive elastomer screens — very flexible, excellent safety response, ideal for moving equipment. Type 240 uses metallic tape or wire screens — rigid, better for fixed installations where high electromagnetic shielding is needed. For continuous miners and pumps, Type 241 is always preferred.
Q2: Can Type 241 be used permanently under water?
A: Yes. The EPR insulation and bonded semiconductive layers are fully water‑resistant. The standard explicitly rates it for immersion or temporary coverage. It is the standard choice for submersible mine pumps.
Q3: Is FeiChun Type 241 certified for use in South African mines?
A: Yes. It is fully certified to AS/NZS 1802:2003, which is referenced in South African mining safety standards. It carries third‑party test certification and is approved by multiple mine operators in the region.
Q4: What is the expected service life?
A: In normal operation — 15 to 20 years. This is significantly longer than metal‑screened or rubber‑only cables, due to superior materials and electric field optimisation.
Q5: Can I use 3.3kV cable on a 1.1kV system?
A: Yes, electrically it is safe, but it will be larger, heavier, and more expensive than necessary. Always match voltage rating exactly to balance performance and cost.
Q6: Does Type 241 comply with flame‑retardant requirements?
A: Yes. It passes AS/NZS 1660.3 for flame retardancy — it self‑extinguishes and does not propagate fire along the cable route. Low‑smoke zero‑halogen versions are also available.
Conclusion
AS/NZS 1802 Type 241 is more than a cable specification — it is the result of decades of mining engineering evolution, refined specifically to survive and perform in the harsh underground conditions found in South African coalfields. Every element — from the fine‑stranded tinned copper conductors and co‑extruded semiconductive screens to the high‑grade EPR insulation and heavy‑duty PCP sheath — is engineered to solve specific challenges: extreme mechanical stress, constant movement, water immersion, chemical exposure, and the ever‑present need for intrinsic safety.
What makes Type 241 irreplaceable for continuous miners, pumps, and longwall systems is the unique balance it achieves. Unlike rigid metal‑screened alternatives or basic rubber cables, it delivers flexibility without sacrificing durability, safety without adding weight, and long life without excessive maintenance. Its semiconductive screening system is not just a technical detail; it is a safety barrier that ensures that any damage results in an immediate earth fault trip, protecting both equipment and personnel in environments where even the smallest electrical fault carries life‑threatening risk.
For engineers and procurement teams, understanding the material science and engineering principles behind Type 241 transforms it from a catalogue number into a solution you can specify with absolute confidence. You now know why EPR is chosen over other insulations, how the electric field control works to extend life, and exactly what to look for in terms of construction, testing, and compliance. You also have a clear, step‑by‑step guide to selection, from voltage rating and conductor size to special configurations and procurement specifications.
Equally important, you now understand that you do not need to pay a premium or wait months for delivery to get this level of performance. FeiChun Type 241 cables are fully equivalent in every respect — manufactured to the same standard, using identical materials, and tested to the same or stricter requirements — while offering faster delivery, competitive pricing, and responsive technical support. In fact, for many South African operations, FeiChun has become the preferred choice, combining the proven design of AS/NZS 1802 with modern manufacturing efficiency and dedicated regional service.
When you choose AS/NZS 1802 Type 241, you are choosing reliability, safety, and value. When you choose FeiChun as your supplier, you are ensuring that you get all of these benefits without compromise — delivered on time, documented perfectly, and supported by a team that understands mining operations just as well as you do.
If you are planning a new project, replacing ageing cable stock, or need urgent supply of AS/NZS 1802 Type 241 mining cables, the FeiChun team is ready to support you. We provide full technical data sheets, detailed quotations, compliance documentation, and engineering advice tailored to South African mining standards and conditions.
✅ Contact FeiChun today for your enquiry:
We look forward to partnering with you to deliver safe, reliable, and cost‑effective power distribution solutions for your underground operations.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: