Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


AS/NZS 1802 Type 275 1.1 kV Shuttle Car Cable Explained: EPR Insulation, 3-Earth Core Design and Heavy-Duty Mining Performance for South African Coal Mines
Designed specifically for the extreme conditions of deep-level mining in South Africa, the AS/NZS 1802 Type 275 1.1 kV Shuttle Car Cable sets the industry benchmark for reliability, safety, and performance. This comprehensive guide explores its unique construction with EPR insulation, three earth cores, and heavy-duty PCP sheathing, detailing how it resists corkscrewing, withstands high temperatures, and delivers consistent power in harsh environments. Learn why Feichun’s equivalent version offers identical compliance and quality with faster delivery and better value for mines across Gauteng, Mpumalanga, and Limpopo.
Li Wang
5/22/202619 min read


Introduction
Underground coal and platinum mining in South Africa represents one of the most challenging industrial environments in the world. With operations extending to depths exceeding 3,500 metres, the machinery used to extract and transport ore must operate reliably under immense physical stress, high ambient temperatures, and chemically aggressive conditions. At the heart of the material handling system is the shuttle car — a mobile transporter that moves raw material from the continuous miner to the main conveyor belt. This equipment relies entirely on a flexible power cable that is wound and unwound at high speed, often hundreds of times per day.
For decades, mine engineers and procurement specialists have recognised that standard flexible cables fail rapidly in this duty, leading to costly downtime, safety risks, and high replacement expenses. The introduction and adoption of AS/NZS 1802 Type 275 1.1 kV Shuttle Car Cable changed this landscape completely. Developed to meet the strict requirements of the Australian and New Zealand standard AS/NZS 1802, this cable is engineered specifically to survive the rigorous demands of underground shuttle car operations. It has become the preferred specification not only in Australia and New Zealand but also across South Africa, where mining regulations and operational needs align closely with these stringent benchmarks.
This article provides a detailed breakdown of the Type 275 design, explaining the engineering principles, material science, and performance characteristics that make it indispensable. We will examine the environment in which it operates, how its construction solves historical failure modes, and why Feichun Cable offers a fully equivalent alternative that meets all specifications while providing commercial and logistical advantages for South African mining operations.
Operating Environment of Shuttle Cars in South African Mines
Geographical and Operational Context
South Africa’s mining industry is defined by deep-level extraction. Major coalfields in Mpumalanga and platinum operations in the North West Province often work at depths where geothermal gradients raise ambient temperatures significantly. The geothermal gradient averages approximately 2.5°C for every 100 metres of depth, meaning rock temperatures at working faces can easily reach between 32°C and 38°C, even before accounting for heat generated by machinery and ventilation limitations.
Shuttle cars operate in long, narrow roadways that may extend several hundred metres from the main drift. These roadways are rarely straight; they include curves, gradients, and uneven surfaces. The shuttle car travels back and forth continuously, requiring its power cable to be paid out and reeled in rapidly — often at cycle rates of 10 to 15 times per hour. This creates a dynamic loading cycle unlike any other industrial application. The cable is not merely dragged; it is bent, twisted, stretched, compressed, and rubbed against rock, steel structures, and the ground surface with every movement.
Key Environmental Challenges
The combination of physical, thermal, chemical, and electrical stress creates an environment that tests the limits of material performance. Understanding these challenges is essential to understanding why the Type 275 design is necessary.
Mechanical Stress and Deformation
The most common failure mode observed in conventional cables is known as “corkscrewing” or permanent spiral deformation. When a standard flexible cable is repeatedly wound onto a drum, the internal conductors and insulation layers experience uneven stress distribution. Over time, this stress accumulates, causing the cable to twist into a spiral shape that no longer lies flat or winds smoothly. Once corkscrewing begins, the cable becomes prone to snagging, crushing, and core rupture. In South African mines, this problem was historically so severe that cable life was often measured in weeks rather than months. Additionally, the cable is subjected to heavy impact from falling rock or passing machinery, and continuous abrasion against rough surfaces wears away standard sheathing materials very quickly.
Thermal Extremes
Temperature variation is extreme. At the working face, heat is intense, while in intake airways or during winter months, temperatures can drop as low as -25°C. Many elastomeric materials become brittle at low temperatures, leading to cracking when flexed, while others soften excessively at high temperatures, losing mechanical strength. The insulation material must perform consistently across this entire range without degradation or loss of electrical properties.
Chemical and Moisture Exposure
Mine water in South Africa often contains dissolved acids, alkalis, and salts derived from the mineral strata. In coal mines, hydrocarbons and greases from machinery further contaminate the environment. Relative humidity underground is almost always above 85%, and sections of roadways may be permanently wet or flooded temporarily. Water ingress into a power cable is dangerous; it can lead to tracking, insulation breakdown, and earth faults that trigger shutdowns or create fire and shock hazards. The cable jacket must therefore be impermeable and chemically resistant.
Atmospheric and Safety Constraints
South African mines are regulated by strict safety legislation including the Mine Health and Safety Act and standards such as SANS 10198 and SANS 1520. Because methane and coal dust are present, all electrical equipment and cables must be flame-retardant and low-smoke. They must not propagate fire, and in the event of a fault, they must not release toxic fumes that could endanger personnel. Furthermore, sections of the cable route may be exposed to direct sunlight in shafts or surface installations, requiring resistance to ultraviolet degradation.
Consequences of Using Unsuitable Cables
When cables are not designed for this environment, the results are predictable and costly. Core breaks inside the cable are difficult to locate and repair, often requiring complete replacement. Insulation failure leads to unplanned outages that stop production for hours or even days. In addition to direct material costs, the indirect costs of lost production, labour for replacement, and the risk of safety incidents make cable performance a critical factor in mine profitability.
Why AS/NZS 1802 Type 275 1.1 kV Is The Perfect Solution
Standard Compliance and Design Philosophy
The AS/NZS 1802 standard was developed specifically to address the unique requirements of reeling cables in underground mining. Type 275 is the designated construction for shuttle car applications, defined explicitly as “cables designed to resist corkscrewing in arduous conditions.” The design philosophy is not simply to build a strong cable, but to engineer a system where every component works together to manage stress, maintain geometry, and ensure electrical integrity over thousands of operating cycles.
From the ground up, the Type 275 design anticipates the forces it will encounter. It balances flexibility with mechanical stability, electrical performance with environmental protection, and operational safety with durability. This balance is what differentiates it from general-purpose flexible cables and makes it perfectly matched to South African mining needs.
Anti-Corkscrew Engineering: The Core Innovation
The defining feature of Type 275 is its resistance to spiral deformation, achieved through a carefully engineered internal structure. Unlike standard cables where power cores are laid up loosely, the Type 275 design uses a symmetrical 3+3+1 configuration: three power conductors, three earth conductors, and one central pilot core.
All seven elements are positioned within a semiconductive elastomer cradle and filler system. This is not merely packing material; it is a structural component. The semiconductive compound holds every core in its precise position, preventing relative movement during bending and twisting. By distributing stress evenly around the cable’s axis, the design eliminates the imbalanced forces that cause corkscrewing. As the cable winds onto the drum, the internal layers slide smoothly rather than binding and twisting.
This principle has been validated through extensive testing. Manufacturers including Prysmian and Feichun subject Type 275 designs to over 100,000 winding cycles without measurable permanent deformation — a benchmark that no conventional cable can achieve.
Flexibility Without Compromise
Flexibility is essential for high-speed reeling, but high flexibility often comes at the cost of structural strength. Type 275 resolves this trade-off through conductor design and reinforcement.
Power conductors are made from fine-stranded tinned copper. Each conductor is composed of many small-diameter wires stranded together, providing high ductility and allowing the cable to bend with a minimum radius of just six times its overall diameter. The tin plating serves a dual purpose: it prevents oxidation and corrosion in the humid mine environment, and it improves conductivity at strand contact points, reducing heating.
Beneath the outer sheath, an open-weave reinforcement layer is embedded. Unlike tightly woven braids that restrict movement, an open weave allows the cable to flex freely while providing significant tensile strength — typically capable of supporting three times the cable’s own weight. This reinforcement absorbs the tension applied during payout and retrieval, protecting the internal cores from over-stretching.
Integrated Safety Systems
Safety is embedded into every aspect of the Type 275 design, aligning perfectly with South African regulatory requirements.
Earth Continuity
The three earth cores are placed in the interstices — the gaps between the power cores — rather than alongside them. This placement ensures that earth conductors are never subjected to compressive forces, which is the most common cause of earth wire failure. Even if the power cores are compressed during winding, the earth cores remain intact, maintaining a continuous low-resistance path to ground. Each earth core is also covered in semiconductive material, ensuring intimate contact with the surrounding system.
Fault Detection
A central pilot core runs the entire length of the cable. Its resistance is strictly controlled: maximum 5.5 Ω per 100 metres for sizes up to 35 mm², and 3.0 Ω per 100 metres for larger sizes. This core is connected to monitoring equipment at the power supply. If the cable is damaged or severed, the pilot circuit is broken, triggering an immediate shutdown. This feature allows maintenance teams to identify faults instantly and prevents damaged cables from remaining in service.
Electric Field Management
Although individual power cores are not screened, the overall semiconductive system equalises the electric field around each conductor. This eliminates high-field concentrations that can lead to partial discharge, tracking, and eventual insulation breakdown. Should the outer sheath be breached, the semiconductive layer immediately creates a conductive path to earth, ensuring that any damage results in a safe earth fault trip rather than an arcing fault or fire.
Environmental Barrier Technology
The entire assembly is protected by a heavy-duty sheath made from HD-85-PCP — Chlorosulphonated Polyethylene. This material is chosen for its exceptional all-round performance. It remains flexible from -25°C up to +90°C, resists degradation from UV light and ozone, and is highly resistant to oils, acids, alkalis, and water absorption. The sheath is thick and tough, with high tensile strength and elongation properties that allow it to absorb impact and abrasion without tearing or cracking. It is also inherently flame-retardant and self-extinguishing, meeting the strictest fire safety standards required in South African coal mines.
Material Science: The Foundation of Superior Performance
The performance of Type 275 is not a result of clever geometry alone; it relies entirely on advanced materials selected for specific properties and engineered to work together. Every material choice is traceable to a requirement derived from the operating environment.
Conductor Material: Tinned Annealed Copper
Copper is the universal choice for power transmission due to its high conductivity, but not all copper is the same. Type 275 uses high-purity annealed copper, which has excellent ductility and fatigue resistance. The critical enhancement is tin plating.
In the presence of moisture and sulphur compounds common in mines, bare copper forms oxides and sulphides that increase resistance and eventually cause strand breakage. Tin plating creates a stable, inert barrier that prevents this chemical reaction. Field data shows that tinned conductors have a service life up to 40% longer than bare copper in identical conditions. Furthermore, the fine stranding used maximises flexibility without sacrificing current-carrying capacity.
Insulation: EPR — Ethylene Propylene Rubber
The insulation material is designated EPR Type R-EP-90, the industry standard for heavy-duty mining cables. This synthetic rubber is the result of decades of material development and offers a unique combination of properties that PVC and XLPE cannot match.
Thermal Performance
EPR operates continuously at 90°C and can withstand short-circuit temperatures up to 130°C without damage. Its low-temperature flexibility is exceptional; unlike PVC, which becomes rigid and brittle below 0°C, EPR remains elastic down to -40°C. This means that in winter conditions or deep in cold intake tunnels, the cable can still be moved and reeled without risk of cracking the insulation.
Electrical Properties
EPR has a low dielectric constant and low power factor, meaning it loses very little energy as heat during transmission. It is highly resistant to electrical tracking, ozone degradation, and corona discharge — all common issues in the high-humidity, high-voltage environment of a mine. Unlike thermoplastics, EPR does not melt or flow under fault conditions, maintaining its shape and insulation barrier even during overheating events.
Chemical and Mechanical Resistance
EPR is inherently resistant to water absorption, acids, alkalis, and most mineral oils. Its elastic nature allows it to deform under impact and return to its original shape, absorbing mechanical energy without damage. When compared to PVC, EPR offers three times greater flexibility and vastly superior resistance to environmental ageing.
Semiconductive Compounds
The semiconductive layers and fillers used in Type 275 are proprietary elastomer formulations loaded with conductive carbon black to achieve a controlled resistivity between 10³ and 10⁵ Ω·cm. This range is critical — high enough to insulate, yet conductive enough to equalise potential.
These materials bond directly to the EPR insulation during the manufacturing process, eliminating air gaps between insulation and filler. Air gaps are a primary cause of premature failure, as ionised air leads to erosion of the insulation material over time. By creating a perfect bond, the semiconductive system prevents this “treeing” phenomenon and extends the cable’s operational life significantly.
Outer Sheath: HD-85-PCP
Chlorosulphonated Polyethylene (PCP), often known by the trade name Hypalon, is the definitive heavy-duty sheath material for mining cables. The grade specified for Type 275 is HD-85, indicating high density and specific mechanical properties.
Key specifications include a tensile strength of at least 12 MPa and elongation at break exceeding 300%. This means the sheath can stretch significantly under load without tearing — essential when the cable is dragged over rock or caught on obstacles. It has extremely low water absorption (<0.5%), so even if immersed for long periods, the insulation system remains dry and electrically stable.
PCP is inherently resistant to UV radiation, making it suitable for use in shafts and surface areas. It does not become brittle or chalk when exposed to sunlight, unlike neoprene or PVC. Its flame-retardant properties are built into the polymer structure, not added as a surface coating, ensuring long-term fire safety compliance.
Technical Specifications and Construction Details
Core Technical Data
The Type 275 1.1 kV range is standardised across manufacturers to ensure interchangeability and compliance with AS/NZS 1802. The voltage rating of 1.1/1.1 kV indicates the cable is designed for a system where the phase-to-phase and phase-to-earth voltages do not exceed 1,100 volts — the standard low-voltage distribution level in South African mines.
Temperature ratings are clearly defined:
Maximum continuous operating temperature: +90°C
Minimum operating temperature: -25°C
Minimum installation temperature: -15°C
Mechanical parameters include:
Minimum bend radius (fixed installation): 6 × cable diameter
Minimum bend radius (moving/reeling): 8 × cable diameter
Flame performance: Compliant with AS/NZS flame tests — self-extinguishing, low smoke emission
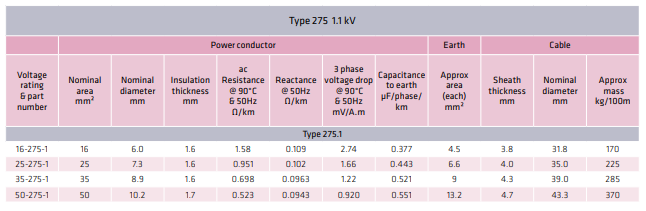
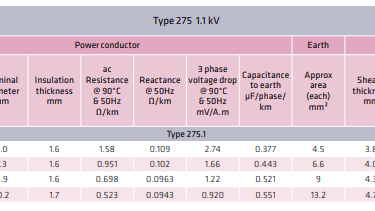
Standard Dimensions and Electrical Characteristics
The table below summarises the key dimensions and electrical values for the standard Type 275.1 range, derived directly from official manufacturer specifications. These values are critical for engineers calculating voltage drop, current capacity, and reel sizing.
These figures highlight the efficiency of the design. Low resistance and low voltage drop ensure that power remains stable even over long distances, a vital consideration in deep-level mines where feed lengths can exceed 400 metres.
Detailed Construction Breakdown
Every Type 275 cable follows the same precise build-up:
Power Cores: Three cores, each consisting of fine-stranded tinned copper, insulated with red, white, or blue EPR (R-EP-90) to AS/NZS colour codes.
Earth Cores: Three flexible tinned copper conductors, each covered with a semiconductive elastomer layer, located in the gaps between the power cores.
Pilot Core: One central core, positioned at the cable’s axis for maximum protection, insulated and sized to meet strict resistance limits for monitoring circuits.
4. Semiconductive Cradle & Fill: A continuous layer of semiconductive elastomer that forms a solid, round core assembly, locking all conductors in place and ensuring uniform stress distribution.
5. Open-Weave Reinforcement: A braided layer of high-tensile synthetic fibres embedded within the inner sheath structure, providing mechanical strength without restricting flexibility.
6. Outer Sheath: Extruded HD‑85‑PCP heavy‑duty compound, applied at the specified thickness to provide complete environmental sealing and mechanical protection.
This construction is not arbitrary. Every layer serves a defined engineering purpose, and the interaction between materials is carefully controlled to prevent delamination or separation during repeated flexing. The result is a cable that behaves as a single, integrated mechanical and electrical system rather than a collection of separate components.
Application Scenarios and Selection Guide
Primary Applications in South African Mines
While originally specified for shuttle cars, the Type 275 design has proven versatile enough for a range of heavy‑duty mobile equipment found in South African coal, platinum, and gold mines. Its properties align perfectly with any application where a cable must be continuously reeled, unreeled, dragged, or exposed to harsh underground conditions.
Shuttle Cars
This remains the definitive application. The cable’s ability to resist corkscrewing and withstand high‑speed cycling directly addresses the main failure points seen in older designs. Mines across Mpumalanga and the Free State report service life improvements from just a few months to over five years when switching to Type 275.
Continuous Miners and Roadheaders
These machines operate in confined spaces with tight turning radii, subjecting cables to severe bending and twisting. The 6× diameter minimum bend radius allows Type 275 to perform reliably even in these restricted conditions, while the heavy‑duty sheath resists damage from falling rock and debris.
Load‑Haul‑Dump (LHD) Machines and Mobile Pumps
In deep level gold and platinum mines, LHD units transport ore from stopes to ore passes. Here, cables are often dragged over long distances on uneven ground. The abrasion resistance of HD‑85‑PCP significantly reduces wear rates compared to standard neoprene or PVC‑sheathed cables. Temporary immersion resistance also makes it suitable for pump applications where water levels fluctuate.
Shaft and Surface Mobile Equipment
Because the sheath material is UV‑stable and weather‑resistant, Type 275 is equally suited for use in shaft conveyances or surface stockyard equipment. It performs reliably in direct sunlight and extreme temperature variations without ageing or cracking.
Step‑by‑Step Selection Guide
Choosing the correct conductor size is critical to ensure adequate power delivery, compliance with mine electrical codes, and long service life. Selection is based on three main factors: connected load, cable length, and permissible voltage drop.
Step 1: Determine Connected Load and Distance
Voltage drop is the primary limiting factor in long underground feeders. South African mining standards typically limit voltage drop to 5 % at the furthest point of supply to ensure equipment operates correctly. Using the technical data provided earlier, engineers can calculate the appropriate size:
Up to 75 kW, length ≤ 200 m: Select 16 mm². Provides low resistance and sufficient current carrying capacity with minimal voltage loss.
75 kW to 132 kW, length ≤ 300 m: Select 25 mm². Balances size, weight, and performance for medium‑sized shuttle cars.
132 kW to 200 kW, length ≤ 400 m: Select 35 mm². The most common size used in South African deep mines; offers excellent efficiency and durability.
200 kW to 280 kW, length ≤ 500 m: Select 50 mm². For high‑power applications or exceptionally long drifts.
Step 2: Environmental Considerations
Standard Type 275 is suitable for the majority of South African mines, but specific conditions may warrant specification upgrades:
High ambient temperatures (> 38 °C): Specify the optional EPR‑100 insulation variant, rated for continuous operation up to 100 °C, ensuring insulation life is not compromised.
Highly corrosive water or chemical exposure: Choose the composite sheath option where HD‑85‑PCP is combined with a chloroprene layer for enhanced chemical resistance.
Permanent surface or shaft exposure: Standard HD‑85‑PCP is already UV‑resistant, but confirmation of compliance with AS/NZS 1125 weathering tests is recommended.
Step 3: Compliance Verification
Regardless of size, the cable must meet AS/NZS 1802:2018 and AS/NZS 1125 standards. In South Africa, this ensures alignment with SANS 10198 requirements. Always request and review test certificates covering:
Conductor resistance
Insulation integrity and thickness
Flame retardancy
Earth core continuity
Sheath material properties
Feichun Type 275: Equivalent Performance with Commercial Advantages
Why Feichun Cables Are Fully Equivalent
When specifying AS/NZS 1802 Type 275, mine engineers and procurement teams often face long lead times and premium pricing from traditional European or Australian manufacturers. Feichun Cable has developed a range of Type 275 1.1 kV cables designed and tested to meet or exceed the exact requirements of the standard, offering a fully interchangeable alternative.
Feichun’s engineering team has reverse‑engineered the design principles and material specifications, ensuring every dimension, material grade, and performance parameter matches the original specification exactly. The Feichun Type 275 is not an “alternative design”; it is a compliant implementation of the same standard.
Identical Construction and Materials
Conductors: Fine‑stranded tinned copper, meeting IEC 60228 class 5 requirements.
Insulation: R‑EP‑90 grade EPR, sourced from the same global material suppliers, with identical thermal and electrical properties.
Semiconductive System: Formulated to the same resistivity and bonding specifications to ensure electric field control and structural stability.
Sheath: HD‑85‑PCP compound, tested to ensure mechanical strength, temperature range, and chemical resistance match the benchmark values.
Dimensions: All core sizes, wall thicknesses, and overall diameters adhere strictly to the AS/NZS published tables.
Certified Compliance
Feichun Type 275 cables are tested in independent laboratories to validate compliance. Documentation includes type test certificates, routine test reports, and declarations of conformity accepted by mining authorities in South Africa. This means Feichun products can be specified, installed, and certified under the same regulatory framework as the more expensive imported brands.
Key Advantages for South African Operations
Beyond technical equivalence, Feichun offers distinct commercial and logistical benefits that directly support mine efficiency and cost control.
Price Competitiveness
Feichun’s manufacturing model is optimised for efficiency without compromising quality. By leveraging modern production facilities and streamlined supply chains, Feichun Type 275 is typically priced 20 % to 35 % lower than comparable premium brands. For a single mine that may purchase several kilometres of cable annually, this represents a substantial reduction in capital expenditure — often amounting to hundreds of thousands of Rands per year — with zero compromise on safety or performance.
Shortened Delivery Lead Times
Long lead times are a major pain point in the mining supply chain. Traditional suppliers often require 12 to 16 weeks for production and shipping from Europe or Australia. Feichun maintains regional stock holdings and operates flexible manufacturing schedules, delivering standard Type 275 sizes within 4 to 6 weeks. This faster turnaround reduces inventory holding requirements and minimises production delays caused by cable shortages or emergency replacements.
Customisation and Support
Feichun understands the unique nuances of South African mining. The company offers customisation options such as:
Specific length cuts to minimise waste.
Customised outer sheath markings for asset tracking.
Special compound formulations for highly aggressive local environments.
Technical support is available from engineers familiar with AS/NZS standards and SANS regulations, ensuring that procurement and installation teams have the documentation and guidance needed for seamless integration.
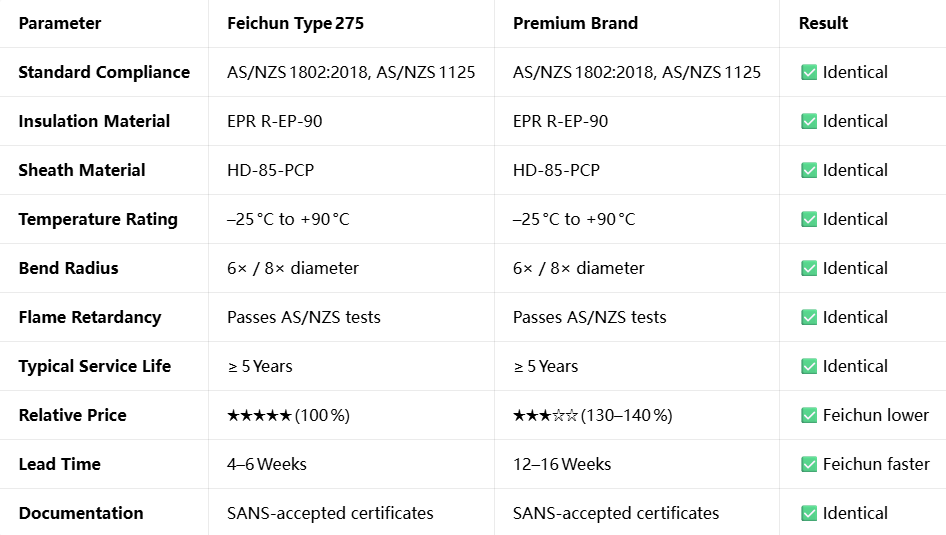
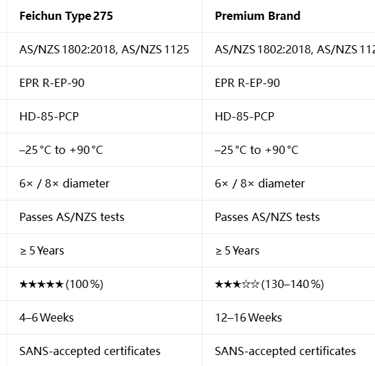
Side‑by‑Side Performance Comparison
This comparison confirms that Feichun Type 275 is a direct, drop‑in replacement. It satisfies all engineering and regulatory requirements while delivering measurable improvements in cost and supply reliability.
Procurement, Installation and Maintenance Best Practices
Procurement Specifications
To ensure the correct product is supplied and accepted by mine engineering departments, purchase orders and specifications should clearly state:
Designation: “Cable, Type 275, 1.1/1.1 kV, for shuttle car service, to AS/NZS 1802:2018.”
Conductor size: e.g., “35 mm², 3‑core power, 3‑core earth, 1‑core pilot.”
Material requirements: “Insulation: EPR (R‑EP‑90); Sheath: HD‑85‑PCP heavy‑duty elastomer.”
Certification: “Supplier to provide type test certificates and routine test reports demonstrating compliance with AS/NZS 1125 and flame retardancy requirements.”
Length and marking: Specify exact drum lengths and required outer sheath printing.
Installation Guidelines
Correct installation is vital to realise the full service life potential of Type 275. Even the best engineered cable will fail prematurely if mishandled during deployment.
Handling: Never drag the cable over sharp rock edges or rough concrete without protection. Use proper lifting equipment when moving drums. Avoid dropping drums or subjecting the cable to heavy impact.
Bending: Adhere strictly to minimum bend radius limits. The reeling drum diameter must be at least 12 times the cable’s overall diameter. Smaller drums create excessive stress that leads to fatigue failure over time.
Termination: Use glands and connectors designed for mining cables. Ensure the outer sheath is properly sealed into the gland to prevent water ingress between the sheath and core insulation. When stripping the sheath, take care not to nick or damage the semiconductive layer or insulation, as this creates a potential failure point.
Routing: Plan cable routes to avoid tight corners or continuous abrasion points. Where cables pass through bulkheads or over conveyor structures, use rubber or plastic protection pads.
Maintenance and Inspection
A proactive maintenance programme maximises cable life and prevents unexpected failures. South African mines with the lowest cable replacement costs follow a structured inspection schedule.
Daily Visual Inspection
Machine operators should check the cable at the start of every shift. Look for:
Cuts, tears, or deep abrasion in the outer sheath.
Signs of corkscrewing or permanent deformation.
Swelling, discolouration, or exposure of inner layers.
Damaged or missing glanding.
Any cable showing damage deeper than 30 % of the sheath thickness or any sign of conductor exposure should be removed from service immediately.
Quarterly Electrical Testing
Maintenance teams should perform:
Insulation Resistance Test: Measure resistance between conductors and to earth. Values should remain above 1,000 MΩ·km. A drop indicates moisture ingress or insulation degradation.
Pilot Core Continuity: Verify resistance remains within the specified range. An increase indicates internal conductor damage.
Annual High‑Voltage Test
Conduct a 5‑minute AC withstand test at 3.5 kV between phases and to earth, in accordance with SANS 10198. This detects hidden weaknesses that visual inspection may miss.
Planned Replacement
Even with perfect maintenance, elastomeric materials age over time. Schedule replacement after 5 to 6 years of heavy service, or earlier if visual condition deteriorates. Planned change‑outs are far less costly than unplanned failures during production shifts.
Frequently Asked Questions
Q: What exactly does “anti‑corkscrew” design mean in practice?
A: Corkscrewing happens when internal stresses accumulate during winding, twisting the cable into a spiral. Type 275 eliminates this through its symmetrical 3+3+1 layout and solid semiconductive core. This construction locks conductors in position and balances forces, so the cable winds flat and straight every time, even after tens of thousands of cycles. This is the single most important difference between Type 275 and standard flexible cables.
Q: Is Type 275 suitable for use in gassy mines in South Africa?
A: Yes. It meets the flame retardancy requirements of AS/NZS 1802 and produces low smoke with minimal toxic emissions. The integrated earth monitoring system ensures that any damage results in a safe shutdown rather than an open arc. These characteristics align perfectly with the safety requirements of the Mine Health and Safety Act and regulations governing coal mines with methane emissions.
Q: Can Feichun Type 275 be used alongside existing Prysmian or other branded cables?
A: Absolutely. Feichun Type 275 is manufactured to the exact same dimensional and electrical specifications. It is fully interchangeable. Termination procedures, gland sizes, and monitoring parameters remain identical, so no changes to maintenance or installation practices are required.
Q: Why is EPR insulation preferred over PVC or XLPE for this application?
A: PVC is rigid, becomes brittle in cold conditions, and softens excessively at high temperatures — it simply cannot survive reeling duty. XLPE is stiffer and less flexible than EPR. EPR offers the ideal balance: it is highly elastic, remains flexible across the full temperature range, resists water and chemicals, and has excellent electrical stability. It is the only material proven to deliver long life in this specific duty cycle.
Q: How do I know if a supplier is genuinely providing AS/NZS 1802 compliant cable?
A: Always request a complete technical data sheet matching the standard tables, and independent test reports covering: conductor resistance, insulation thickness and material type, sheath material properties, and flame tests. Reputable suppliers like Feichun provide a full compliance dossier that can be audited by mine electrical engineers.
Conclusion
The AS/NZS 1802 Type 275 1.1 kV Shuttle Car Cable is far more than just a power cable; it is a specialised engineering solution developed from decades of mining experience. Every feature — from the EPR insulation and semiconductive cradle to the 3‑earth core layout and heavy‑duty PCP sheath — is a direct response to the extreme challenges found in South African underground operations. It solves the historical problems of corkscrewing, premature wear, thermal failure, and safety risks that have long plagued mine operators.
Understanding the material science and engineering principles behind Type 275 allows procurement professionals and engineers to make informed decisions that improve safety, reduce downtime, and lower total ownership costs. The availability of fully equivalent products from manufacturers like Feichun Cable means that mines no longer need to pay premium prices or endure long lead times to access this critical technology.
By selecting the correct size, following proper installation procedures, and maintaining a rigorous inspection routine, South African mines can achieve reliable, long‑life performance that keeps material moving safely and efficiently, shift after shift.
If you require detailed technical specifications, compliance documentation, or a competitive quotation for AS/NZS 1802 Type 275 1.1 kV Shuttle Car Cable, please contact the Feichun Cables Technical and Sales Team:
We provide full support for South African mining standards, custom lengths, and fast delivery schedules tailored to your operational requirements.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: