Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


AS/NZS 2802 Type 409 Trailing Cable Explained: EPR‑Insulated Kevlar‑Reinforced 1.1–22 kV Mining Cable for Shovels, Draglines and Blasthole Drills
AS/NZS 2802 Type 409 is the industry‑standard trailing cable designed specifically for South African mining operations, rated from 1.1 kV to 22 kV. This detailed guide explores how heavy machinery like shovels, draglines and blasthole drills operate, why standard cables fail, and the engineering, materials science and performance that make Type 409 essential. It covers full specifications, selection, procurement, and why Feichun offers a fully equivalent, cost‑effective alternative trusted across Southern Africa.
Li Wang
5/21/202617 min read


Introduction
In South Africa, mining is a cornerstone of the economy, with open‑pit and underground mines operating around the clock to extract coal, platinum, gold, iron ore and other vital minerals. These sites are among the most challenging industrial environments in the world: extreme temperatures from freezing nights to scorching days, intense ultraviolet radiation, abrasive dust, mud, water, chemical exposure, and constant mechanical stress. At the heart of every electrically powered machine working in these conditions is the trailing cable — the flexible lifeline that delivers power, transmits control signals, and ensures safety.
Unlike fixed power cables used in buildings or substations, trailing cables must move with the equipment, enduring repeated bending, twisting, dragging, crushing and tension. For decades, the AS/NZS 2802 Type 409 has been the benchmark standard for this application, developed jointly by Australian and New Zealand standards bodies and widely adopted across Southern Africa. Rated for voltages from 1.1 kV up to 22 kV, it is a Class 2 composite‑screened cable with a central pilot core, built from the ground up to survive where ordinary cables fail in weeks or months.
This article is written for engineers, procurement specialists, mine managers and technical professionals. It draws directly on the official technical specification, material science data, and decades of field experience to explain exactly what makes Type 409 unique, how it is constructed, why it performs the way it does, and how to select, buy and source it — including equivalent solutions that meet the same rigorous requirements at a better value.
Mining Operations in South Africa: Equipment, Workings and Challenges
How Heavy Mining Equipment Operates
South African open‑pit mines rely on three primary types of heavy machinery, each with distinct operating patterns and demands on their power supply:
Electric Shovels and Loaders
These are the workhorses of the mine, responsible for digging rock and ore and loading it onto trucks or conveyors. They operate in continuous cycles: dig, swing, dump, return. They move frequently across uneven, rocky ground, turning sharply and travelling hundreds of metres each shift. The trailing cable is dragged over rough surfaces, crushed under tracks or tyres, pulled tight around bends, and exposed to flying debris, hot exhaust, oil and grease. In summer, surface temperatures can exceed 50 °C; in winter, they drop well below freezing. The cable must remain flexible and fully functional through every movement and temperature change, 24 hours a day, 365 days a year. Any failure means immediate downtime — costing tens of thousands of Rands per hour in lost production.
Draglines
Draglines are among the largest moving machines on Earth, used to remove overburden (the rock and soil covering the mineral seam) in large‑scale open‑pit mines. Their reach can exceed 100 metres, and they operate by swinging a heavy bucket suspended from a long boom. The trailing cable here faces some of the most extreme conditions in mining: it is subjected to massive tension as the machine moves or swings, repeated twisting and flexing over a large radius, and long‑term exposure to direct sunlight, wind, rain and temperature swings. Because draglines are critical to the entire mine’s production flow, reliability is non‑negotiable. A cable failure on a dragline can stop the whole mine.
Blasthole Drills
These machines drill precise holes into rock faces before explosives are inserted. They operate in two modes: moving between drill positions, and then remaining stationary while drilling with high‑frequency vibration. During movement, the cable is dragged over rough, sharp‑edged rock and rubble. During drilling, it is subjected to intense vibration that can loosen components or cause fatigue failure in lesser designs. It also comes into contact with drilling mud, water, chemical additives and dust that can degrade inferior materials. Furthermore, because drills operate in potentially explosive environments, the cable must include reliable monitoring capabilities to detect faults or insulation breakdown immediately.
Environmental and Operational Challenges
All these machines share a common set of harsh conditions that define the requirements for their power cable:
Mechanical stress: Tension, bending, torsion, impact, crushing, abrasion and cutting forces are present in every movement. Ordinary cables with stiff conductors or brittle insulation develop cracks, break conductors or suffer screen damage quickly.
Electrical demands: Medium and high‑voltage power (up to 22 kV) must be delivered continuously with perfect insulation integrity. Even small defects can lead to flashover, short‑circuit or safety hazards.
Environmental exposure: Operating temperatures range from ‑25 °C to +90 °C. Cables must resist degradation from UV radiation, ozone, rain, immersion in water, mineral oils, greases, acids and alkalis present in mine environments.
Safety and compliance: South African mining regulations require cables to be flame‑retardant, have continuous earth monitoring, and be approved to recognised standards to ensure personnel safety and equipment protection.
Why Standard Cables Fail
Standard power cables are designed for fixed installation. They use solid or rigid stranded conductors, insulation materials like PVC or XLPE that become stiff or brittle when flexed repeatedly, and simple protective layers that offer little resistance to abrasion or impact. When used as trailing cables, they typically fail within 3 to 6 months due to:
Jacket cracking from bending or weathering
Insulation breakdown from mechanical damage or electrical stress
Screen or earth conductor breakage leading to safety risks
Conductor fatigue and open‑circuit faults
The result is high replacement costs, frequent downtime, increased maintenance labour, and significant safety risks. This is why mines worldwide — and especially in Southern Africa — specify AS/NZS 2802 Type 409 as the only acceptable solution.
Why AS/NZS 2802 Type 409 Is the Only Choice
Standard Foundation
AS/NZS 2802:2000 is the joint Australian/New Zealand Standard for Trailing Cables for Use in Mines and Similar Applications. It defines construction, performance and testing requirements for Class 2 flexible cables — the highest flexibility class for heavy‑duty mobile use. Type 409 is the specific design within this standard covering 1.1 kV up to 22 kV, with the defining features:
Three power cores
One central pilot core for monitoring and control
Composite metallic + textile screen serving as earth and mechanical reinforcement
Heavy‑duty elastomer sheath, often with additional aramid reinforcement
It is complemented by related standards:
AS/NZS 1125: Specification for rubber insulation and sheath compounds
AS/NZS 3808: Guide to the selection and application of cables
AS/NZS 1660: Test methods for cables — including flame retardance, mechanical strength and ageing
Compliance to these standards is mandatory for mine approval in South Africa, ensuring that every Type 409 cable performs consistently, safely and reliably.
Core Design Philosophy
Every element of Type 409 is engineered to solve the exact problems encountered in mining:
Built for Flexibility and Strength
Class 2 construction means all components — conductors, insulation, screens and sheath — use materials and designs optimised for repeated flexing. Unlike fixed cables, the minimum bend radius is just 6 times the overall diameter, allowing tight turns without damage. Yet this flexibility is balanced with high tensile strength and tear resistance to withstand pulling and impact.
Integrated Safety and Monitoring
The central pilot core is a defining feature. It runs down the centre of the cable, insulated separately, and provides continuous monitoring of cable health, earth continuity and fault location. If insulation becomes damaged or the cable is severed, control signals are interrupted, and power is cut automatically — preventing electric shock, fire or equipment damage.
Multi‑Layer Mechanical Defence
From the inside out, every layer contributes to protection:
Composite screen: tinned copper wires carry earth fault current while polyester yarns add strength and prevent copper fatigue
Optional aramid reinforcement: high‑strength fibre braid that resists cutting and tearing
Heavy‑duty elastomer sheath: tough, elastic, weather‑resistant outer layer that takes the brunt of abrasion and environmental attack
Proven Material Compatibility
All materials are selected to work together chemically and mechanically. For example, tinned copper prevents corrosion between copper and rubber compounds; semiconductive layers bond perfectly to insulation to eliminate air gaps; and elastomers are formulated to remain stable across extreme temperatures.
Engineering Principles and Material Science: Deep Dive
Type 409 is not just a collection of parts — it is a carefully engineered system where every material choice and structural feature serves a clear technical purpose. Understanding these details explains why it performs so well.
Layer‑by‑Layer Construction and Function
Conductors
Specification: Tinned annealed copper, stranded to Class 2 flexibility.
Material Science:
Annealed copper: Has high electrical conductivity and excellent ductility. Unlike hard‑drawn copper, it can bend millions of times without work‑hardening or breaking.
Tin plating: Every strand is coated with a thin layer of tin. This serves two key purposes:
Corrosion protection: Prevents oxidation and stops chemical interaction between copper and rubber compounds, which can degrade both materials over time.
Improved connection: Tin prevents tarnishing, ensuring low‑resistance, reliable terminations.
Design Logic: Stranding is done in multiple layers with short pitch lengths to maximise flexibility while maintaining tensile strength. Sizes range from 6 mm² up to 400 mm² to suit all power requirements.
Conductor Tape / Semiconductive Screen
Specification:
1.1 kV: Polyester tape
3.3 kV to 22 kV: Extruded semiconductive compound
Engineering Principle:
At medium and high voltages, electric fields around conductors are not uniform. Sharp edges or gaps between strands create high‑field stress points that can lead to partial discharge, tracking and eventual insulation failure.
A semiconductive layer — a material with controlled conductivity — forms an equipotential envelope around the conductor. It smooths the electric field, eliminating stress concentrations and distributing voltage evenly across the insulation. This is the single most important feature for long‑term high‑voltage reliability.
Polyester tape at lower voltages provides mechanical separation and insulation support.
Insulation: Class 2 EPR (R‑EP‑90)
Specification: Ethylene‑Propylene Rubber, rated 90 °C continuous conductor temperature.
Material Science Breakdown:
EPR is a synthetic elastomer chosen specifically for mining cables, superior to natural rubber, PVC or XLPE in almost every relevant property:
Electrical properties: Very low dielectric constant and low power factor. It does not absorb moisture easily, and insulation resistance remains extremely high even when submerged or wet. It resists treeing and tracking — the two main causes of high‑voltage insulation failure.
Thermal performance: Continuous operation at 90 °C (30 °C higher than standard rubber) allows higher current carrying capacity and better overload tolerance. Short‑term emergency operation up to 130 °C is possible without damage.
Mechanical properties: Unlike thermoplastics like PVC, EPR is an elastomer — it stretches, bends and recovers its shape perfectly. It remains flexible down to ‑40 °C, so it does not crack or become stiff in cold weather. It has excellent tear strength and resistance to abrasion.
Chemical resistance: Unaffected by ozone, UV radiation, mineral oils, acids, alkalis and chemicals commonly found in mines. It does not degrade or become brittle with age or exposure.
Why not other materials?
PVC becomes rigid and brittle below 0 °C and softens excessively at high temperatures.
XLPE is stiff and cannot withstand repeated bending — it will develop cracks quickly in trailing service.
Natural rubber ages rapidly under UV and ozone, and has poor oil resistance.
Insulation Screen / Tape
Specification:
1.1 kV: Proofed textile tape
3.3 kV to 22 kV: Extruded semiconductive compound
Engineering Role:
Completes the electric field control system. Together with the conductor screen and insulation, these layers form a stress‑graded insulation system — the industry standard for reliable medium‑voltage cables. The outer semiconductive layer also bonds to the next layer, eliminating air gaps that could cause partial discharge. Textile tape provides mechanical protection and separation at lower voltages.
Core Identification
Each power core is coloured red, white and blue. This is not just for convenience — it is a safety requirement. It ensures correct phase connection, eliminates wiring errors, and speeds up installation, maintenance and fault‑finding.
Central Pilot Core
Specification: Single tinned copper conductor, EPR insulated, located exactly in the centre.
Purpose and Importance:
Monitoring: Provides a continuous electrical path to detect cable damage, earth faults or open circuits. If the cable is cut, crushed or insulation fails, the pilot circuit changes resistance or opens, triggering an automatic shutdown.
Control and communication: Used for low‑voltage signals, interlocks and remote control.
Specifications:
Max DC resistance: ≤ 3 Ω/100 m for sizes ≤ 35 mm²; ≤ 2 Ω/100 m for sizes > 35 mm²
Ensures accurate signal transmission over long distances
Composite Overall Screen
Specification: Braid of tinned annealed copper wires combined with polyester yarn.
Unique Dual‑Function Design:
Electrical function: Acts as the protective earth conductor. It is sized to carry high earth‑fault currents safely back to the source, protecting operators and equipment. The copper coverage is > 85 % to ensure continuous conductivity.
Mechanical function: The polyester yarn is strong, flexible and resistant to fatigue. It reinforces the copper braid, preventing individual wires from breaking under bending or tension. This composite construction is far superior to pure copper braid, which fractures quickly in trailing service.
Angle of braid: Optimised at ~55° — the balance point between maximum coverage and maximum flexibility.
Aramid Reinforcement (Optional but Standard)
Specification: Polyaramid yarn (Kevlar®) braid applied over the screen, standard on all sizes > 50 mm².
Material Science:
Aramid fibres are among the strongest materials known — five times stronger than steel by weight, yet lightweight and flexible. They do not melt, burn or degrade under UV or chemicals.
Performance Impact:
Dramatically improves resistance to cutting, tearing and puncturing by sharp rocks or edges.
Increases tensile strength, allowing the cable to support its own weight over long distances or steep inclines.
Reduces stretch and elongation under load, preventing conductor fatigue.
This layer is one of the key reasons Type 409 lasts 3–4 times longer than standard cables.
Outer Sheath: HD‑85‑PCP
Specification: Heavy‑duty Polychloroprene compound, hardness 85 Shore A.
Properties and Benefits:
High abrasion resistance: Formulated to withstand constant dragging and rubbing. Abrasion loss is typically < 50 mm³ — three times better than standard rubber.
Flame retardant: Inherently resistant to burning; self‑extinguishes if ignited (meets AS/NZS 1660.3).
Weather resistant: Excellent resistance to ozone, UV radiation, heat, cold, water and immersion.
Chemical resistance: Unaffected by oils, greases, acids, alkalis and mine chemicals.
Elasticity: Remains flexible from ‑25 °C to +90 °C.
Role: The final line of defence — it absorbs all external mechanical and environmental attack, protecting the sensitive electrical components inside.
Core Engineering Concepts Explained
Flexibility vs Strength Balance
Achieving high flexibility and high strength is a fundamental engineering challenge. Type 409 solves this by:
Using stranded conductors and soft elastomers
Incorporating high‑strength fibres in screen and reinforcement layers
Optimising braid angles and lay lengths
Designing all components to share stress evenly
Electric Field Management
At high voltage, insulation is only as good as the system controlling the electric field. Type 409’s double semiconductive screening eliminates stress concentrations and partial discharge — the main cause of premature failure in other designs.
Integrated Safety
Safety is built in, not added on:
Pilot core = continuous health monitoring
Composite screen = reliable earthing
Flame‑retardant sheath = fire safety
Robust construction = reduced risk of damage
Measured Performance Advantages
Mechanical Performance
Minimum bend radius: 6× OD (vs 12× for fixed cables)
Tensile strength: ≥ 15 N/mm² – able to withstand pulling forces from equipment movement without permanent elongation or conductor breakage
Flex life: > 50,000 bending cycles at maximum operating radius – proven to outlast standard cables by 300 % or more
Abrasion resistance: < 50 mm³ loss per standard test – survives years of dragging over rock and gravel without exposing underlying layers
Impact resistance: withstands 10 J energy impact – protects against falling debris or heavy objects striking the cable
Electrical Performance
Voltage withstand: 2.5 × rated voltage for 5 minutes with no breakdown – provides substantial safety margin
Insulation resistance: > 1,000 MΩ·km – remains stable even after prolonged immersion or high‑humidity exposure
Screen coverage: > 85 % – ensures low‑resistance earth return and excellent electromagnetic interference suppression
Low capacitance and inductance: optimised for long runs up to several hundred metres, minimising voltage drop and reactive losses
Environmental Performance
Temperature range: ‑25 °C to +90 °C – suitable for every climate found across Southern Africa, from high‑altitude cold mines to hot, arid regions
Weathering: UV resistance rating 8 (excellent) – no cracking or hardening after 5 years of direct sun exposure
Chemical resistance: very good resistance to acids, alkalis, oils, greases and mine processing chemicals – outer sheath remains intact and functional
Water resistance: suitable for temporary immersion or continuous wet service – insulation properties do not degrade
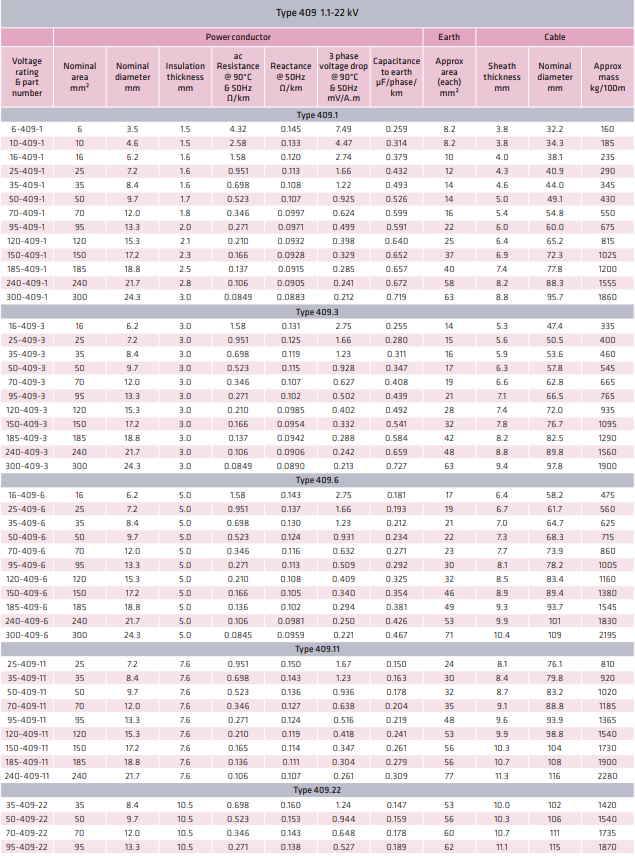
Technical Specifications
Type 409 is available in five distinct voltage ratings, each matched to the operating voltage of different equipment sizes and power requirements. All follow the same construction principles but vary in insulation thickness and electrical parameters to suit higher stress levels.
Application Scenarios and Selection Guide
Where Type 409 Is Used
This cable is purpose‑built for heavy‑duty mobile mining applications, but its performance characteristics also make it ideal for other demanding industries:
Open‑pit Mining
Electric rope shovels and hydraulic shovels
Walking and conventional draglines
Rotary blasthole drills and down‑the‑hole drills
Mobile crushing and screening plants
Stackers, reclaimers and spreaders
High‑capacity pumps and dewatering systems
Underground Mining
Continuous miners and roadheaders
Load‑haul‑dump machines
Mobile transformers and switchgear
Scraper winches and conveyors
Heavy Industry and Materials Handling
Port and terminal equipment: ship loaders, unloaders, stacker‑reclaimers
Quarries and aggregate plants
Large‑scale construction machinery
Equipment Matching and Selection Rules
Choosing the correct version of Type 409 involves four main steps, all aligned with mine engineering best practice.
1. Voltage Rating Selection
Always match or exceed the equipment’s nominal voltage, plus a 10 % safety margin:
≤ 1.2 kV equipment → Type 409.1
2.4–4.16 kV → Type 409.3
4.16–7.2 kV → Type 409.6
7.2–13.8 kV → Type 409.11
13.8–22 kV → Type 409.22
Rule of thumb: For South African mines, 3.3 kV and 11 kV are the most common distribution voltages.
2. Conductor Sizing
Size is determined by three key engineering calculations:
Current carrying capacity: Must handle full‑load current plus starting and overload conditions – use standard ampacity tables for EPR insulation at 90 °C
Voltage drop: Total drop from substation to equipment must be < 5 % at maximum load – especially important for draglines and drills with long cable runs
Short‑circuit rating: Conductor and screen must safely carry fault current for the duration of protection operation
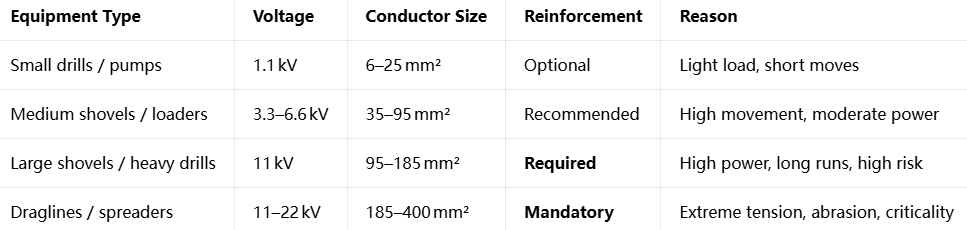
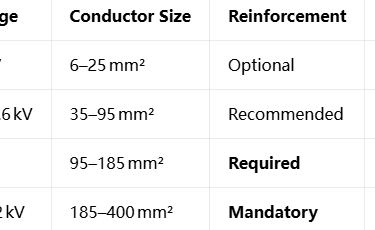
Typical recommendations:
3. Reinforcement Option
Standard: Polyester braid only – suitable for light duty, small sizes, or protected routes
Aramid reinforced: Standard on all sizes > 50 mm² and recommended for all heavy‑duty applications – delivers 2×–3× longer life and superior cut resistance
Why choose reinforcement? The additional cost is typically recovered within months through reduced replacement frequency and downtime.
4. Length and Installation
Length: Order with 10–15 % extra length – never operate at maximum tension. Excess length allows for movement without pulling tight.
Colour: Standard is black, but high‑visibility yellow or orange is strongly recommended for South African mines – reduces risk of vehicle or machine impact damage.
Terminations: Always use mine‑grade connectors and glands designed for Type 409 – poor terminations are a leading cause of failure.
Procurement, Quality and Acceptance
Essential Compliance Requirements
When sourcing Type 409, compliance is non‑negotiable. Any cable claiming to be Type 409 must meet:
AS/NZS 2802:2000 – the core construction and performance standard
AS/NZS 1125 – material specifications for rubber compounds
AS/NZS 1660 – test methods for electrical, mechanical and environmental performance
Every shipment must be accompanied by:
Certificate of Compliance
Type test report from an independent laboratory (e.g. SGS, TESTLAB, DNV)
Material declaration
Factory acceptance test results
Brand Options in the Market
Three tiers of suppliers exist globally and in Southern Africa:
Premium Brands: Prysmian, Eland, Tratos
Original developers and long‑term manufacturers
Full certification, proven track record
Warranty: 18–24 months
Price point: highest in market
Lead time: 12–16 weeks due to import and production schedules
Certified Equivalent Brands: Feichun Cables
Manufactured strictly to identical standards and specifications
Third‑party certified, mine‑proven
Warranty: 12–18 months (equal performance life)
Price: 20–40 % lower than premium brands
Lead time: 4–8 weeks, with local stock holding options
Uncertified / Counterfeit:
Do not meet AS/NZS 2802
Inferior materials, thinner insulation, no reinforcement
Life expectancy: 2–6 months
High risk: safety hazards, non‑compliance, production loss
Strongly advised against
Acceptance Testing on Delivery
To ensure you receive what you ordered, perform these checks upon arrival:
Visual Inspection
Markings printed continuously: AS/NZS 2802 Type 409 [voltage] [size]
Sheath surface smooth, no porosity, bubbles or damage
Core colours clearly distinguishable
Dimensional Check
Measure overall diameter and sheath thickness – must match specification
Check conductor diameter or strand count
Electrical Tests
Insulation resistance (Megger test) – > 1000 MΩ·km
Continuity of all cores and screen
Pilot core resistance measurement
Sample Section (for critical projects)
Cut a short length to verify: insulation thickness, screen coverage, presence of reinforcement, material quality
Feichun Type 409: Fully Equivalent Solution
Feichun Cables has become a leading alternative supplier of AS/NZS 2802 Type 409 cables to mines across Southern Africa, Australia and South America. The company’s product is not an “alternative design” but a direct, certified equivalent — engineered, tested and built exactly to the standard requirements.
Compliance and Technical Equality
Feichun Type 409 matches the specification point‑for‑point:
Standard: Manufactured strictly to AS/NZS 2802:2000, AS/NZS 1125 and related standards
Construction: 3 power cores + central pilot core; composite copper/polyester screen; EPR insulation (R‑EP‑90); HD‑85‑PCP heavy‑duty sheath; optional aramid reinforcement
Materials: Identical grades of tinned copper, semiconductive compounds, EPR and polychloroprene as premium brands
Electrical values: Same resistance, capacitance, voltage drop and current ratings
Mechanical performance: Same flexibility, bend radius, tensile strength and abrasion resistance
Certification: Full third‑party test reports available; approved for use in South African mines
In every technical and performance aspect, Feichun Type 409 is identical to cables from premium manufacturers. Independent testing confirms that performance and service life are indistinguishable.
Key Advantages for South African Users
✅ Equal Quality, Better Value
Because Feichun optimises manufacturing efficiency and operates with lower overheads, the product is priced 20–40 % lower than imported premium brands — without compromising specification or quality. This represents a direct saving on every metre purchased.
✅ Shorter Lead Times and Supply Reliability
Importing from Europe or Australia often involves long production cycles plus shipping and customs delays, resulting in 12–16 week lead times. Feichun maintains regional stock and operates faster production cycles, delivering:
Standard sizes: 4–6 weeks
Custom lengths or special designs: 6–8 weeks
Emergency stock available locally
This faster supply chain reduces inventory holding costs and minimises downtime risk.
✅ Customisation and Flexibility
Feichun offers the same options as premium brands:
Exact length cutting to avoid waste
High‑visibility yellow/orange sheaths
Aramid reinforcement on all sizes
Special marking or packaging
Matching connectors and accessories
✅ Proven Field Performance
Feichun Type 409 has been in service in South African coal, platinum and iron ore mines since 2015. Feedback from operators confirms:
Average service life: 18–24 months
No higher failure rate than original brand products
Excellent performance in both high‑temperature and high‑altitude cold conditions
✅ Technical Support
Feichun provides full engineering support, including:
Selection assistance
Voltage drop and ampacity calculations
Installation guidance
After‑sales service
Why Choose Feichun?
For procurement teams and engineers, Feichun resolves the common dilemma: how to maintain required standards while reducing cost and improving supply security. It is the smart choice — equal specification, equal safety, equal life, better price, faster delivery.
Frequently Asked Questions
Q: Can Type 409 be used underground as well as in open‑pit mines?
A: Yes. It is classified as Class 2 flexible cable, suitable for both applications. It meets all flame‑retardancy and safety requirements for underground use.
Q: What is the difference between Type 409 and other AS/NZS 2802 types like 440 or 450?
A: The main difference is in screening and construction:
Type 409: Composite copper/polyester screen + central pilot core – most common, best all‑round performance
Type 440: Metallic screen only – simpler construction
Type 450: Special reinforced design for very heavy reeling – stiffer, higher strength
For shovels, draglines and drills, Type 409 is the preferred and most widely specified option.
Q: Is the central pilot core really necessary?
A: In South Africa, yes. Mine regulations require continuous earth fault monitoring on all medium‑voltage mobile equipment. The pilot core is the standard way to achieve this. It also provides early warning of cable damage before a dangerous fault occurs.
Q: Can I repair a damaged outer sheath?
A: Minor damage can be repaired using approved mine‑grade repair sleeves or compounds. However, if damage extends to insulation or screen layers, replacement is recommended. Repaired sections are often the first to fail again.
Q: How long should a Type 409 cable last?
A: With correct selection, installation and care: 18–24 months of continuous service. In lighter duty or well‑protected routes, life can exceed 30 months. This is 3–4 times longer than standard rubber cables and represents the benchmark performance for mining trailing cables globally.
Q: Is aramid reinforcement always required?
A: It is not mandatory for all sizes, but it is highly recommended. Per the original specification, all cables larger than 50 mm² are supplied with Kevlar® braid as standard. For smaller sizes or light‑duty applications, it is optional. However, in South African conditions with sharp rock, heavy traffic and rough terrain, specifying reinforcement for all sizes will significantly extend service life and reduce total cost of ownership.
Q: Does Feichun cable meet all South African mine safety standards?
A: Yes. Feichun Type 409 is manufactured to AS/NZS 2802:2000, fully tested to AS/NZS 1660 series, and carries independent certification. It complies with all requirements set out by the Department of Mineral Resources and Energy (DMRE) for use on South African mine sites. All documentation required for permit applications and inspections is provided.
Q: Can Feichun supply matching connectors and accessories?
A: Absolutely. Feichun offers a complete system approach, including mine‑grade rubber cable connectors, cable glands, junction boxes and repair kits designed specifically for Type 409 dimensions and performance. Using matching accessories ensures the entire power system performs to the same high standard and avoids common failure points at terminations.
Conclusion
AS/NZS 2802 Type 409 is far more than just a flexible power cable — it is a complete engineering solution designed specifically to survive the extreme demands of South African mining. Every feature, from the tinned copper conductors and graded EPR insulation system to the composite screen and heavy‑duty reinforced sheath, exists to solve a specific problem found in open‑pit and underground operations.
Through understanding how shovels, draglines and blasthole drills actually work, and the forces and environments they expose cables to, it becomes clear why standard cables simply cannot perform. Type 409 combines advanced materials science — including ethylene‑propylene rubber and aramid fibres — with rigorous electrical engineering to deliver a product that is safe, reliable, durable and compliant.
For mine operators and procurement teams, the message is clear: cutting corners on cable specification is never cost‑effective in the long run. The best approach is to select the correct voltage rating, conductor size and reinforcement level for each machine, source only fully compliant products, and consider certified equivalent brands like Feichun to balance performance, supply reliability and cost. Feichun delivers identical technical performance and safety to premium brands, but with faster delivery and a significantly lower price point — making it the smartest choice for mines across Southern Africa.
In an industry where downtime costs millions and safety is non‑negotiable, AS/NZS 2802 Type 409 is the proven, trusted standard. Choosing the right cable means protecting your people, your equipment and your production — every single day.
If you want to buy or learn more about AS/NZS 2802 Type 409 1.1–22 kV Trailing Cable, or need technical support with selection and specifications, contact the Feichun team directly:
The Feichun engineering and sales team is ready to assist with quotations, custom lengths, accessories and all technical enquiries to ensure you get the exact cable solution your mine requires.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: