Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


AS/NZS 2802 Type 441 1.1 kV Semiconductive Screened Reeling and Trailing Cable: Engineering Design, EPR Insulation, Kevlar Reinforcement and Mining Applications
Discover how AS/NZS 2802 Type 441 1.1 kV semiconductive screened reeling and trailing cables improve safety and reliability in mining and mobile equipment applications. Learn about EPR insulation, PCP sheath performance, pilot core protection, Kevlar reinforcement, cable sizing, procurement advice, and why Feichun Type 441 cables are a cost-effective alternative for South African mines and ports.
Li Wang
5/22/202616 min read


Introduction
In the demanding environments of South Africa’s open-pit mines, iron ore and manganese operations, coalfields, and busy coastal port terminals, power distribution cables face some of the harshest operating conditions in the world. Engineers and maintenance teams regularly report that cable failure is one of the top causes of unplanned downtime, leading to lost production, high repair costs, and significant safety risks. The reality on the ground is clear: standard flexible rubber cables simply cannot withstand the combination of continuous movement, heavy dragging, exposure to rock and abrasive soil, extreme temperatures, moisture, ultraviolet radiation, and high mechanical stress that comes with powering shovels, draglines, mobile crushers, stackers, and container handling cranes.
Common field issues include conductor strands breaking from repeated bending, insulation cracking due to ozone or thermal ageing, outer sheaths being torn or worn through by contact with rough terrain, water seeping into cable cores, and the breakdown of protective earth continuity. These problems do not just happen by chance — they are the direct result of using products that were not designed for dynamic, heavy-duty service. Unlike fixed installations where cables remain stationary and protected, reeling and trailing cables must perform reliably while being wound onto drums, dragged over hundreds of metres, twisted, and flexed thousands of times over their service life.
This is where the AS/NZS 2802 Type 441 1.1 kV Semiconductive Screened Reeling and Trailing Cable comes into play. Developed to meet the strict requirements of Australian and New Zealand standards, this cable type has become a benchmark for reliability not only in those regions but across Southern Africa and other major mining economies. It is engineered specifically to address the failure modes that plague lesser products, combining advanced materials science, careful electrical design, and robust mechanical construction. This article explores every aspect of this cable — from the engineering principles that make it work to material choices, application guidance, and procurement strategies — providing the detailed information engineers and procurement professionals need to specify and use it effectively.
What Is AS/NZS 2802 Type 441 1.1 kV Cable?
Definition and Classification
The name itself tells us a great deal about the product. AS/NZS 2802 refers to the joint Australian/New Zealand Standard that governs flexible cables rated from 1.1 kV up to 33 kV, intended for reeling, trailing, and similar mobile applications in mines, quarries, and industrial sites. Type 441 is a specific classification within this standard, denoting a Class 2 semiconductive screened construction. 1.1 kV indicates the voltage rating, designed for systems where the phase-to-phase voltage does not exceed 1100 V, the most common distribution level for heavy mining machinery.
The terms reeling and trailing describe how the cable is used. Trailing cables are pulled along the ground behind moving equipment such as excavators or drills, while reeling cables are wound onto motorised drums that pay out or retract cable as the machine moves. Both require high flexibility and mechanical strength, but reeling cables must also withstand tension and repeated bending over relatively small diameters. This distinguishes them completely from fixed power cables, which are rigid, laid in conduits or trenches, and never subjected to dynamic loading.
Standard Compliance
Mining cable standards are far stricter than those for general industrial or building cables. AS/NZS 2802 mandates rigorous testing including dynamic flexing, abrasion resistance, flame retardance, earth continuity integrity, and resistance to environmental ageing. These requirements exist because failure in a mine is not just an inconvenience — it can lead to dangerous electrical faults, fires, or loss of power to critical safety systems. Compliance ensures that every metre of cable meets consistent performance benchmarks. For South African operations, alignment with this standard means compatibility with local safety regulations and insurance requirements, as well as proven performance in similar climates and geological conditions.
Typical Industries Using Type 441
Type 441 cables are found wherever heavy machinery moves and power must follow. Key applications include:
Open-cut coal, iron ore, manganese, and platinum mines
Auxiliary power supplies in underground mining operations
Overland conveyor systems and mobile stacking/reclaiming machines
Mobile crushers, screens, and washing plants
Rail-mounted gantry (RTG) and ship-to-shore (STS) cranes at ports such as Richards Bay, Saldanha, and Durban
Tunnel boring machines (TBMs) and horizontal drilling equipment
In each case, the cable must perform reliably day after day, often operating 24 hours a day, 7 days a week.
Engineering Principles Behind Semiconductive Screened Mining Cables
Why Electrical Stress Control Matters
In any power cable, when voltage is applied, an electric field forms around the conductor. In simple cylindrical designs, this field is not uniform — it is strongest near the conductor surface and can concentrate at imperfections, gaps, or variations in material. In fixed cables, this effect is manageable, but in mobile mining cables, the problem is amplified. Movement causes slight shifting of cores, bending creates microscopic voids at material interfaces, and contamination from dust or moisture changes local electrical properties. The result is high electrical stress, leading to corona discharge, partial discharge, and accelerated ageing of insulation. Over time, this leads to breakdown and failure.
At 1.1 kV, one might assume screening is unnecessary — but experience shows otherwise. Long cable lengths, high starting currents from large motors, and the increasing use of variable speed drives (VSDs) create voltage spikes and uneven stress distribution. Without proper control, insulation life can be reduced by 70% or more.
How Semiconductive Screens Work
The principle behind semiconductive screens is straightforward engineering: create a smooth, continuous transition of electrical properties between the metal conductor and the insulation material. A semiconductive layer has conductivity between that of a metal and an insulator. When applied directly over the conductor and over the insulation, it equalises the electric field, effectively eliminating high-stress points. Instead of field lines concentrating at sharp edges or gaps, they are spread evenly across the entire insulation volume.
In Type 441 cables, these screens are made from elastomeric compounds loaded with conductive carbon black, formulated to bond perfectly with the insulation and conductor. They are applied in a continuous extrusion process, ensuring no gaps or weak points. This design reduces partial discharge to negligible levels, even under bending or when wet, drastically extending insulation life.
Earth Continuity and Mining Safety
Safety in mining electrical systems depends entirely on reliable earthing. In the event of a fault, the earth core must carry enough current to trigger protection devices within milliseconds, preventing dangerous touch voltages and fire risks. Type 441 cables feature three earth cores rather than the single earth conductor found in standard cables. This design is not just about extra current capacity — it is about geometry and balance.
By placing three equal earth conductors in the interstices between power cores, the cable becomes mechanically symmetrical. This balance reduces torque and twisting when reeled or dragged, minimising mechanical stress on all cores. It also ensures that even if one earth core is damaged or broken, two others remain to maintain safety continuity — a critical feature in environments where damage is inevitable.
The Role of the Pilot Core
Running through the very centre of every Type 441 cable is a central pilot core. This is a small, flexible conductor insulated with EPR, designed not to carry power, but to carry signals that monitor cable integrity. It forms part of a safety interlock system: if the cable is severed or damaged, the pilot circuit breaks, triggering an immediate shutdown of power. This prevents the dangerous situation where a damaged cable remains live, posing a shock or fire hazard. In South African mines, this feature is a key requirement for compliance with safety standards, and it is one of the main reasons Type 441 is preferred over simpler trailing cable designs.
Cable Construction Breakdown
Tinned Copper Conductors
The power carrying cores are made from fine-stranded, annealed copper, meeting Class 2 flexibility requirements. Annealing softens the copper, making it resistant to work hardening and fracture under repeated bending. Using many small diameter strands instead of a few thick ones increases flexibility and distributes mechanical stress, preventing individual strand breakage.
Every strand is tinned with a layer of pure solder. In the harsh conditions of mines and ports, bare copper would quickly tarnish or corrode from exposure to moisture, sulphur compounds, and saline air. Tin acts as a barrier, preventing oxidation and ensuring low contact resistance for the life of the cable. Comparative tests show that tinned copper conductors last up to three times longer than bare copper in humid or chemically aggressive environments — a difference that directly impacts operational lifespan.
EPR (R-EP-90) Insulation
The insulation material used in Type 441 is Ethylene Propylene Rubber (EPR), specifically grade R-EP-90. This is not a generic rubber; it is a synthetic polymer designed at the molecular level for electrical performance and mechanical durability.
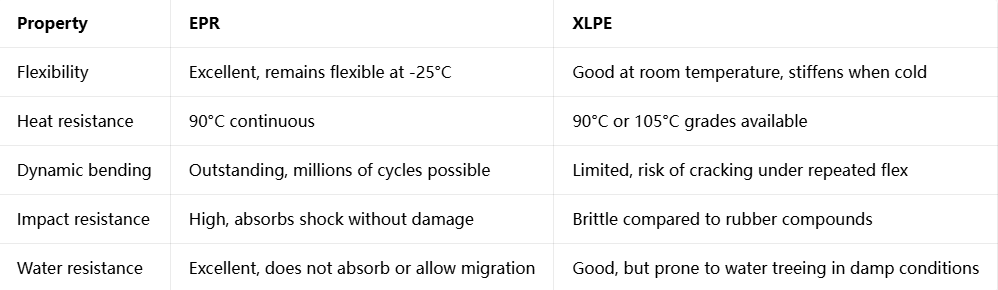
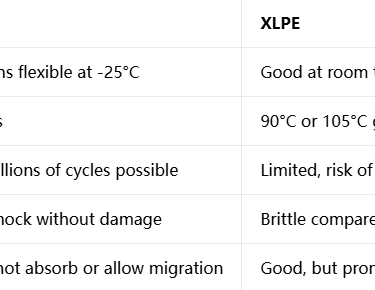
From a materials science perspective, EPR has a flexible, non-crystalline molecular structure that remains elastic even at very low temperatures. Unlike cross-linked polyethylene (XLPE), which is stiff and thermoset, EPR retains its flexibility indefinitely, making it ideal for dynamic applications. Key properties include:
High dielectric strength, able to withstand 3.5 kV AC for 5 minutes during routine testing
Excellent electrical stability, with low capacitance and low dielectric loss
Superior resistance to water treeing — a major cause of failure in wet environments
Ability to operate continuously at 90°C, with short-term overload capability up to 130°C
For mining and trailing applications, EPR is universally recognised as superior. While XLPE works well in fixed cables, it cannot match the dynamic performance required here.
Semiconductive Elastomer Screens
As discussed earlier, the semiconductive layers are critical. These are formulated EPR compounds loaded with carefully controlled amounts of conductive carbon black to achieve a resistivity between 100 and 10,000 ohm-centimetres — high enough to insulate, but low enough to equalise potential. They are bonded directly to the insulation during manufacture, creating a monolithic structure that cannot separate or slide, even under extreme bending. This bonding eliminates air gaps and ensures the electric field remains controlled in every operating position.
HD-85-PCP Outer Sheath
The outer sheath is the cable’s first line of defence against the physical world. Type 441 uses HD-85-PCP, a heavy-duty Polychloroprene compound. PCP is a synthetic rubber renowned for its balance of properties:
High tensile strength and elongation, resisting tearing when snagged or dragged
Outstanding abrasion resistance — essential when moving over rock, sand, or concrete
Resistance to oils, greases, hydraulic fluids, and many chemicals found in mining operations
Excellent resistance to ozone and ultraviolet light, suitable for permanent outdoor exposure in South Africa’s high-sunlight regions
Self-extinguishing properties, meeting flame retardancy requirements
With a hardness rating of 85 on the Shore A scale, it is tough enough to withstand crushing loads yet flexible enough not to crack in cold weather. The sheath thickness is carefully calculated based on cable diameter, ranging from 3.8 mm on small cables up to 8.7 mm on large 300 mm² sizes, ensuring maximum protection without unnecessary bulk.
Kevlar® Reinforcement (Optional)
For applications where cables are subject to high tension or long travel distances, Type 441 offers an optional upgrade: aramid yarn (Kevlar®) braid reinforcement embedded within the sheath. Kevlar has a tensile strength five times that of steel by weight, yet is lightweight and flexible.
When incorporated, this reinforcement carries the mechanical load of tension, preventing the copper conductors from being stretched or broken. It also limits cable elongation under load, maintaining consistent length and reducing strain on terminations. This feature is highly recommended for long-distance reeling systems, high-speed drum applications, and large portal or container cranes found at South African ports.
Technical Specifications Analysis
Voltage Rating
The 1.1 kV rating is designed for systems with a maximum phase-to-phase voltage of 1100 V and phase-to-earth voltage of 635 V. This covers the vast majority of heavy mining machinery, including large excavators, crushers, and conveyor drives. The insulation system is tested at 3.5 kV AC before leaving the factory, providing a significant safety margin.
Conductor Size Range
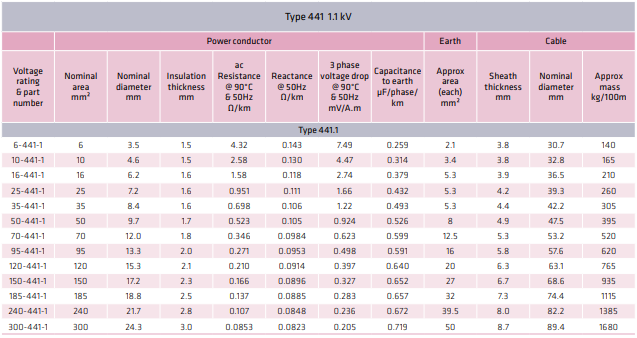
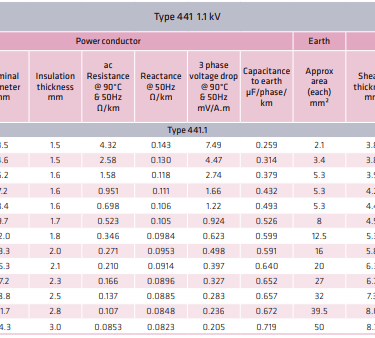
Type 441 is available in a comprehensive range of sizes from 6 mm² up to 300 mm², matching every requirement from small auxiliary pumps to the largest draglines. Each size is carefully engineered to balance current capacity, mechanical strength, and diameter. Key specifications from the standard data sheet include:
6 mm²: 3.5 mm conductor diameter, 1.5 mm insulation, 30.7 mm overall diameter, 140 kg per 100 metres
35 mm²: 8.4 mm conductor diameter, 1.6 mm insulation, 42.2 mm overall diameter, 305 kg per 100 metres
95 mm²: 13.3 mm conductor diameter, 2.0 mm insulation, 57.6 mm overall diameter, 620 kg per 100 metres
300 mm²: 24.3 mm conductor diameter, 3.0 mm insulation, 89.4 mm overall diameter, 1680 kg per 100 metres
Electrical Performance
Electrical parameters are critical for system design:
AC Resistance: Ranges from 4.32 Ω/km at 6 mm² down to 0.085 Ω/km at 300 mm² (at 90°C). Lower resistance means less power loss and less heat generation — important for long cable runs.
Reactance: Values between 0.143 and 0.082 Ω/km, typical for rubber-insulated cables, influencing voltage drop calculations.
Voltage Drop: Calculated in mV/A.m, this value is essential for ensuring motors receive correct voltage even at distance. For example, a 70 mm² cable has a drop of just 0.623 mV/A.m, meaning a 200-metre run carrying 200 A results in only 2.5% voltage loss.
Capacitance: Between 0.259 and 0.719 μF/km, well within limits for earth fault protection systems.
Mechanical and Environmental Ratings
Temperature Range: Operates reliably from -25°C up to +90°C, suitable for the cold nights of the Highveld and hot summer days in Limpopo or the Northern Cape.
Flexibility: Classified as flexible, with a minimum bending radius of just 6 times the overall diameter — allowing installation in tight spaces or winding onto compact drums.
Resistance: Rated very good/frequent for chemical exposure, heavy for mechanical impact, and suitable for temporary immersion or direct outdoor weathering.
Mining and Industrial Applications
Open-Cut Mining
This is where Type 441 truly excels. In open-pit operations, cables must traverse rough, rocky ground, often dragged hundreds of metres between shovel and mobile substations. Abrasion is constant, and exposure to sun, rain, and dust is total. The heavy PCP sheath protects cores from cuts and wear, while the flexible construction withstands the twisting and turning of the machine. Mines across South Africa use Type 441 on excavators, drills, and stackers, reporting service lives two to three times longer than standard rubber cables.
Underground Mining Support
While not designed for underground coal mines requiring specialised flameproof construction, Type 441 is widely used in non-coal underground mines and for auxiliary power supplies. Pumps, fans, and lighting systems rely on it for safe, flexible power distribution, benefiting from the pilot core safety feature and robust earth system.
Port and Crane Applications
South Africa’s export ports handle millions of tonnes of ore and coal annually. RTG and STS cranes operate 24/7, with cables winding and unwinding hundreds of times daily. The combination of salt mist, high humidity, and mechanical fatigue is brutal. Type 441’s tinned copper, ozone-resistant sheath, and optional Kevlar reinforcement make it the preferred choice here. It resists corrosion, handles high tension loads, and continues performing reliably where lesser products fail rapidly.
Tunnelling and TBM Systems
Tunnel boring machines require power cables that follow the machine as it advances, navigating tight curves and high torque. Type 441’s balanced three-earth design minimises twist, while high flexibility allows operation in confined spaces. Resistance to water and slurry is a major advantage in wet ground conditions.
How to Select the Correct Type 441 Cable
Choosing Conductor Size
Selection starts with current calculation. Use the formula:
Current (A) = Power (kW) × 1000 ÷ (√3 × Voltage (V) × Power Factor)
Apply correction factors for ambient temperature (up to 40°C in SA), grouping, and installation method. Always check voltage drop — for long runs, this is often the limiting factor, not current capacity. Aim for less than 5% drop at full load.
Reeling vs Trailing Selection
Trailing: Prioritise abrasion resistance and flexibility. Standard construction is usually sufficient.
Reeling: Consider drum diameter — smaller drums require higher flexibility. If tension exceeds 15 N/mm² conductor area, specify Kevlar reinforcement to prevent stretching.
Environmental Factors
High UV exposure: Standard HD-85-PCP is suitable, no upgrade needed.
Chemical exposure: Specify enhanced PCP or CSP compounds if aggressive oils or acids are present.
Low temperatures: Ensure EPR insulation is rated for -25°C; avoid stiff compounds.
When to Use Kevlar Reinforcement
Always select Kevlar if:
Travel distance exceeds 100 metres
Drum speed is greater than 60 metres per minute
The cable hangs vertically or supports its own weight
Long service life or high reliability is required
Common Failure Modes and How to Prevent Them
Conductor Fatigue
Cause: Repeated bending over small radii or excessive tension.
Prevention: Use fine-stranded Class 2 construction, select appropriate drum size, and add Kevlar reinforcement for reeling applications.
Sheath Damage
Cause: Abrasion, crushing, or UV ageing.
Prevention: Use heavy-duty HD-85-PCP, ensure correct sheath thickness, and protect cable paths where possible.
Insulation Breakdown
Cause: Electrical stress, water ingress, or ageing.
Prevention: Always use semiconductive screened designs like Type 441; ensure seals at terminations are watertight.
Earth Core Failure
Cause: Mechanical damage leading to loss of continuity.
Prevention: Three-earth design in Type 441 ensures redundancy; inspect regularly and replace damaged sections promptly.
Procurement Mistakes
Buyers sometimes opt for low-cost alternatives that look identical but fail quickly. Common issues include:
Fewer strands or untinned copper
Inferior rubber that hardens or cracks
Missing or ineffective semiconductive layers
Under-sized earth cores
Solution: Only buy from suppliers that provide full test reports and certification to AS/NZS 2802.
Why Feichun Type 441 Cable Is an Effective Equivalent Alternative
Compliance with AS/NZS 2802
Feichun Type 441 cables are designed and tested to meet every requirement of the AS/NZS 2802 standard. The engineering team uses the same performance-based design philosophy as established manufacturers, ensuring identical electrical characteristics, mechanical strength, and safety features. Independent testing confirms that Feichun products meet or exceed all parameters specified in the standard, including flex life, voltage withstand, and earth continuity. For South African mines and industrial users, this means compliance with local safety regulations is fully maintained.
Comparable Materials and Construction
Feichun uses exactly the same high-quality materials specified in the standard design:
Tinned annealed copper conductors: corrosion-resistant and highly flexible
R-EP-90 EPR insulation: matching dielectric and thermal performance
Semiconductive elastomer screens: properly formulated for stress control
HD-85-PCP outer sheath: same grade and thickness
Optional Kevlar reinforcement: available for high-tension applications
Every component is selected to deliver the same service life and reliability as premium brands, but without the premium price tag.
Advantages for Mining Buyers
Shorter Lead Times: Traditional suppliers in Europe or Australia often have lead times of 12–16 weeks. Feichun maintains high production flexibility and stock availability, delivering standard sizes in 4–6 weeks — critical for projects with tight schedules or emergency replacements.
Competitive Pricing: By optimising manufacturing efficiency and supply chains, Feichun offers prices typically 20–30% lower than established international brands. This significantly reduces capital expenditure and lowers the total cost of ownership.
Customisation: Feichun can tailor designs to specific requirements — custom lengths, reinforced sheaths, special colours, or modified core arrangements — something that is rarely available from large standardised manufacturers.
Global Shift to Qualified Alternatives
Around the world, mining companies are realising that high quality does not require paying a premium. With raw material prices rising and project budgets under pressure, engineers are turning to qualified alternative suppliers like Feichun. The key is verification — and with full compliance documentation and proven field performance, Feichun Type 441 has become a trusted choice for operations across Southern Africa.
Procurement and Engineering Buying Guide
Information to Prepare Before Ordering
Before contacting suppliers, gather these details:
System voltage (1.1 kV)
Full load current and starting current
Length of run or required drum length
Application: trailing or reeling?
Travel distance and maximum tension
Ambient temperature range and environmental conditions
Special requirements: pilot core, earth cores, reinforcement?
Questions to Ask Suppliers
Do you provide test certificates verifying compliance with AS/NZS 2802?
Can you supply results of dynamic flex testing?
What is the measured resistivity of the semiconductive screens?
Is the sheath compound tested for ozone and UV resistance?
Are conductors 100% tinned copper?
Documentation Importance
Always receive and retain:
Certificate of conformity
Factory acceptance test reports
Material data sheets for insulation and sheath
Installation and handling instructions
Future Trends in Mining Reeling and Trailing Cables
Automation and Autonomous Equipment
As South African mines move toward automation, cables will face even higher utilisation and reliability demands. Continuous operation means zero tolerance for failure. Type 441’s robust design makes it ideal for these future systems.
Longer Life Expectancy
Operators are now demanding cables that last 5+ years in heavy service. Advances in elastomer science are leading to improved compounds with even better abrasion and ageing resistance, extending service life further.
Integrated Monitoring
The pilot core is the foundation of cable health monitoring. Future developments will include smart systems that measure insulation resistance, temperature, and wear in real time, enabling predictive maintenance and replacing reactive replacement.
Advanced Materials
New grades of EPR and high-performance synthetic rubbers are being developed, offering higher temperature ratings, better chemical resistance, and even greater flexibility — all while maintaining the proven construction principles of Type 441.
Frequently Asked Questions (FAQ)
Q: What is the difference between trailing and reeling cable?
A: Trailing cables are dragged along the ground and require high abrasion resistance and flexibility. Reeling cables are wound onto drums, requiring additional tensile strength and resistance to repeated bending over a fixed diameter. Type 441 is suitable for both.
Q: Why does Type 441 use semiconductive screens?
A: Semiconductive screens control the electric field, preventing stress concentrations that cause premature insulation failure. This is essential in dynamic cables where movement can create imperfections or gaps between materials.
Q: Is EPR better than XLPE for mining cables?
A: Yes. EPR is flexible, elastic, and resistant to water and bending fatigue — properties XLPE cannot match. XLPE is excellent for fixed cables, but EPR is the industry standard for all flexible mining cables.
Q: What is the purpose of the pilot core?
A: The pilot core forms part of an interlock circuit. If the cable is damaged or cut, the circuit breaks and power is automatically disconnected, preventing live exposed cables and improving safety.
Q: When should Kevlar reinforcement be used?
A: Use Kevlar when the cable is under high tension, used on long-travel reels, or where service life is critical. It prevents conductor stretching and extends life significantly.
Q: Can Type 441 cables be used in South African mines?
A: Absolutely. AS/NZS 2802 is widely recognised and accepted in South Africa as equivalent to local standards, and Type 441 is one of the most commonly specified cables in the country’s mining industry.
Q: What causes mining cable failures most often?
A: The top causes are mechanical damage (abrasion, cutting, tension), insulation ageing from electrical stress, and loss of earth continuity. Type 441 addresses all three.
Q: How long can Type 441 cables last in heavy-duty applications?
A: With correct selection and maintenance, 3 to 5 years is typical, and up to 8 years in lighter duty. This is double or triple the life of standard rubber cables.
Q: How do I select the correct conductor size?
A: Calculate based on current carrying capacity and voltage drop. Always use corrected ratings for ambient temperature and installation conditions.
Q: What should buyers check before purchasing mining trailing cables?
A: Verify standard compliance, material specifications (tinned copper, EPR insulation, PCP sheath), test reports, and supplier reputation. Avoid products that seem unusually cheap without clear documentation.
Conclusion
AS/NZS 2802 Type 441 1.1 kV Semiconductive Screened Reeling and Trailing Cable represents the culmination of decades of engineering experience in some of the world’s toughest mining environments. It is not just a collection of materials — it is a carefully balanced system designed to solve specific engineering challenges: controlling electrical stress to prevent insulation breakdown, using advanced polymers to withstand mechanical abuse, designing balanced geometry to reduce fatigue, and integrating safety features like three earth cores and pilot conductors to protect people and equipment.
For South African operations, where reliability directly translates to production output and profitability, Type 441 is the trusted solution. Whether used on a large dragline in the coalfields, a stacker in the iron ore mines, or a container crane at a busy port, it delivers consistent performance where other cables fail.
With qualified alternatives like Feichun now available, mines and industrial plants no longer need to compromise between quality and cost. Feichun Type 441 offers identical compliance, materials, and performance, backed by shorter lead times and competitive pricing — making it an attractive choice for new projects, replacements, and expansion programmes.
Understanding the engineering principles, material science, and application guidance outlined in this article enables engineers and procurement teams to make informed decisions, select the right cable, and ensure long, trouble-free service life.
Need AS/NZS 2802 Type 441 1.1 kV Semiconductive Screened Reeling and Trailing Cable?
Feichun supplies heavy-duty mining and reeling cables designed to meet demanding industrial applications, including mining, port machinery, tunnelling and mobile equipment systems.
For technical support, quotations or cable selection assistance, contact the Feichun team:

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: