Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Buflex X’Prem Cable Explained: Low Voltage Control and Power Reeling Cables for High-Speed Crane, Mining and Industrial Reeling Systems
Buflex X’Prem Cable is a specialised range of low voltage (0.6/1kV) control and power reeling cables engineered to perform reliably under extreme mechanical stress, severe weather, and heavy operational cycles. Widely deployed across South Africa’s mining industry, coastal ports, and heavy engineering sectors, these cables combine advanced material science and smart structural design to solve common failure issues found in standard flexible cables. This guide provides engineers, procurement specialists, and project managers with a detailed look at the engineering principles, material composition, full specifications, application suitability, and a cost-effective equivalent solution from Feichun Cables, ensuring you select the right product for long service life and operational safety.
Li Wang
5/19/202617 min read


Introduction
In South Africa, industries such as mining, bulk material handling, and port logistics operate some of the most demanding equipment in the world. From the highveld’s cold dry winters to the humid, salt-laden air of Durban harbour, and the abrasive underground environments of platinum and coal mines, equipment here faces conditions that quickly degrade standard electrical cables. Reeling systems, in particular, present a unique set of challenges: repeated winding and unwinding creates constant tension, torsion, bending, and friction, while high-speed operations add significant dynamic load.
Buflex X’Prem Cable has established itself as a benchmark solution in this environment. Classified as Low Voltage – Control and Power Reeling Cables, it is designed specifically for mobile equipment where cables are continuously reeled, unreeled, or dragged. Unlike general-purpose flexible cables, every element of the Buflex X’Prem design is calculated to separate electrical function from mechanical load, ensuring that power and signal transmission remain stable even when the cable is subjected to speeds up to 150 metres per minute and tensile forces far beyond the capacity of ordinary products.
This article breaks down exactly how these cables work, why their materials matter, where they are best applied, and how the equivalent offering from Feichun Cables delivers the same performance with improved commercial terms for South African projects.
Engineering Principles: Design That Works Under Pressure
The core philosophy behind Buflex X’Prem technology is simple but effective: separate the load-bearing function from the electrical function. In a standard cable, the copper conductors carry the electrical current, but they also end up carrying the mechanical tension caused by their own weight and the movement of the equipment. Over time, this stretches the copper, increases resistance, causes hotspots, and eventually leads to conductor breakage. Buflex X’Prem changes this dynamic entirely through a layered, integrated structural design.
Central Strength Member: Aramid Yarns
At the very centre of every Buflex X’Prem cable lies a high-tensile member made from aramid yarns. Aramid fibres are synthetic polymers known for their exceptional strength-to-weight ratio — roughly five times stronger than steel on an equal weight basis, yet lightweight and flexible.
From an engineering perspective, this component is the most critical part of the design. It is sized and positioned to absorb 100% of the longitudinal tensile force exerted on the cable during operation. The specification defines a maximum tensile load of 25 N/mm², calculated based on the total cross-sectional area of the copper conductors. What this means in practice is that when the cable is pulled or accelerated, the aramid core takes the strain, and the copper conductors essentially “hang” freely inside the structure, carrying only electrical current.
This principle eliminates the most common failure mode in reeling cables: copper fatigue and elongation. For applications like ship-to-shore cranes in Cape Town or stacker-reclaimers at coal terminals in Richards Bay, where cable lengths can exceed 200 metres and weigh hundreds of kilograms, this load-sharing design is the difference between a cable that lasts 10 years and one that fails within 12 months.
Beyond static strength, the aramid member also enables high-speed operation. Because the cable does not permanently stretch or deform under load, it can be used at reeling speeds up to 150 m/min, making it suitable for modern automated equipment found in high-volume logistics and mining operations. Special constructions are available from manufacturers like Feichun for speeds exceeding this limit.
Conductor Design: Flexibility and Conductivity
Surrounding the strength member are the current-carrying conductors, manufactured as Class 5 flexible plain copper, strictly conforming to IEC 60228 standards. Class 5 construction involves stranding many very fine copper wires together to form the conductor.
The engineering reasoning here relates to fatigue resistance. When a cable is bent, the outer surface stretches and the inner surface compresses. With solid or thick-wire conductors, this bending creates high stress points that eventually crack the metal. Fine-stranded Class 5 conductors distribute this movement across thousands of individual strands, each moving only a tiny amount relative to its neighbour. This construction allows the cable to bend millions of times without damage, while maintaining excellent electrical conductivity and low resistance.
For power circuits, conductors range from 2.5 mm² up to 300 mm², sized to carry specific loads. Control circuits use conductors starting at 1.5 mm², optimised for signal transmission and auxiliary power. A key design feature for larger power cables (sizes above 25 mm²) is the symmetrical layout of 3 main cores plus 3 earth cores. This balanced configuration ensures that torsional forces are distributed evenly around the centre, preventing the cable from twisting or spiralling out of shape when unwound — a common issue in unbalanced designs.
Core identification follows clear industry standards:
Power cores: 4-core versions use Black – Brown – Grey – Green/Yellow; 5-core versions use Black – Brown – Grey – Blue – Green/Yellow.
Control cores: White insulation base with clearly printed black numbers, simplifying installation and maintenance in complex control panels.
Insulation System: XLPE for Thermal and Chemical Stability
Each copper conductor is insulated with Cross-Linked Polyethylene (XLPE). This material is chosen because it bridges the gap between thermoplastics (which melt or deform at high temperatures) and thermosets (which are rigid and hard to process).
Through a chemical or physical cross-linking process, the polyethylene molecules form a permanent three-dimensional network structure. This changes the material properties fundamentally:
It can operate continuously at a conductor temperature of +90°C, compared to 70°C for standard PVC insulation.
Under short-circuit fault conditions, it withstands temperatures up to +250°C for up to 5 seconds without melting or failing.
It offers superior resistance to chemical attack, including oils, greases, acids, and alkalis commonly found in mines and industrial plants.
It has excellent dielectric strength, ensuring reliable performance at the rated voltage of 0.6/1 kV, with test voltages of 3.5 kV for power cores and 2. 5 kV for control cores applied during quality testing.
This thermal performance directly translates into higher current-carrying capacity. In South Africa’s hot climate, where ambient temperatures can exceed 40°C, insulation that retains its properties at high temperatures prevents current derating issues that force operators to use larger, more expensive cable sizes.
Outer Sheath: Double-Layer Polyurethane with Anti-Twist Reinforcement
The outermost layer is a high-performance Polyurethane (PU) sheath, constructed in two layers with integrated anti-twist reinforcement. Polyurethane is widely recognised as one of the best materials for dynamic applications due to its unique combination of characteristics.
The double-layer design serves two purposes:
Inner layer: Acts as a cushion, absorbing internal stresses and filling voids between cores to prevent abrasion between insulated conductors.
Outer layer: Provides mechanical protection against external damage, sunlight, and chemicals. The material formulation is specifically compounded to resist ozone, UV radiation, moisture, and ageing.
The anti-twist reinforcement is embedded within the sheath matrix. This is a structural feature that resists rotational forces. When a cable is unwound from a drum, it naturally wants to twist. Without reinforcement, this leads to “corkscrewing”, birdcaging, or permanent deformation. Buflex X’Prem’s reinforcement layer works against these forces, ensuring the cable remains straight and dimensionally stable during movement.
The sheath is coloured bright yellow, a high-visibility safety feature critical in busy industrial yards, mines, and ports where moving machinery and personnel operate close together.
The sheath also defines the minimum bending radii for safe operation:
Fixed installation: 6 × cable diameter
Mobile operation: 8 × cable diameter
S-shape deflection: 20 × cable diameter
These values are significantly tighter than rubber-sheathed alternatives, allowing the use of smaller diameter reels and more compact equipment designs.
Material Science: Why Composition Determines Performance
Understanding the materials used in Buflex X’Prem is essential to understanding its performance in South African applications. It is not simply about choosing materials that are strong or flexible; it is about selecting materials that work together as a system to survive the specific chemical, thermal, and mechanical environment found locally.
Copper Conductors: High Purity and Stranding
The copper used is high-grade electrolytic copper with a conductivity of at least 100% IACS (International Annealed Copper Standard). This ensures low electrical resistance, reducing energy losses and heat generation — an important consideration in long cable runs where efficiency directly impacts operational costs. The Class 5 stranding is not just for flexibility; it is engineered so that the elongation properties of the conductor match the elongation properties of the insulation and sheath. If materials expand and contract at different rates under heat or load, internal friction and delamination occur, eventually leading to failure. Buflex X’Prem is engineered so that all components move together.
XLPE Insulation: Stability Under Stress
Cross-linked polyethylene is chosen over PVC or EPR rubber because of its balance of properties. PVC becomes brittle in cold conditions (common on the highveld) and softens in heat. EPR rubber is flexible but has lower mechanical strength. XLPE remains dimensionally stable across the entire operating temperature range: from -40°C in fixed installations down to -30°C in mobile applications, and up to +80°C surface temperature. It is also highly resistant to water treeing, a form of degradation that occurs in wet environments like coastal regions, significantly extending service life.
Aramid Yarns: The Invisible Backbone
Aramid fibres do not corrode, unlike steel wire armouring or steel strength members. In South Africa’s coastal areas, salt spray causes rapid corrosion of unprotected steel. By using aramid, Buflex X’Prem avoids the risk of rust contamination and loss of strength over time. Aramid also has no creep — meaning it does not permanently stretch under sustained tension. Steel will elongate slightly over years of service; aramid retains its original length, ensuring the cable length remains accurate and tension stays consistent.
Polyurethane Sheath: The Ultimate Protector
Polyurethane is the defining material of this cable range. The grade used is typically polyester or polyether based, depending on requirements.
Abrasion Resistance: It has a DIN abrasion value of less than 30 mm³ loss, meaning it withstands years of dragging over concrete, rock, or steel without wearing through. This is vital in mining environments where cables are often dragged along rough surfaces.
Chemical Resistance: It resists attack from mineral oils, hydraulic fluids, greases, and many chemicals found in processing plants. Unlike rubber, it does not swell or degrade when exposed to spills.
Weathering: It is formulated to resist ozone and UV radiation. In South Africa, high UV levels degrade standard polymers rapidly, leading to cracking and hardening. Buflex X’Prem PU sheaths remain flexible and intact for years outdoors.
Core Performance Advantages: Real-World Benefits
The engineering and material choices translate directly into measurable operational benefits. For the South African user, these advantages address specific pain points: high maintenance costs, frequent replacements, downtime, and safety risks.
Superior Mechanical Durability
The integration of the strength member fundamentally changes the mechanical rating. With a maximum tensile load rating of 25 N/mm², these cables can handle the dead weight of long lengths plus the dynamic forces of acceleration. In practical terms, a 3×185+3×35 mm² cable can safely handle a load of over 13,800 Newtons. This robustness means fewer breakdowns due to snapped cables or internal breakages.
The anti-twist design solves the problem of cable “memory”. Many standard cables retain the shape of the reel and try to coil up when unwound, creating hazards and extra wear. Buflex X’Prem lies flat and straight, reducing stress on guiding systems and slip-ring assemblies.
Electrical Safety and Reliability
With a voltage rating of 0.6/1 kV and test levels well above operational voltage, there is a substantial safety margin. The XLPE insulation allows higher continuous operating temperatures, which means higher current carrying capacity compared to cables with PVC insulation of the same size. This can allow engineers to specify a smaller, lighter cable for the same power requirement, reducing cost and weight on the reel mechanism.
The temperature rating also ensures performance consistency. In summer heat, standard cables may require derating (reducing the load they carry to prevent overheating). Buflex X’Prem maintains full performance up to 90°C conductor temperature, minimising the need for complex correction factors in most installations.
Unmatched Environmental Compatibility
South Africa presents a mix of environments rarely found together in one country. Buflex X’Prem is rated to handle all of them:
Underground Mining: Resists dust, abrasion, and moisture; remains flexible at low temperatures.
Coastal Terminals: Salt, humidity, high UV, and ozone have almost no effect on the PU sheath or non-corrosive components.
Heavy Industry: Resists oil, chemical splashes, and high ambient heat.
Highveld Winter: Maintains flexibility down to -40°C, so cables do not crack or snap when moved in freezing conditions.
Efficiency in Design and Operation
The combination of materials results in a cable that is typically 15% to 25% lighter and has a smaller outer diameter than equivalent rubber-sheathed reeling cables. A smaller diameter means more cable length fits onto the same reel drum, or a smaller drum can be used to save weight and cost on the machine design. Lower weight also reduces the mechanical load on the reeling motor and gearbox, lowering energy consumption and mechanical wear on the equipment itself.
Application Scenarios: Where Buflex X’Prem Excels
The design features align perfectly with the requirements of key industries in Southern Africa. The following applications represent the primary markets for this technology.
Port and Terminal Operations
South Africa’s ports are vital economic hubs. Equipment such as Ship-to-Shore (STS) cranes, Rubber-Tyred Gantry (RTG) cranes, and mobile harbour cranes require cables that can travel long distances at high speed while carrying high power and control signals.
In Durban and Ngqura specifically, the combination of heavy mechanical duty and aggressive marine atmosphere makes standard cable life very short. Buflex X’Prem is widely specified here because:
It handles travel lengths of 150m to 300m.
It withstands constant salt spray and high UV exposure.
It operates reliably at speeds up to 150 m/min required by modern container handling equipment.
The yellow sheath provides high visibility for maintenance crews.
Composite versions, integrating power cores, control cores, and optical fibres within a single cable, are increasingly used to reduce clutter and simplify installation on new automated terminals.
Mining and Bulk Material Handling
From coal export terminals in Richards Bay to platinum mines in Limpopo and iron ore operations in the Northern Cape, bulk material handling involves heavy-duty equipment like stackers, reclaimers, bucket wheel excavators, and shiftable conveyors.
These environments are characterised by extreme abrasion, dust, and rough handling. Cables are often dragged along the ground or subjected to sharp bends on mobile equipment.
Mechanical Toughness: The double-layer PU sheath resists cutting and abrasion far better than rubber.
Tensile Strength: Long travel systems found in coal yards require cables that support their own weight without stretching.
Safety: Flame-retardant properties and low-smoke characteristics (available on request) enhance safety in underground or enclosed stockyard structures.
Heavy Engineering and Steel Industry
In steel mills and heavy fabrication plants, overhead cranes and transfer cars operate continuously. High ambient temperatures near furnaces and rolling mills, combined with oil and coolant splashes, create a harsh environment. Buflex X’Prem’s ability to resist oil and operate at high continuous temperatures makes it a preferred choice here.
Construction and Mobile Machinery
Tower cranes, mobile cranes, and concrete placing booms operate in temporary sites with high exposure to weather and rough handling. Contractors prefer Buflex X’Prem because it performs consistently regardless of weather conditions and offers a long service life, reducing the need for frequent replacement during long-term projects.
Technical Specifications: Complete Data for Design and procurement
The technical data for Buflex X’Prem is comprehensive and standardised, making it easy for electrical engineers to select the correct size. All performance is referenced against IEC standards and internal manufacturing specifications.
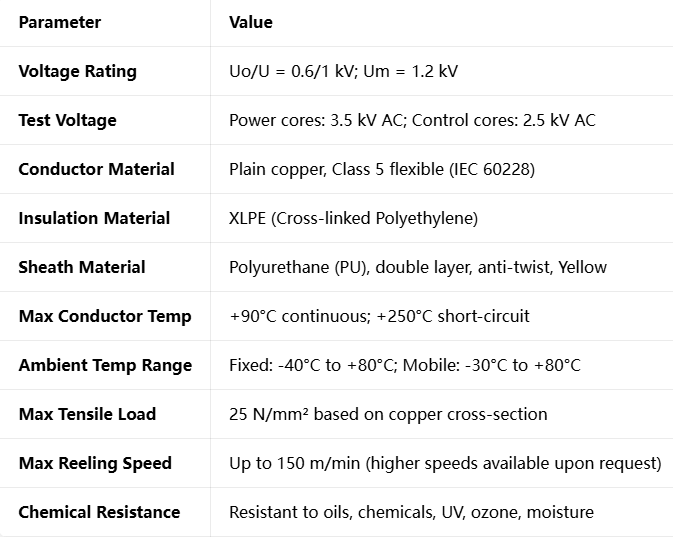
Key Parameters Summary
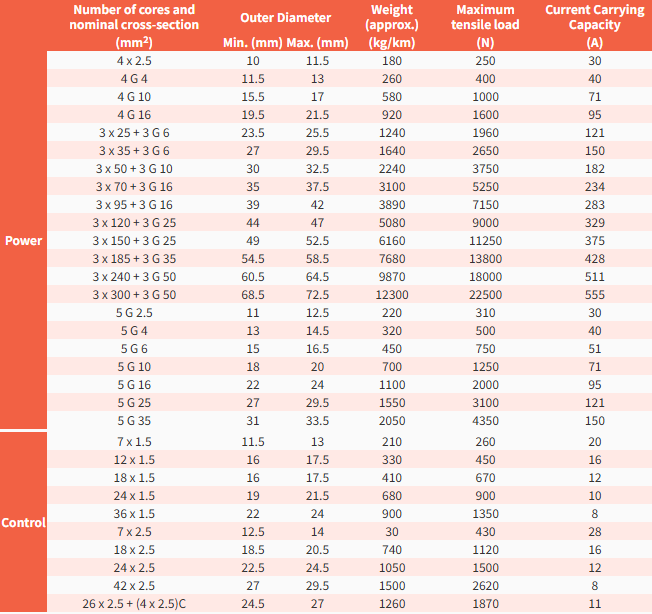
Specification Tables
The following tables provide key engineering data for power and control cables. Note: Current carrying capacities are calculated for uncoiled cable laid on the ground, 90°C conductor temperature, and 30°C ambient temperature. Correction factors must be applied for different installation conditions or ambient temperatures.
Customisation Options
Beyond standard configurations, Buflex X’Prem technology supports customisation to suit specific project requirements, a feature widely used in South Africa where equipment designs vary. Available modifications include:
Composite Cables: Integration of power cores, control cores, screened twisted pairs for data transmission, and optical fibre elements into a single cable assembly. This reduces installation complexity and protects sensitive data lines within the rugged outer sheath.
Special Sheath Compounds: Low smoke zero halogen (LSZH) for enclosed spaces, or enhanced chemical resistance for specialised processing plants.
Screening: Copper tape or copper wire braid screening to protect signals from electromagnetic interference (EMI) in heavy industrial environments.
Configuration Selection: How to Choose the Right Cable
Selecting the correct Buflex X’Prem configuration requires a systematic approach based on the equipment specification and operating environment. Engineers and procurement teams in South Africa can follow these steps to ensure the right choice.
Step 1: Define the function
Determine whether the cable is for power distribution, control signalling, or both. Power cables are generally used for main supply to motors and drives, available in 4-core, 5-core, or the symmetrical 3+3 core designs. Control cables are used for auxiliary circuits, sensors, and interlocks, available in multi-core configurations from 7 up to 42 cores. Composite cables combine both functions to reduce cable management complexity.
Step 2: Calculate the electrical requirement
Determine the load current and voltage drop requirements. Use the current rating tables provided, but always apply correction factors relevant to South African conditions. If the cable will be installed in air at high ambient temperatures (e.g., >35°C in summer), or grouped with other cables, the ampacity must be derated. Conversely, if buried or cooled, ratings can be adjusted upwards. Select the conductor cross-section that meets or exceeds the calculated requirement after corrections.
Step 3: Analyse the mechanical duty
Evaluate the travel length, total weight of the cable, and reeling speed. Ensure the calculated tensile load (weight × gravity + dynamic acceleration forces) is comfortably below the maximum value listed in the specifications. For long lengths or high speeds, the symmetrical 3+3 core design is preferred as it offers better balance and higher tensile strength per core.
Step 4: Assess the environment
Identify the worst-case conditions the cable will face. If located at a coastal site, ensure UV and salt resistance is prioritised (standard PU covers this). If located underground or in chemical plants, confirm resistance to specific contaminants. Temperature extremes dictate the bending radius limits — always ensure the reel diameter is larger than 8 × cable diameter for mobile use to prevent damage.
Step 5: Finalise configuration and standards
Select the core count and size from the specification tables. Verify that core colour coding matches site standards for safety compliance. Confirm that the product meets relevant IEC standards and manufacturer specifications.
Procurement Strategy: Feichun Brand as an Equivalent Solution
While the original Buflex X’Prem range sets the industry benchmark, procurement managers and engineers in South Africa are increasingly looking for ways to optimise costs without sacrificing reliability or safety. Feichun Cables has developed a technically equivalent range of Low Voltage Control and Power Reeling Cables that match the performance profile of Buflex X’Prem exactly, while offering distinct commercial advantages for the Southern African market.
Standard and Performance Equivalence
The Feichun equivalent cable is engineered to the exact same design principles and specifications. There is no compromise in quality or capability, proven through rigorous type testing and field trials.
Identical Design Structure: Feichun cables feature the same central aramid yarn strength member, Class 5 flexible copper conductors (IEC 60228), XLPE insulation, and double-layer anti-twist reinforced polyurethane sheath. The yellow colour coding and core identification system are identical.
Matching Technical Parameters: The voltage rating (0.6/1 kV), temperature range (-40°C to +80°C), bending radii, and maximum tensile load (25 N/mm²) are identical. Performance characteristics regarding oil resistance, UV stability, and mechanical strength align fully with the original specification.
Compliance: Manufactured to meet relevant IEC standards and quality management systems ISO 9001, ISO 14001, and ISO 45001, ensuring product consistency and safety.
For an engineer, this means the Feichun product is a direct drop-in replacement. It fits the same reels, handles the same loads, and lasts the same length of time. No redesign, recalculation, or requalification is required.
Key Advantages of Feichun Cables
Choosing Feichun over the premium brand offers significant benefits specifically relevant to South African procurement strategies.
Competitive Pricing
The most immediate benefit is cost optimisation. Feichun typically offers pricing 20% to 35% lower than the premium brand equivalent. Given the high value of cable required in mining and port projects, this represents a substantial reduction in capital expenditure. Importantly, this lower price point does not reflect lower quality; it reflects a streamlined manufacturing and supply chain model that removes unnecessary costs.
Shorter and More Reliable Lead Times
Infrastructure and mining projects in Southern Africa often face delays due to long supply chains and shipping logistics. Feichun maintains agile manufacturing capabilities and regional stock holding strategies that significantly reduce lead times. Whereas premium brands may require 12–16 weeks for delivery, Feichun can often deliver standard configurations within 4–8 weeks, and custom composite designs within 8–10 weeks. This speed is critical for emergency replacements or fast-tracked project schedules.
Customisation Flexibility
Feichun is highly responsive to specific engineering requirements. Whether the project requires a unique composite cable design, special screening, or modified material properties, their engineering team works directly with clients to develop solutions quickly. This flexibility is a major advantage for specialised South African applications that do not fit standard catalogue offerings.
Consistent Quality and Technical Support
Feichun combines advanced production technology with strict quality control. Every batch undergoes electrical, mechanical, and material testing before dispatch. Clients also benefit from direct access to engineering support, ensuring that technical queries, installation advice, or specification reviews are handled promptly by experts familiar with local industry standards.
Procurement Checklist for Equivalent Products
When specifying or procuring the Feichun equivalent, ensure the following are clearly stated to guarantee correct supply:
Type: Low Voltage Control and Power Reeling Cable, equivalent to Buflex X’Prem.
Configuration: Number of cores × cross-section mm² (e.g., 3×70+3×16 mm²).
Standards: Reference IEC 60228, IEC 60502, and performance criteria outlined in this guide.
Special features: Composite cores, screening, sheath material variations, or length tolerances.
Documentation: Request test certificates, material declarations, and packing details suitable for import and local compliance.
Installation, Operation and Maintenance
Even the best-engineered cable requires correct handling to achieve its design life. The dynamic nature of reeling systems places specific demands on installation and maintenance practices. Adhering to these guidelines ensures maximum return on investment.
Installation Best Practices
Bending Radius: Never install or operate the cable with a bend radius smaller than the specified 8 × diameter for mobile use. Sharp bending damages the anti-twist reinforcement and creates stress concentrations in the sheath.
Tension Control: Ensure the reeling system applies even tension. While the cable is designed for high tension, sudden shock loads or excessive tension during installation can damage internal components.
Guiding Systems: Use proper cable guides and rollers to prevent rubbing against sharp edges or structural steel. The yellow sheath is durable, but unnecessary friction accelerates wear.
Strain Relief: Ensure the cable is securely anchored at both ends so that tension is never transferred directly to the terminal lugs or joints.
Operational Guidelines
Speed Limits: Operate within the specified speed range (up to 150 m/min). Higher speeds require special construction and should be confirmed with the manufacturer.
Temperature Monitoring: In high-temperature environments, monitor the cable surface temperature. If consistently exceeding 70°C ambient, verify that current loads are within derated values.
Avoid Overloading: Do not exceed the maximum tensile load. If upgrading equipment or increasing travel length, recalculate the mechanical load and verify suitability.
Maintenance Tips
Visual Inspection: Conduct regular inspections (monthly or quarterly depending on duty cycle) looking for cuts, abrasion, colour changes, or hardening of the sheath. Early detection of damage prevents water ingress into the core.
Electrical Testing: Periodically test insulation resistance. A sudden drop in resistance indicates potential damage or moisture ingress.
Cleaning: Remove accumulated dust, ore dust, or chemicals from the sheath. While resistant, prolonged contact with concentrated chemicals can degrade materials over decades.
Lubrication: Ensure reeling drums and rollers are well maintained and lubricated to reduce friction forces acting on the cable.
Following these simple steps ensures that the cable provides 8 to 10 years or more of reliable service, significantly lowering the total cost of ownership compared to cheaper, less durable alternatives.
Frequently Asked Questions
Q: What is the difference between 4-core, 5-core, and 3+3 core designs?
A: 4-core and 5-core designs are standard layouts for smaller to medium power ratings. The 3+3 core design (3 main conductors + 3 earth conductors) is a symmetrical construction used for sizes above 25 mm². This layout balances the electrical fields and mechanical forces perfectly around the central strength member, making it highly resistant to twisting and deformation, essential for heavy power loads.
Q: Can this cable be used for both power and control at the same time?
A: Yes. While standard versions are dedicated to power or control circuits, composite versions are available. These integrate power cores, control cores, screened pairs, and optical fibres within one single outer sheath. This is a very popular solution in South Africa for modern automated cranes and stackers where power, communication, and data are all required.
Q: How do I calculate the correct current rating for my location?
A: The values provided in the tables are reference values under standard conditions (30°C ambient, ground laying). In South Africa, if your site ambient is higher (e.g., 40°C), or the cable is installed in air or grouped with others, you must apply correction factors according to IEC 60354. Engineers at Feichun can assist with these calculations to ensure safe selection.
Q: Is the Feichun cable really identical in performance?
A: Yes. The Feichun equivalent is designed using the exact same material specifications, structural principles, and testing criteria. It matches the tensile strength, bending performance, temperature rating, and chemical resistance of the original Buflex X’Prem. It is tested to the same standards, making it fully interchangeable.
Q: Can these cables be used underground or in mines?
A: Absolutely. Their excellent abrasion resistance, flexibility at low temperatures, and non-corrosive construction make them ideal for underground mining conveyors, shaft equipment, and mobile loaders. Special versions with enhanced flame retardancy are also available to meet strict mining safety regulations.
Q: What is the maximum length that can be supplied?
A: There is no fixed limit, but lengths are determined by transport and reel weight limits. Feichun can manufacture continuous lengths up to several kilometres depending on the cross-section, spliceless, which is critical for long travel systems.
Conclusion
Buflex X’Prem Cable represents a sophisticated engineering solution tailored for the harshest environments found in South Africa. By combining aramid strength members, Class 5 copper conductors, XLPE insulation, and reinforced polyurethane sheathing, it addresses the fundamental failure modes that plague standard flexible cables — tension fatigue, torsion damage, abrasion, and environmental degradation.
Understanding the engineering principles and material science behind the design allows engineers to make informed decisions about selection and application. Whether used in the salt-laden air of Durban harbour, the dusty heat of coal mines, or the freezing temperatures of highveld winters, these cables provide consistent, safe, and reliable power and signal transmission.
With the availability of technically equivalent products from Feichun Cables, the market now has access to this world-class technology with improved commercial terms, shorter lead times, and local support. This combination of high performance and value makes the Feichun equivalent the smart choice for current and future infrastructure projects across Southern Africa.
If you require technical consultation, custom configuration design, or competitive pricing for Buflex X’Prem equivalent cables, please contact the Feichun engineering and sales team directly at: Li.wang@feichuncables.com — specialists in reeling cable technology ready to support your project requirements.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: