Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Complete Guide to PANZERFLEX‑ELX (N)TSCGEWÖU H.V. Reeling Cable: Engineering Design, HEPR Insulation and High‑Speed Reeling Performance
Discover how PANZERFLEX‑ELX (N)TSCGEWÖU H.V. reeling cables deliver reliable 6 kV to 20 kV power for South African mining, port and crane applications. Learn about HEPR insulation, anti‑torsion design, mechanical performance, VDE 0250‑813 compliance, cable selection, reel system engineering and procurement considerations for harsh industrial environments.
Li Wang
5/18/202624 min read


Introduction
Across South Africa, heavy industry forms the backbone of the economy. From deep open‑pit mines in the Northern Cape to busy container terminals in Durban and bulk export facilities in Richards Bay, operations rely entirely on continuous, safe power delivery to moving machinery. Equipment such as ship‑to‑shore cranes, stacker‑reclaimers, large excavators and mobile crushing plants operates constantly, often under extreme conditions, and requires medium voltage power between 6 kV and 20 kV. In these settings, the cable is not just a passive component — it is a critical link that directly determines uptime, safety and profitability.
The problem is that conventional medium voltage cables, designed for fixed installation, perform poorly when subjected to repeated bending, twisting, tension and abrasion. In environments where dust, high temperatures, coastal humidity and intense ultraviolet radiation are common, standard products fail quickly. In many South African operations, operators report failures within six to eight months, leading to costly unplanned shutdowns, emergency replacements and significant production losses. These challenges have driven the development of specialised engineering solutions, and at the forefront is PANZERFLEX‑ELX (N)TSCGEWÖU, a high‑voltage reeling cable engineered specifically for dynamic duty and fully compliant with VDE 0250‑813 standards.
This article explains in detail the engineering principles, material science and performance characteristics that set this cable apart. It explores why ordinary designs fail, how the construction solves real‑world problems, and how to select, install and maintain the cable for maximum service life in Southern African conditions. Whether you are an electrical engineer, procurement manager or maintenance supervisor, the information here will help you make better technical and commercial decisions for your projects.
What Is PANZERFLEX‑ELX (N)TSCGEWÖU?
Understanding the Cable Type
The full designation PANZERFLEX‑ELX 3.6/6 ÷ 12/20 kV (N)TSCGEWÖU describes exactly what the cable is and how it is built. Each letter in the code corresponds to a specific structural feature defined under German standard VDE 0250‑813, the global benchmark for reeling cables. Breaking down the code helps understand the design intent. The letter N indicates a standardised construction according to VDE specifications. T stands for tinned copper conductors, essential for corrosion resistance in humid or aggressive environments. S refers to the use of semiconductive layers for electric field control, a key requirement for medium voltage performance. C means the cores are laid up with short lay lengths to maximise flexibility. G denotes the presence of a protective earth conductor, here arranged in a split configuration for balance and stability. E identifies the insulation material as HEPR, or high‑ethylene‑propylene rubber, an elastomer with excellent electrical and mechanical properties. W describes the outer sheath made from polychloroprene, a synthetic rubber with outstanding resistance to weather, oil and abrasion. The umlaut Ö indicates an anti‑twist reinforcement layer, and the final U confirms the design is suitable for high mechanical stress and continuous reeling operation.
Voltage classes cover the full range used in local industry: 3.6/6 kV, 6/10 kV, 8.7/15 kV and 12/20 kV, with 18/30 kV available as an option. These ratings correspond to phase‑to‑earth and phase‑to‑phase operating voltages, allowing direct matching to South African utility and plant standards, including systems running at 11 kV and 22 kV. Under VDE 0250‑813, the cable is classified as a high‑voltage reeling cable intended for use on cable drums, festoon systems and any mobile machinery where power must be transferred reliably during movement.
It is important to distinguish between three categories of flexible power cable. Fixed installation cables are rigid and designed for static use only; they fail rapidly if bent repeatedly. Trailing cables are flexible but built for dragging or intermittent movement, not high‑speed winding or precise tension control. True reeling cables like PANZERFLEX‑ELX represent a specialised engineering category. Every layer, material and dimensions is optimised to handle simultaneous electrical load, mechanical stress and environmental exposure over thousands of operating cycles. This is why this type of cable is not just a flexible version of a static product, but a completely different design built from the core out for dynamic duty.
Why Ordinary Medium Voltage Cables Fail on Reeling Systems
The Engineering Problem Behind Dynamic Cable Applications
To understand why specialised designs are necessary, it is essential to look at the forces acting on a cable during reeling operation. Every time a drum winds or unwinds, the conductor and insulation are subjected to a combination of mechanical stresses. Repeated bending causes cyclic flexing, which over time leads to metal fatigue in copper strands and cracking in rigid insulation materials. Torsion, or twisting, occurs naturally as the cable spools onto or off a drum, and without proper reinforcement, this creates internal shear forces that can separate layers or deform core geometry. Tensile loads are applied constantly, and in multi‑layer winding, the upper layers press down on those beneath, adding compression forces that accelerate wear. Sudden acceleration and deceleration, common in high‑speed cranes and stacker‑reclaimers, impose shock loads that ordinary constructions cannot absorb.
These mechanical issues interact with electrical requirements in ways that are often overlooked. In conventional medium voltage cables, insulation such as cross‑linked polyethylene (XLPE) is stiff and dimensionally stable, but it does not stretch or recover shape. When bent, stress concentrates at the inner and outer radii, creating micro‑cracks that grow with every cycle. As cracks develop, moisture and contaminants enter, and the electric field becomes distorted, leading to partial discharge, electrical treeing and eventual breakdown. Even before failure, displacement of semiconductive screens can cause localised field enhancement that reduces service life significantly. Other common failure modes include abrasion of the outer sheath, core deformation under pressure and separation of core assemblies.
In South Africa, operating conditions make these problems far worse. High ultraviolet radiation in inland areas accelerates polymer degradation, turning standard sheaths brittle within months. Along the coast, salt fog creates a corrosive environment that attacks unprotected copper and accelerates rubber ageing. In mining regions, fine iron ore and coal dust are highly abrasive and can penetrate even small openings in the sheath. Ambient temperatures often exceed 40 °C in summer, raising conductor operating temperatures and reducing insulation life. High humidity and rapid temperature changes lead to condensation inside cable runs, adding moisture‑related failure mechanisms.
Real‑world examples illustrate the scale of the issue. At Durban’s container terminal, ship‑to‑shore cranes operating at speeds up to 120 m/min using standard cables were replacing units every six to seven months, with downtime costing millions per year. In Northern Cape surface mines, excavator power cables failed within eight months due to a combination of high tension, abrasive dust and extreme heat. Similarly, long‑travel stackers in Mpumalanga coal terminals suffered frequent core deformation and sheath cracking due to multi‑layer winding and torsion. In every case, the root cause was using a product designed for static installation in an application that demands dynamic performance.
Engineering Design of PANZERFLEX‑ELX
Flexible Class 5 Tinned Copper Conductors
The foundation of any reeling cable is the conductor, and for dynamic duty, no other construction performs as well as Class 5 tinned copper as defined in IEC 60228. Unlike solid or Class 2 stranded conductors used in fixed wiring, Class 5 consists of extremely fine strands, each no more than 0.5 mm in diameter, bunched and stranded with very short lay lengths. This design allows the conductor to bend easily without creating high internal stress, because each individual strand moves independently and distorts only slightly during flexing. Over tens of thousands of cycles, this drastically reduces fatigue failure, which is the single most common cause of breakdown in moving power cables.
Every strand is electro‑tinned with a uniform coating of pure tin. This serves two vital purposes. First, it creates a barrier between copper and rubber compounds, preventing chemical reactions that can cause embrittlement or adhesion loss over time. Second, it provides corrosion resistance, especially important in coastal regions or underground environments where humidity and aggressive chemicals are present. Even after years of operation, tinned conductors remain flexible and retain high conductivity, whereas bare copper can oxidise and become brittle, leading to premature breakage. The combination of fine stranding and tinning ensures that the conductor maintains both electrical performance and mechanical integrity for the full service life of the cable.
HEPR Insulation Technology Explained
The insulation is where PANZERFLEX‑ELX differs most significantly from standard medium voltage cables. Instead of XLPE, PVC or basic EPR, it uses high‑ethylene‑propylene rubber, or HEPR, a specialised elastomer developed specifically to meet the conflicting demands of high‑voltage insulation and continuous mechanical movement. Understanding why HEPR is chosen requires comparing its properties to other materials. XLPE offers excellent dielectric strength and thermal stability, but it is thermoset and rigid — once shaped, it cannot stretch or recover, making it unsuitable for repeated bending. Standard EPR is flexible but has lower electrical performance and higher sensitivity to impurities. PVC is flexible and low‑cost but has low temperature resistance and poor long‑term stability at medium voltages.
HEPR balances all these requirements perfectly. Its material structure combines high ethylene content with controlled cross‑linking, creating a polymer that is elastic, strong and electrically stable. It has high dielectric strength above 20 kV/mm, low dielectric constant around 2.5 and very low power factor, meaning it performs reliably even at 20 kV and above. Mechanically, it can stretch more than 300 % and return to its original shape without permanent deformation, a property known as elastic recovery that is essential for bending and twisting cycles. It remains flexible from −40 °C to +90 °C, covering every climate found in Southern Africa, and it resists ozone, weathering and thermal ageing far better than other elastomers.
A critical detail in the specification is that the HEPR compound is micro‑filtered during manufacturing. This means all particles larger than 50 micrometres are removed before extrusion. In medium voltage cables, even tiny impurities or air pockets can create localised electric field enhancement, leading to partial discharge and eventual breakdown. By eliminating these defects, the insulation system ensures that electric stress remains uniform and safe, a feature that directly translates into longer life and higher reliability. At 20 kV, cleanliness of insulation is not just a quality requirement — it is a necessity for long‑term performance.
Semiconductive Screens and Electric Field Control
In any medium voltage cable, the electric field around the conductor is not uniform. Without control, stress concentrates at sharp points or irregularities, creating high‑field regions that can ionise air, cause corona discharge and damage insulation over time. In moving cables, this problem becomes even greater because bending changes the geometry and can shift the position of insulation relative to the conductor. PANZERFLEX‑ELX solves this with a triple‑layer field control system that includes both conductor and insulation semiconductive screens.
The conductor screen is extruded directly over the copper strands and bonds tightly to the insulation. It has controlled conductivity, meaning it acts as an extension of the conductor itself, smoothing out any irregularities and creating a perfectly cylindrical equipotential surface. This eliminates high‑field points and ensures that stress is distributed evenly across the insulation. Over the insulation, a second semiconductive layer performs the same function in reverse, creating a uniform outer boundary and preventing field concentration at the interface with the sheath or fillers.
Both layers are formulated to remain flexible and dimensionally stable during movement. Unlike rigid tapes or extrusions found in static cables, these semiconductive compounds stretch and bend with the insulation, maintaining perfect contact at all times. This is why the design effectively prevents electrical treeing, partial discharge and breakdown, even after years of dynamic operation. In environments like South Africa, where humidity and dust increase the risk of surface discharge, this screening system is a fundamental safety and reliability feature.
Anti‑Torsion Reinforcement System
Torsion, or twisting, is one of the most destructive forces in reeling systems, yet it is often overlooked during selection. It occurs naturally when a cable is wound onto a drum, especially if the spool is monospiral or if winding direction changes between layers. Over time, accumulated twist creates internal stress that deforms cores, separates layers and damages insulation. In severe cases, the cable forms loops or “bird‑cages” that render it unusable.
PANZERFLEX‑ELX incorporates a dedicated anti‑twist layer made from high‑modulus synthetic yarns, braided at high density between the inner and outer sheaths. This reinforcement works like a torque‑resistant skeleton. When torsion is applied, the braid absorbs the force and distributes it evenly around the cable circumference, preventing internal components from moving relative to each other. Because the layer is firmly bonded to both inner and outer sheaths, the entire structure rotates as a single unit rather than twisting internally.
This feature is particularly critical in applications such as ship‑to‑shore cranes, where long travel distances and high speeds generate significant torsional load, and in mining shovels, where the cable is often pulled from different angles. By controlling twist, the anti‑torsion system doubles or triples service life compared to designs without it, and it eliminates the common failure mode of core migration or deformation.
Polychloroprene (CR) Sheath Technology
The outer sheath is the cable’s first line of defence against the environment, and in South Africa, it faces some of the toughest conditions in the world. PANZERFLEX‑ELX uses a specially formulated polychloroprene compound, also known as neoprene, that exceeds the requirements of VDE 5GM3 standards. This material is chosen for its unique combination of properties. It resists oil and chemical attack, making it suitable for machinery‑rich environments where hydraulic fluids and greases are present. It has excellent weathering resistance, including high resistance to ultraviolet radiation and ozone, so it does not crack or harden even after years of outdoor exposure at coastal terminals or open‑pit mines.
Mechanically, the sheath is highly abrasion‑resistant and has high tear strength, allowing it to survive dragging over rough surfaces or contact with guide rollers. It remains flexible down to −30 °C, so it does not become brittle in high‑altitude cold, and it maintains its integrity up to +80 °C during continuous operation. Unlike cheaper rubber compounds that degrade rapidly in the presence of salt fog or dust, this formulation has been tested to withstand thousands of hours of exposure without significant change in properties.
In multi‑layer reeling, the sheath must also resist compression forces from upper layers. The high modulus of the polychloroprene compound prevents flattening or deformation, preserving the round cross‑section that is essential for smooth winding and long life. For South African operations, this sheath is the difference between a cable that lasts two years and one that fails in six months due to environmental damage.
Electrical Performance Analysis Voltage Ratings and System Compatibility
Voltage Ratings and System Compatibility
Standard compliance: Electrical performance defined per VDE 0250‑813; ratings marked as U₀/U (U₀ = phase‑to‑earth voltage; U = phase‑to‑phase voltage)
Available voltage classes:
3.6/6 kV
6/10 kV
8.7/15 kV
12/20 kV
Maximum operating voltage (Um): 7.2 kV ~ 24 kV (varies by class)
Over‑voltage test standard: Each type tested at AC over‑voltage of 11 kV ~ 29 kV for 5 minutes to verify safety margin
Local applicability: Directly compatible with all standard South African medium‑voltage systems, including 6.6 kV, 11 kV and 22 kV networks
Current‑Carrying Capacity
Calculation basis: Determined according to DIN VDE 0298‑4, considering conductor cross‑section, ambient temperature and installation conditions
Typical current ratings (free air, 30 °C ambient):
3×95 mm²: approx. 319 A
3×150 mm²: approx. 404 A
3×240 mm²: approx. 574 A
Derating requirement: When wound in multiple layers on drums, current capacity must be reduced
Reason: Poor heat dissipation between layers → temperature accumulation
Solution: Optimise reel thermal design (ventilation, spacing) to prevent overheating
Short‑Circuit Performance
Key significance: Critical for mining networks where fault current levels are high
Temperature rating:
Continuous operation: 90 °C
Short‑circuit withstand: up to 250 °C for maximum 1 second
Typical fault current capability:
Example: 3×150 mm² conductor → approx. 19.2 kA for 1 second
Benefit: Provides strong safety margin and effectively reduces damage risk during system faults
Mechanical Performance Under Extreme Conditions
Dynamic Mechanical Engineering
The most impressive characteristics of PANZERFLEX‑ELX are found in its mechanical performance. It is engineered to withstand tensile loads up to 20 N per square millimetre of copper cross‑section, a level twice as high as standard flexible cables. This allows it to be used in long‑travel applications where the cable weight itself creates significant tension, such as stacker‑reclaimers with 200 m reach or high‑lift cranes.
Minimum bending radius is specified as 8 to 12 times the overall diameter during dynamic operation, compared to 15 to 20 times for ordinary designs. This smaller radius means it can be used with compact drums, guide rollers and tight bends without damaging the internal structure. Such flexibility is achieved through the combination of fine‑strand conductors, short lay‑up of cores and elastic materials that maintain their properties even when repeatedly bent around tight curves. This directly benefits system design, as smaller drums reduce equipment size, weight and cost while extending cable life.
High‑speed reeling capability is another defining feature. Standard flexible cables are limited to speeds of around 60 to 80 m/min, but PANZERFLEX‑ELX operates reliably up to 180 m/min in standard configuration, with reinforced versions available for even higher speeds. This is made possible by the anti‑twist reinforcement and balanced construction, which prevent internal slippage and stress build‑up during rapid acceleration and deceleration. In port applications where crane cycle times determine terminal throughput, this ability to handle high speeds without failure is a major operational advantage.
Festoon systems, common on container cranes and transfer carts, place different demands on cables, including continuous side‑to‑side movement and repeated bending in a single plane. The design is equally suited here, with a smooth outer diameter and balanced weight distribution that reduces friction and wear along support trolleys. Multi‑layer reeling presents perhaps the greatest challenge, as each new layer adds compression and changes the winding geometry. The robust circular construction and high‑modulus sheath resist flattening or deformation under these loads, ensuring that even after thousands of winding cycles, the cable remains round and winds neatly without crossing or jamming.
Drum design also plays a role in mechanical performance. Because the cable distributes stress evenly and maintains its shape, drums can be designed with standard diameters rather than oversized units required for less flexible alternatives. This reduces capital cost and simplifies mechanical integration. The way stress is distributed throughout the whole cross‑section, rather than concentrated in one layer or component, is what makes the design so durable. Every element — conductor, insulation, reinforcement and sheath — works together to absorb and transfer forces, ensuring that no single part is overloaded during operation.
Practical Applications in South Africa
Port and Harbour Crane Systems
South Africa’s ports form the vital link between local industry and global markets, and their efficiency depends entirely on the reliability of container handling equipment. At ports such as Durban, Cape Town and Richards Bay, ship‑to‑shore cranes operate around the clock, moving containers between vessels and quaysides. These machines require medium voltage power to drive hoists, trolleys and gantries, and the power cable must travel the full length of the boom, moving at high speeds and under high tension.
In these environments, conditions are particularly harsh. Salt‑laden air causes rapid corrosion, high ultraviolet radiation weakens polymers, and wind‑borne dust acts as an abrasive. Before using specialised reeling cables, operators experienced frequent breakdowns. Cables would develop sheath cracks within six months, leading to water ingress and insulation failure. Conductors often broke due to fatigue, and twisting would distort cores to the point where replacement was the only option.
Since switching to PANZERFLEX‑ELX, results have improved dramatically. The combination of tinned conductors, HEPR insulation and polychloroprene sheath resists corrosion and weathering, while the anti‑twist layer eliminates core distortion. At Durban Container Terminal, for example, service life increased from around seven months to more than two years, and unplanned downtime due to cable failure dropped by over 80 %. RTG and RMG cranes in stacking yards also benefit, as these machines travel long distances and operate in open areas fully exposed to the sun and wind. The ability to handle continuous movement, high speed and environmental stress directly improves crane efficiency, reduces maintenance labour and lowers the total cost of ownership.
Mining Industry Applications
Mining is the largest industrial sector in South Africa, and it operates in some of the most demanding environments on earth. In the Northern Cape, open‑pit mines extract iron ore and manganese under high temperatures and low humidity. In Mpumalanga and Limpopo, coal and platinum mines operate both on the surface and underground, where humidity is high and dust levels extreme. Equipment such as large electric excavators, draglines, stacker‑reclaimers and mobile crushing plants all require medium voltage power supplies that move with the machine.
Standard trailing cables were originally used, but they were never designed for the combination of heavy tension, repeated bending and abrasive dust found in these operations. Failures were common: conductors would snap after a few months of use, insulation would crack due to bending fatigue, and sheaths would wear through as dust worked its way into the cable structure. In some cases, cables lasted less than six months before needing replacement.
PANZERFLEX‑ELX was developed specifically to solve these problems. The heavy‑duty construction allows tensile loads up to 20 N/mm², so even long lengths hanging from high lifts or dragged over rough ground remain safe. The HEPR insulation does not crack or harden, even in extreme heat or cold, and the micro‑filtered material ensures no internal defects that could lead to breakdown. The polychloroprene sheath resists abrasion so effectively that even in iron ore mines, where dust is highly abrasive, wear rates are reduced by more than half.
Operational results confirm the value. At a platinum mine near Rustenburg, replacing standard cables with this design extended average service life from seven months to over 21 months. Downtime caused by cable failure fell from an average of 12 hours per month to less than 2 hours, saving millions in lost production. In coal handling facilities, where stacker‑reclaimers travel continuously over long distances, the ability to handle multi‑layer winding and high tension has made this cable the standard choice for new installations and replacements.
Bulk Material Handling Systems
Beyond mining and ports, bulk material handling plants form a critical part of the supply chain. Coal terminals, iron ore export facilities and large conveyor systems all rely on moving machinery to store, blend and load materials. These systems often operate continuously, 24 hours a day, 365 days a year, and even short shutdowns have major financial consequences.
Conditions here combine challenges from both mining and port environments. Dust is present in high concentrations, and equipment is often located outdoors with full exposure to sun, wind and rain. Long travel distances mean cables must be flexible enough to bend easily but strong enough to support their own weight. In many cases, power is supplied through large reels or festoon systems where speed, tension and winding geometry all affect performance.
Because PANZERFLEX‑ELX is designed for continuous duty, it matches these requirements perfectly. The thermal stability of the insulation and sheath means it can operate at full load even when temperatures exceed 40 °C. The balanced construction and anti‑twist reinforcement ensure smooth winding and unwinding, reducing mechanical wear and extending life. In facilities where reliability is the primary concern, this cable has become the preferred choice, providing consistent performance and significantly reducing maintenance requirements compared to older designs.
Reel System Engineering and Cable Selection
How to Select the Correct H.V. Reeling Cable
Choosing the right cable requires a systematic approach that combines electrical, mechanical and environmental considerations. The process follows seven key steps, aligned with engineering practices in South Africa:
Determine the correct voltage class
Base selection on nominal system voltage, plus allowance for future expansion or voltage rise
Example: For an 11 kV network, select 8.7/15 kV class instead of 6/10 kV — provides higher safety margin and better performance under over‑voltage or surge conditions
Especially critical for mining networks where voltage fluctuations are common
Calculate the required current load
Include full‑load current of equipment, plus allowance for future additions or de‑rating due to installation conditions
Note: Multi‑layer winding on drums reduces heat dissipation → current capacity must be lowered accordingly
Standard practice: Apply a safety factor of at least 1.2 × calculated load for long‑term reliability
Evaluate mechanical stress conditions
Assess maximum tension force: determined by travel length, cable weight and pull angle
High‑lift or long‑travel systems require the design’s high tensile strength capability
Identify movement type: bending only, twisting, or combination → determines if anti‑twist reinforcement is necessary
Determine maximum reeling speed
Standard versions: suitable for up to 120 m/min
High‑speed versions: available for 180 m/min or above
Speed influences mechanical strength requirements and winding dynamics; higher speeds demand tighter control of balance and lay‑up
Assess torsion requirements
Torsion is significant in systems with monospiral drums, changing winding direction, or multi‑layer winding
Anti‑twist design is essential for such applications; without torsion control, cables fail prematurely regardless of other specifications
Calculate minimum bending radius
Determined by drum diameter, guide rollers and fixed bends in the system
PANZERFLEX‑ELX minimum dynamic radius: 8–12 × outer diameter — smaller than most alternatives, offering greater flexibility in mechanical design
Consider environmental exposure
Coastal areas: priority on salt fog and UV resistance
Mining operations: priority on abrasion and dust resistance
High ambient temperatures: careful selection of current rating
Very cold environments: use low‑temperature versions
Matching sheath compound to operating environment is one of the most effective ways to extend service life
By following these steps, engineers ensure the selected cable meets electrical specifications, while being mechanically robust and environmentally suitable for the full design life of the system.
Common Procurement Mistakes
Why Many Projects Choose the Wrong Cable
Despite clear technical requirements, many projects still experience problems because of common mistakes made during procurement. Understanding these errors and their consequences helps avoid costly failures.
The first and most serious mistake is using a fixed‑installation medium voltage cable in a reeling application. Static cables use rigid insulation, thick extruded screens and heavy copper strands. They are designed to be bent only during installation, not continuously during operation. When used on reels, they fatigue quickly, crack and fail within months. Even if the voltage and current ratings match, the mechanical design is completely unsuitable. This mistake is often driven by price and availability, but it always results in high long‑term costs.
Second, ignoring torsional stress is a widespread issue. Many flexible cables are sold as suitable for reeling but lack proper anti‑twist reinforcement. Without it, the cable twists internally, cores shift and deformation occurs. In applications such as ship‑to‑shore cranes, this can happen within the first few hundred hours of operation. Procurement specifications must explicitly call out anti‑twist construction as defined in VDE 0250‑813.
Third, undersized earth conductors create both safety and reliability risks. In true reeling cables, earth cores are not just for fault protection; they also balance the electrical field and improve mechanical stability. Undersized earths unbalance the construction, leading to uneven winding and higher stress. PANZERFLEX‑ELX uses a split earth design with appropriately sized cores to ensure both safety and mechanical balance.
Fourth, ignoring thermal de‑rating due to multi‑layer winding leads to overheating. Current ratings published in datasheets apply to free‑air conditions. When a cable is wound in layers, heat cannot escape, and the effective current capacity drops significantly. If this is not accounted for, the cable will run hot, ageing insulation prematurely and reducing life. Correct thermal calculation is part of proper system engineering.
The fifth and most common mistake is focusing only on purchase price. While initial cost is important, it represents only a fraction of the total cost of ownership. A cheaper cable that lasts six months costs twice as much per year as a premium product that lasts two years, not including the high costs of downtime, production loss and emergency replacement. In heavy industry, the cost of a single shutdown often exceeds the price difference between standard and premium cables.
The hidden costs of failure are substantial. In port operations, a crane outage can cost hundreds of thousands of Rands per hour in lost throughput. In mining, stoppages affect production targets and revenue directly. Emergency replacements require labour, logistics and often overtime, adding further expense. By understanding these costs and selecting products based on long‑term value rather than lowest price, operators achieve far better results.
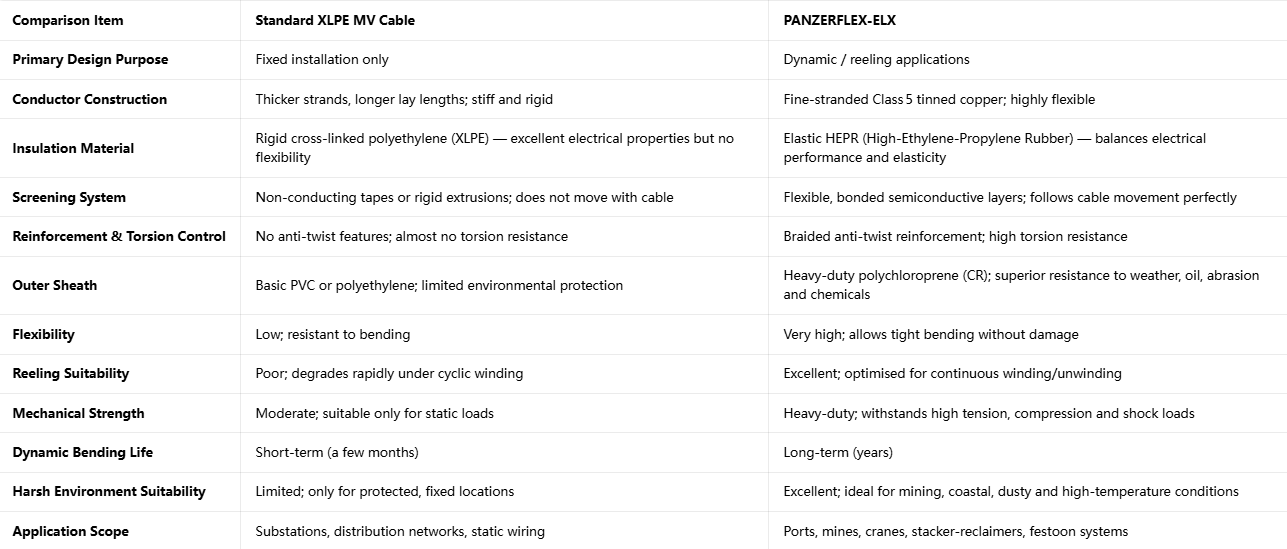
Comparison with Alternative Medium Voltage Cable Designs
PANZERFLEX‑ELX vs Standard XLPE MV Cable
Future Trends in Medium Voltage Reeling Cable Technology
Industry Developments
Technology in this field continues to evolve as industry demands higher performance, longer life and greater functionality. Several trends are shaping the next generation of reeling cables.
Higher reeling speeds are a key focus. As ports and mines increase production rates, machinery operates faster, and cables must keep pace. New reinforcement materials and improved lay‑up designs are enabling reliable operation at speeds above 200 m/min, while maintaining or reducing overall diameter and weight.
Lightweight constructions are being developed to reduce mechanical load on reels and support structures. By using advanced polymer compounds and high‑strength synthetic materials, manufacturers are achieving the same electrical and mechanical performance with lower weight, which in turn reduces energy consumption and mechanical wear on equipment.
Hybrid designs that combine power cores with optical fibres or communication cables are becoming more common. These integrated solutions provide both power and data transmission through a single cable, simplifying installation and reducing maintenance. Fibre optic elements are designed to withstand the same bending and tension as power cores, ensuring reliable data transfer even under dynamic conditions.
Material science is also advancing, with new elastomers offering even better thermal stability, lower temperature flexibility and improved resistance to aggressive chemicals. These materials extend the operating range and service life, particularly in extreme environments found in Southern Africa.
Smart cable monitoring is an emerging area. By incorporating sensors or using fibre optic technology within the cable, operators can monitor temperature, tension and health in real time. This allows predictive maintenance, reduces unexpected failures and optimises replacement schedules.
Low‑smoke halogen‑free designs are increasingly requested, especially in enclosed spaces or underground operations where fire safety is critical. These materials reduce smoke emission and toxic fumes in case of fire, improving safety for personnel and protecting equipment.
Finally, the move toward more energy‑efficient crane and mining systems means cables must also contribute to efficiency. Improved conductor materials and designs reduce electrical losses, while better thermal performance allows operation closer to theoretical limits without compromising reliability.
Frequently Asked Questions (FAQ)
What does (N)TSCGEWÖU mean?
Each letter refers to a construction feature defined in VDE 0250‑813. N means standardised design; T indicates tinned copper conductors; S stands for semiconductive screens; C means short lay‑up for flexibility; G denotes the protective earth conductor; E refers to HEPR insulation; W means polychloroprene sheath; Ö indicates anti‑twist reinforcement; and U means suitable for high mechanical stress.
What is the difference between trailing cable and reeling cable?
Trailing cables are designed for intermittent movement or dragging and have basic flexibility. Reeling cables like PANZERFLEX‑ELX are engineered for continuous winding, high speed, tension and torsion. Every part of the construction — from conductor to sheath — is optimised for dynamic duty, resulting in much longer life and better reliability.
Why is HEPR insulation used instead of XLPE?
XLPE is rigid and does not stretch or recover shape, making it unsuitable for repeated bending. HEPR is an elastic rubber that stretches and returns to its original form, maintaining electrical integrity even after thousands of cycles. It also has excellent dielectric strength and resistance to heat, ozone and weathering.
Can PANZERFLEX‑ELX be used on festoon systems?
Yes, it is fully suitable and widely used on festoon systems. The balanced construction, smooth outer diameter and flexibility reduce friction and wear, while the anti‑twist design prevents damage from side‑to‑side movement.
What is the maximum reeling speed?
Standard versions operate reliably up to 120–180 m/min. Reinforced high‑speed designs are available for applications exceeding 180 m/min.
Is the cable suitable for South African mining environments?
Absolutely. The heavy‑duty construction, abrasion‑resistant sheath, dust‑sealed design and wide temperature range make it ideal for open‑pit and underground mining conditions found across the country.
How does anti‑torsion protection work?
A high‑modulus synthetic braid is embedded between inner and outer sheaths. It absorbs and distributes twisting forces, ensuring the cable rotates as a single unit rather than allowing internal layers to shift or deform.
What voltage classes are available?
Standard classes are 3.6/6 kV, 6/10 kV, 8.7/15 kV and 12/20 kV, covering all common medium voltage systems used in South Africa. A 18/30 kV version is available for higher‑voltage applications upon request.
How is current capacity affected by multilayer winding?
When wound in multiple layers, heat generated by the conductor cannot dissipate freely, leading to temperature build‑up. This requires a reduction in the maximum continuous current compared to free‑air ratings. Typically, derating factors between 0.7 and 0.9 apply depending on the number of layers, drum material and ventilation conditions. Proper thermal calculation during system design ensures the cable operates within safe temperature limits.
What is the expected service life of a medium voltage reeling cable?
In typical South African operating conditions — including ports, surface mines and bulk terminals — PANZERFLEX‑ELX delivers an average service life of 18 to 24 months, and often longer with good maintenance. This compares to just 6 to 8 months for standard flexible cables and less than 6 months for fixed‑installation types used in dynamic applications. Life expectancy depends on duty cycle, tension, speed and environment, but the design is engineered for long‑term reliability.
Can the cable operate in coastal environments?
Yes, it is exceptionally well suited to coastal areas such as Durban, Cape Town and Richards Bay. The tinned conductors prevent corrosion from salt‑laden air, while the polychloroprene sheath provides excellent resistance to salt fog, ozone and ultraviolet radiation. Tested to over 1,000 hours of salt spray exposure without degradation, it maintains performance even in the harshest maritime climates.
How do I choose the correct cable size?
Selection is based on a combination of electrical and mechanical requirements. First, determine the system voltage and choose the appropriate voltage class. Next, calculate the full‑load current and apply relevant derating factors for installation and environment. Then verify that the selected conductor size provides sufficient tensile strength for the maximum length and tension in the system. It is always recommended to apply a safety factor of at least 1.2 on current and tension to ensure long‑term reliability.
Why Specialised Reeling Cables Are Critical for Industrial Reliability
The engineering advantages of PANZERFLEX‑ELX (N)TSCGEWÖU are clear and directly address the challenges faced by heavy industry across Southern Africa. The use of HEPR insulation provides the unique combination of high dielectric strength and elastic flexibility that no rigid material can match. The semiconductive screening system ensures uniform electric field distribution, preventing the partial discharge and breakdown that are common causes of failure in moving cables. The anti‑torsion reinforcement eliminates the damaging effects of twisting, while the heavy‑duty polychloroprene sheath delivers unmatched protection against abrasion, weathering and chemical attack. Together with high‑strength tinned copper conductors and a balanced construction, these features create a product that performs reliably under the most extreme conditions.
One of the most important lessons from field experience is that selecting a reeling cable should be treated as a mechanical engineering decision, not only an electrical one. While voltage and current ratings are essential, they represent only part of the requirement. The ability to bend, twist, carry tension and withstand environmental exposure are equally critical to long‑term performance. A cable that meets electrical specifications but lacks proper mechanical design will fail quickly and lead to significant additional costs.
This is why lifecycle cost analysis is so important. The initial purchase price of a specialised cable is higher than standard alternatives, but this difference is quickly offset by longer life, fewer replacements and drastically reduced downtime. In mining and port operations, where every hour of production has high value, the financial benefit of reliability far outweighs the initial investment. Operators who make decisions based on total cost of ownership consistently achieve better results and higher profitability.
Ultimately, the choice of power cable directly impacts operational reliability, personnel safety and maintenance workload. By using a product designed specifically for dynamic medium voltage applications — fully compliant with VDE 0250‑813 and proven in local conditions — companies ensure that their critical machinery operates continuously and safely. In an industry where uptime is profit, PANZERFLEX‑ELX is more than just a cable — it is a guarantee of performance.
Need Help Selecting the Right Medium Voltage Reeling Cable?
If you are planning a crane, mining, port, stacker/reclaimer or heavy‑duty reeling system project and need assistance selecting the correct flexible medium voltage cable, the FeiChun engineering team can help with professional support tailored to Southern African conditions. Our services include detailed cable selection based on your exact operating parameters, complete reel system matching to ensure compatibility, voltage class optimisation, accurate ampacity calculations including thermal derating, mechanical analysis of tension and torsion loads, OEM replacement solutions and custom cable manufacturing for special requirements.
We understand the unique challenges of operating in South Africa — from high‑altitude mines to coastal terminals — and we provide technical documentation and compliance information aligned with local standards and practices.
Contact:
Li Wang
Our team is ready to support your project from initial design through to installation, helping you achieve maximum reliability and lowest total cost of ownership.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: