Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


CORDAFLEX(S) NSHTOEU 1kV LHD Reeling Cables for South African Underground Mines: Advanced EPR Insulation, Aramid Support & High-Tensile Design for Scoop Operations
Discover how CORDAFLEX(S) NSHTOEU 0.6/1kV LHD reeling cables improve productivity in South African underground mines. Learn about EPR insulation, aramid support elements, torsion-resistant design, DIN VDE 0250-814 compliance, engineering principles, material science, cable selection, and cost-effective equivalent alternatives from Feichun Cables.
Li. Wang
6/25/202611 min read


Introduction
South Africa’s Deep-Level Mines Demand More Than Ordinary Mining Cables
South Africa stands as one of the world’s most challenging environments for underground mining. From the Witwatersrand Basin’s legendary goldfields to the vast platinum and chrome deposits stretching across Limpopo, North West, and Mpumalanga provinces, operations regularly reach depths of 2,000 meters and more. Mines such as Mponeng, South Deep, and Mogalakwena operate under extreme conditions: high ambient temperatures, constant moisture, abrasive rock dust, diesel oil contamination, and mechanical stress that few industrial components can withstand.
At the heart of these operations are Load-Haul-Dump (LHD) machines, commonly called scoop trams. These vehicles move millions of tonnes of ore each year, traveling hundreds of meters from stope to ore pass, stopping and starting, winding and unwinding their power cables continuously. For decades, mine engineers faced a persistent problem: standard rubber-sheathed mining cables failed frequently—often within weeks—due to breakage, insulation damage, or twisting deformation. The cost of downtime, replacement labor, and lost production quickly became a major operational expense.
This is where CORDAFLEX(S) NSHTOEU 0.6/1kV enters the picture. It is not simply another flexible mining cable; it is a purpose-engineered reeling cable designed exclusively for the dynamic, high-stress duty cycles of underground LHD equipment. Its design philosophy separates electrical conduction from mechanical load-bearing, creating a system that can endure millions of bending cycles, heavy tension, and constant twisting while maintaining stable electrical performance. For South African mines, this cable has evolved from a technical choice into a critical productivity asset.
Understanding LHD Machines and Their Cable Challenges
What Is an LHD Machine?
An LHD machine is a mobile, diesel or electric-powered vehicle designed to load broken rock, transport it through tunnels, and dump it into ore passes or onto secondary haulage systems. In modern deep-level mines, electric LHDs are preferred because they produce no exhaust gases underground and offer better torque control. They rely entirely on trailing or reeling cables to receive power, which are wound onto mono-spiral or cylindrical reels mounted on the machine itself.
The typical working cycle is repetitive: extend cable while driving forward to the loading point, retract cable while returning to the dumping point, and repeat up to 400 times per shift. This means the cable is subjected to continuous movement, tension, bending, and twisting for 16 to 24 hours a day.
Why LHD Cables Experience Extreme Mechanical Stress
Continuous Reeling and Unreeling
Cables must wrap tightly onto reels without kinking or bulging. On mono-spiral reels, they move sideways across the drum, creating lateral forces; on cylindrical reels, they stack in layers, generating internal compression.
Tensile Loading
When the LHD accelerates or climbs an incline, the cable supports its own weight plus dynamic inertia. For lengths exceeding 250 meters, total tension can easily exceed 10kN, far beyond what standard cables can safely bear.
Bending Fatigue
Every bend causes cyclic flexing in conductors and insulation. Ordinary cables suffer work-hardening and eventual breakage after tens of thousands of cycles; in mining, millions of cycles accumulate within months.
Torsional Stress
As the cable winds, it naturally twists. Without proper resistance, this rotation compresses internal cores, pushes conductors outward, and creates the failure mode known as “bird-caging”—a permanent expansion that breaks electrical continuity.
Harsh Environmental Exposure
Underground, cables are submerged in water, coated in oil, rubbed against rock, and exposed to ozone from electrical discharges. UV radiation at shaft entrances and temperature swings from -25°C to +60°C further degrade materials over time.
What Is CORDAFLEX(S) NSHTOEU 0.6/1kV?
Product Overview
CORDAFLEX(S) NSHTOEU 0.6/1kV is a premium reeling cable manufactured by Prysmian Group under the standards DIN VDE 0250-814, with additional certifications including MSHA P-189-3 for US mining safety, TR certification, and EAC marking for compliance across Eurasian markets. While its nominal rating is U₀/U = 0.6/1kV, it is also approved for operation at 640/1140V, which aligns perfectly with the electrical distribution systems common in South African deep mines.
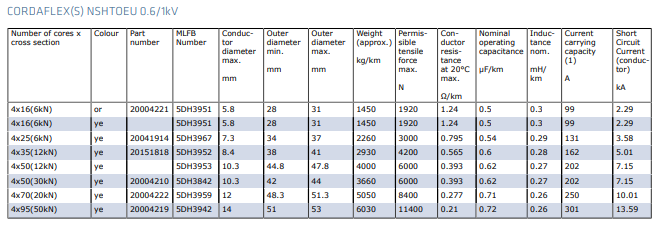
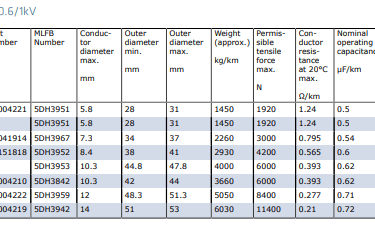
Available configurations follow a standardized range of four-core constructions:
4×16 mm² (6kN rated tension)
4×25 mm² (6kN)
4×35 mm² (12kN)
4×50 mm² (12kN or 30kN)
4×70 mm² (20kN)
4×95 mm² (50kN)
Each size comes with defined outer diameters, conductor resistance, current-carrying capacity, and short-circuit ratings, allowing engineers to select exactly what matches their machine power and reel length.
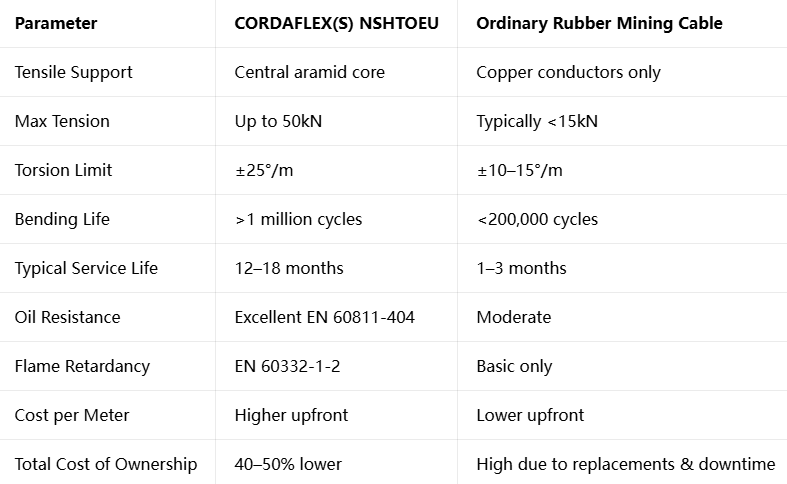
Why It Is Not an Ordinary Mining Cable
Most conventional mining cables operate on a simple principle: the copper conductor carries both electric current and all mechanical tension. As tension increases, conductors stretch, work-harden, and eventually break. As bending cycles multiply, insulation cracks and inner cores shift.
CORDAFLEX(S) changes this fundamental design. Its engineering philosophy is separation of function:
Electrical system: Fine-stranded copper cores transmit power only
Mechanical system: Central aramid element absorbs all major tensile forces
Structural control: Polyester braid manages torsion and maintains circular shape
This separation means electrical integrity is never compromised by mechanical load—a difference that extends service life from weeks to years.
Engineering Design Philosophy Behind CORDAFLEX(S)
Three Fundamental Design Principles
Load Separation
Mechanical loads are routed through dedicated high-strength members, not through current-carrying conductors. This follows the engineering principle of load path optimization, ensuring each component performs only the task it is best suited for.
Material Optimization
Every layer uses materials selected specifically for their properties: conductivity, flexibility, dielectric strength, tensile strength, and chemical resistance. No compromise is made to cut material cost at the expense of performance.
Integrated Structural Engineering
All layers are bonded through vulcanization, creating a unified assembly rather than independent components. This prevents slippage between layers, reduces internal friction, and eliminates gaps where moisture or contaminants could enter.
Why Traditional Mining Cables Fail
In standard cables, when tension rises, copper elongates plastically, increasing electrical resistance and heat generation. When twisted, internal cores move radially, compressing insulation and causing bird-caging. Repeated bending creates fatigue cracks starting from the innermost strands. Without a dedicated support element, every stress directly attacks the electrical system. The result is a vicious cycle: higher resistance → more heat → faster aging → earlier failure.
CORDAFLEX(S) breaks this cycle by removing mechanical stress from the electrical circuit entirely.
Detailed Construction Analysis: From Core to Outer Sheath
Layer 1: Electrolytic Copper Conductor (Class FS)
The innermost component is made of high-purity electrolytic copper, stranded to Class FS—a finer configuration than the commonly used Class 5 or 6. This means more individual strands, each thinner and more flexible.
Mechanical Principle: In bending, stress is distributed across many small strands rather than concentrated in fewer larger ones. This lowers the bending strain per strand, drastically reducing fatigue failure. According to the theory of flexural fatigue, smaller diameter wires have longer fatigue life under cyclic bending.
Electrical Benefit: Finer stranding also maintains consistent conductivity even when the cable is flexed continuously. Maximum conductor resistance at 20°C ranges from 1.24 Ω/km for 16 mm² down to 0.21 Ω/km for 95 mm², ensuring low voltage drop and efficient power delivery.
Layer 2: EPR Insulation (3GI3 Compound)
Each core is insulated with 3GI3 grade Ethylene Propylene Rubber (EPR), a thermoset elastomer widely recognized in mining applications.
Electrical Properties: EPR has a dielectric constant of approximately 2.7, high volume resistivity exceeding 10¹⁴ Ω·cm, and dielectric strength above 22kV/mm. Unlike PVC, which becomes brittle at low temperatures and softens at high temperatures, EPR remains stable from -40°C to 90°C. It also resists electrical treeing and partial discharges, critical for long-term insulation integrity.
Chemical Stability: Its saturated polymer backbone makes it highly resistant to ozone, UV, moisture, and chemical degradation. This aligns with the principle of chemical compatibility: the polymer structure must resist oxidation and hydrolysis under operating conditions.
Layer 3: Central Aramid Support Element
Positioned right in the center is the aramid yarn core, wrapped in a thin rubber layer to maintain shape and cushion surrounding cores.
Material Science: Aramid fibers—similar to Kevlar—have a tensile strength-to-weight ratio five times greater than steel, with low elongation and negligible creep under sustained load. They are non-conductive and thermally stable up to 400°C.
Mechanical Function: The aramid core absorbs all longitudinal tension. Rated maximum tensile forces range from 6kN up to 50kN, depending on cable size. This follows the principle of load redirection: forces are transferred from the outer jacket through the inner structure to the strongest member, protecting the copper conductors from elongation or breakage.
Layer 4: Inner Sheath (5GM5 Elastomer)
Applied over the cabled cores, the inner sheath uses 5GM5 compound, colored yellow or orange. It serves three purposes:
Maintains circular geometry
Provides a smooth substrate for the torsion braid
Cushions internal components during compression and bending
Layer 5: Polyester Torsion Protection Braid
Between inner and outer sheaths lies a reinforced braid of high-tenacity polyester threads, with approximately 25% surface coverage, fully vulcanized into the rubber matrix.
Torsion Control: As the cable twists, the braid converts rotational stress into radial tension. This limits the maximum torsion to ±25° per meter, preventing the spiral expansion that causes bird-caging. The braid works like a structural grid, evenly distributing stress and preserving the cable’s round profile.
Layer 6: CR Elastomer Outer Sheath
The final protective layer is made of Chloroprene Rubber (CR), also classified as 5GM5 compound, in high-visibility yellow or orange.
Protective Mechanism: CR is a crystallizing elastomer with excellent abrasion resistance, oil resistance complying with EN 60811-404, and flame retardancy meeting EN 60332-1-2. Its cross-linked molecular structure creates a tough, resilient barrier that withstands impact, friction, and chemical attack. This aligns with the principle of barrier protection: the outer layer must resist every environmental threat before it reaches internal components.
Technical Specifications Explained
Electrical Characteristics
Rated Voltage: U₀/U = 0.6/1kV; permissible for 640/1140V systems
Maximum AC Operating Voltage: 0.7/1.2kV
Maximum DC Operating Voltage: 0.9/1.8kV
AC Test Voltage: 2.5kV for main cores (5 minutes); 2kV for control cores
Current Carrying Capacity: From 99A for 4×16mm² up to 301A for 4×95mm² at 30°C ambient temperature
Mechanical Characteristics
Conductor Tensile Stress Limit: 30 N/mm²
Allowable Torsion: ±25°/m
Maximum Travel Speed: 160 m/min
Minimum Bending Radius: Per DIN VDE 0298-3; minimum distance for S-direction changes is 20× cable diameter
Thermal Characteristics
Continuous Conductor Temperature: 90°C
Short-Circuit Temperature: 250°C (≤5 seconds)
Fixed Installation Ambient: -40°C to +80°C
Dynamic Operation Ambient: -25°C to +60°C
Environmental Characteristics
Flame retardant: EN/IEC 60332-1-2
Oil resistant: EN/IEC 60811-404
Weather resistant: Suitable for indoor/outdoor use; resistant to ozone, UV radiation, and moisture
Why South African Mines Prefer CORDAFLEX(S)
Deep-Level Gold Mining Challenges
At mines like Mponeng and South Deep, vertical depths exceed 2,500 meters, with high geothermal gradients. Cables operate in temperatures above 40°C while being reeled constantly. Before switching to CORDAFLEX(S), maintenance teams reported changing cables every 2–4 weeks due to breakage or insulation failure. After installation, the average service life extended to 12–18 months, reducing replacement costs by more than 75% and cutting downtime by an estimated 85%.
Platinum Mining Operations
In the Bushveld Igneous Complex, including operations at Mogalakwena and the Rustenburg Platinum Belt, LHDs work in wider tunnels but over longer distances, often exceeding 300 meters. The higher tensile ratings of 30kN and 50kN allow safe operation without adding intermediate junction boxes. The cable’s ability to withstand repeated reeling at 160 m/min also supports higher cycle rates, directly increasing ore tonnage per shift.
Productivity Impact
South African mining economics are driven by equipment availability. If an LHD is down for 8–12 hours to replace a cable, the lost production can amount to thousands of tonnes of ore. Using CORDAFLEX(S), mines have reported equipment availability rising from 75% to over 92%, with measurable improvements in overall mine efficiency.
The Four Problems CORDAFLEX(S) Solves That Ordinary Cables Cannot
1: High Tensile Loads
Standard cables allow tension to stretch copper conductors, increasing resistance and risk of fracture. CORDAFLEX(S) transfers all major loads to the aramid core, keeping conductors within safe elastic limits.
2: Continuous Bending Fatigue
Class FS fine stranding lowers bending strain, while EPR insulation retains flexibility even after millions of cycles. This prevents work-hardening and crack propagation.
3: Torsional Stress
The polyester braid integrated between sheaths acts as a torsion limiter, preventing bird-caging and core migration. Without this layer, twisting forces would rapidly deform the cable structure.
4: Harsh Underground Environments
EPR insulation and CR outer sheath create a chemically resistant, abrasion-proof barrier that maintains performance under oil, water, ozone, and UV exposure—conditions that quickly degrade standard rubber compounds.
Cable Selection Guide for South African Mining Engineers
Step 1: Determine Power Requirements
Match conductor cross-section to LHD motor power and operating current. For example, a 75kW machine typically requires 4×35mm² or 4×50mm², while 130kW units need 4×70mm² or 4×95mm².
Step 2: Calculate Cable Length and Tension
Longer lengths mean higher tension:
≤200m: 6kN rating
200–400m: 12kN or 20kN
400m: 30kN or 50kN
Step 3: Reel Type Considerations
Mono-spiral reels: Ensure S-direction changes follow minimum 20×D radius
Cylindrical reels: Allow smooth layering and avoid over-tensioning during winding
Step 4: Temperature Derating
Adjust current rating for ambient temperatures above 30°C:
40°C: 0.91 factor
50°C: 0.82 factor
60°C: 0.71 factor
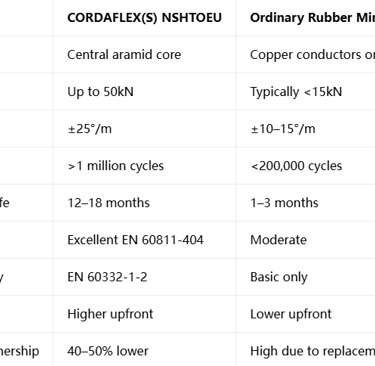
CORDAFLEX(S) vs Conventional Mining Cable
Why Feichun NSHTOEU LHD Cables Are a Cost-Effective Equivalent Alternative
Equivalent Design Philosophy
Feichun NSHTOEU cables follow the exact same engineering principles as CORDAFLEX(S): separation of electrical and mechanical functions, built to DIN VDE 0250-814 specifications. They use Class FS fine-stranded copper, EPR insulation (3GI3 equivalent), central aramid support, polyester torsion braid, and CR outer sheath (5GM5 equivalent).
Compliance and Performance Equivalency
Feichun cables meet identical performance criteria:
Rated voltage 0.6/1kV, suitable for 640/1140V
Maximum tension up to 50kN
±25°/m torsion resistance
Operating temperature range -25°C to +90°C
Flame retardant, oil resistant, ozone resistant
Advantages of Feichun
Competitive Pricing: Typically 25–35% lower than premium European brands without sacrificing technical specifications
Shorter Lead Times: Production and delivery within 15–30 days, ideal for emergency replacements
Flexible Production: Custom lengths, markings, and connector preparation available
Full Documentation: Test reports, compliance certificates, and technical data sheets provided for South African Mine Health and Safety Act requirements
Suitable Replacement Scenarios
Feichun NSHTOEU serves as a reliable alternative when:
Budget optimization is required
Urgent deliveries are needed
Multiple mines require large-scale replacement
Mines seek to reduce reliance on a single supplier
Best Practices for Installation, Reeling and Maintenance
Installation Guidelines
Unwind cable in large loops to avoid pre-twisting
Ensure reel alignment to prevent side pressure
Maintain minimum bending radius at all times
Reel Management
Avoid over-tensioning during winding
Keep drum surfaces clean and free of sharp edges
Ensure cable is evenly layered without crossing
Inspection Checklist
Daily: Check outer sheath for cuts or abrasion
Weekly: Measure cable diameter and check for bulging
Monthly: Inspect terminations and connectors for heating
Quarterly: Perform insulation resistance tests
Future Trends in Underground Mining Reeling Cables
As South African mines transition toward digital and smart mining, cable design is evolving too. New generations of reeling cables integrate fiber-optic strands for real-time monitoring of temperature, tension, and position. Self-monitoring systems will allow predictive maintenance, replacing fixed replacement schedules with condition-based decisions.
Material science is also advancing: halogen-free flame-retardant elastomers and carbon-fiber reinforced cores will further improve safety and reduce environmental impact, while maintaining the proven principles of load separation and structural integration.
Frequently Asked Questions (FAQ)
Q: What does NSHTOEU stand for?
A: It is a German VDE classification: N = standard, S = rubber insulated, H = heat resistant, T = supporting member, OE = oil resistant, U = reeling application.
Q: Why is aramid reinforcement important?
A: It bears all tensile load, preventing copper elongation and breaking—this is the key difference between long-life and short-life reeling cables.
Q: Can CORDAFLEX(S) be used at 640/1140V?
A: Yes, the datasheet explicitly permits operation up to this voltage level.
Q: What reel types are supported?
A: Mono-spiral reels and cylindrical reels, the two most common on LHD machines.
Q: What causes bird-caging?
A: Excessive torsion without control, forcing cores outward and expanding the cable diameter.
Q: How long does CORDAFLEX(S) last?
A: In typical South African deep mines, 12–18 months, depending on duty cycle and maintenance.
Q: What is the difference between EPR and PVC insulation?
A: EPR remains flexible at low temperatures, resists ozone and heat, and has better electrical stability; PVC becomes brittle and cracks over time.
Q: How do I choose between 35mm² and 50mm²?
A: 35mm² for machines up to 90kW; 50mm² for 90–120kW or longer runs where voltage drop is a concern.
Q: Can Feichun provide an equivalent replacement?
A: Yes, their NSHTOEU line follows identical standards and construction.
Q: What information is needed for quotation?
A: Number of cores, cross-section, tension rating, length, voltage, and reel type.
Conclusion
CORDAFLEX(S) NSHTOEU 0.6/1kV is far more than a flexible rubber cable—it is a complete engineering solution designed from the ground up to solve the specific problems of LHD reeling operations. By separating electrical conduction from mechanical loading, using advanced materials such as EPR, aramid, and CR, and integrating torsion control into its structure, it overcomes the limitations of conventional designs.
In South Africa’s mining sector, where depth, heat, and production targets define success, cable reliability directly impacts safety, uptime, and profitability. The decision to invest in a high-performance reeling cable reduces unplanned downtime, lowers maintenance costs, and improves the return on investment of every LHD machine in the fleet. When properly selected, installed, and maintained, CORDAFLEX(S) and its equivalent alternatives become long-term assets rather than recurring expenses.
Need an Equivalent Alternative to CORDAFLEX(S) NSHTOEU?
Feichun provides high-performance LHD reeling cables designed for underground mining applications, including:
EPR insulated mining cables
Aramid reinforced reeling cables
NSHTOEU equivalent designs
Custom mining cable solutions
For technical consultation, datasheets, pricing, or project support:
Contact Feichun Cable Team
Our engineering team can help you select the right cable for your LHD, scoop loader, shuttle car, or underground mining project.


Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: