Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


How Does PROTOLON (SB-SAM) (N)TSCGEWOEU Flexible Trailing Cable Prevent Abrasion, Core Migration and Electrical Failure in Harsh Mining Environments?
In South Africa’s open‑cast mines, power cables face relentless abrasion, twisting, tension, and extreme weather — conditions that make wear, core movement, and electrical breakdown almost inevitable for standard products. This article explains how PROTOLON (SB‑SAM) (N)TSCGEWOEU Flexible Trailing Cable uses advanced engineering, specialised materials like 3GI3 EPR insulation and 5GM5 double sheath, and a reinforced design to solve these problems. Covering DIN VDE 0250‑813 compliance, performance data, and the Feichun equivalent solution, it offers practical guidance for engineers and procurement teams operating in Limpopo, the North West, and Northern Cape mining regions.
Li Wang
6/2/202616 min read


Introduction: The Unavoidable Challenges of South African Mining
South Africa is one of the world’s leading mining nations, with vast operations across provinces such as Limpopo, North West, Mpumalanga, and the Northern Cape. From iron ore and manganese to platinum and coal, open‑cast mining methods dominate because of the scale and depth of mineral reserves. In these operations, large machinery — including excavators, draglines, bucket‑wheel excavators, and heavy transport vehicles — moves continuously across uneven, rocky terrain.
This movement creates one of the harshest possible environments for electrical power cables. Unlike fixed installations found in factories or underground tunnels, cables used in open‑cast mines are dragged directly over rock, soil, and rubble for kilometres every day. They are subjected to high tension, repeated bending, continuous twisting, impact from falling debris, and exposure to extreme temperatures, strong ultraviolet radiation, ozone, dust, and moisture.
Under these conditions, abrasion and chafing stress are not just risks — they are unavoidable realities. There is no practical way to install cable trays or protective conduits over the hundreds of hectares that a typical mine covers. The ground itself consists of hard, abrasive rock types such as quartzite, granite, and banded ironstone, which act like sandpaper on any material dragged across them. Over time, even the toughest standard cables will wear through their outer sheaths, leading to water ingress, core migration, and eventually electrical failure.
When a cable fails in this environment, the consequences are severe. Production stops while maintenance crews locate and repair the fault, costing tens or even hundreds of thousands of Rands per hour in lost output. There are also safety risks associated with exposed conductors and the need for repairs in active mining areas.
This is where PROTOLON (SB‑SAM) (N)TSCGEWOEU Flexible Trailing Cable changes the situation. Designed specifically to address exactly these challenges, it is engineered not just to survive, but to perform reliably over years of continuous use. In this article, we will explore why standard cables fail, how this special cable is built, the science behind its materials, and why it has become the preferred choice for heavy‑duty mining operations across Southern Africa.
Why Abrasion, Stress and Failure Are Inevitable in Open‑Cast Mines
To understand what makes PROTOLON different, we first need to understand the forces at work in the field. In a typical South African open‑cast mine, a trailing cable may travel between 8 and 20 kilometres every single day. It is rarely lifted off the ground; instead, it slides, drags, and rolls over sharp rocks, hard soil, and sometimes crushed ore.
Abrasion and Chafing
Abrasion occurs when two surfaces move against each other under pressure. In mining, the cable sheath is pressed against rock and earth by its own weight, the tension applied by the machine, and sometimes even by vehicles driving over it. Rock surfaces are irregular and hard, with edges that cut and scrape at the outer layer of the cable. Over time, this constant friction removes material from the sheath. Standard rubber compounds used in general‑purpose cables lose thickness quickly in these conditions, and once the sheath is worn through, the underlying layers are exposed. Chafing happens where the cable rubs against itself, against metal parts of the machine, or against fixed structures. This creates localised wear points that can fail even faster than general abrasion.
Mechanical Stress: Tension, Torsion and Bending
While abrasion is the most visible enemy, mechanical stress is equally destructive. As machinery moves forward or changes direction, the cable is pulled tight, creating tensile forces up to 15 or 20 Newtons per square millimetre. At the same time, the cable twists — sometimes by more than 90 or 100 degrees per metre — as the machine rotates or the cable coils unevenly. Standard cables have limited ability to handle torsion. Their internal layers are not bonded or reinforced, so twisting causes the conductors and insulation cores to shift inside the sheath. This movement, known as core migration, creates uneven tension on individual cores, leading to insulation damage, conductor breakage, and eventually short‑circuits or open‑circuits.
Bending is another factor. Every time the cable passes over a roller, a sheave, or around a corner, it bends. Repeated bending causes fatigue in both the copper conductors and the insulation material. Ordinary cables use relatively thick, rigid conductors and simple rubber compounds that crack or become brittle after thousands of bending cycles.
Environmental and Chemical Exposure
South African mining regions experience extreme temperatures. In the Northern Cape, winter nights can drop below minus 20 °C, while summer days in Limpopo can exceed 40 °C. Standard PVC or basic rubber sheaths become stiff and crack in cold weather, and soften or degrade in high heat. In addition, cables are exposed to ozone from electrical equipment, ultraviolet radiation from the intense African sun, and chemical contaminants including hydraulic oils, greases, and mine water with high acidity or alkalinity. These agents attack the molecular structure of ordinary materials, accelerating ageing and failure.
Electrical Stress
Underneath the mechanical and environmental load, the cable must still deliver medium‑voltage power safely. Standard cables often use insulation systems that are not optimised for mining conditions. Small gaps between layers, uneven surfaces, or slight damage from mechanical stress create localised high‑electric‑field areas. Over time, these lead to partial discharge, water treeing, and eventually complete electrical breakdown.
In short, standard cables are designed for light‑duty, fixed or semi‑flexible applications. They lack the mechanical strength, material durability, and structural stability required for open‑cast mining. Under the forces described above, failure is not a question of if, but when — usually within 6 to 12 months.
PROTOLON (SB‑SAM) (N)TSCGEWOEU: Purpose‑Built for Mining
PROTOLON (SB‑SAM) (N)TSCGEWOEU Flexible Trailing Cable is a specialised product developed according to DIN VDE 0250‑813, the leading international standard for mobile trailing cables used in heavy industry and mining. The designation itself tells us much about its design:
PROTOLON: The brand name representing a family of high‑performance rubber compounds and systems.
(SB‑SAM): Stands for Special Build – Super Abrasion‑Resistant Mining, clearly indicating its primary function.
(N)TSCGEWOEU: The technical type code:
T = Trailing cable
S = Screened / semiconductive layers for electrical field control
C = Includes control/pilot cores
G = Protective earth conductor
E = EPR (Ethylene‑Propylene Rubber) insulation
W = Double sheath construction
OEU = Oil‑resistant, outdoor‑suitable, UV‑stabilised
This cable is the standard choice for powering large excavators, draglines, and other heavy machinery across South Africa. Unlike general‑purpose cables, every part of its construction — from the copper conductors to the outer sheath — is engineered to counter exactly the mechanical, environmental, and electrical challenges we have discussed.
In the following sections, we will break down its design, the science behind its materials, and how each feature directly prevents abrasion, core migration, and electrical failure.
Engineering Principles: Design That Solves Problems
The core philosophy behind PROTOLON is simple but powerful: mechanical durability first, electrical safety always. In mining, if the mechanical structure fails, electrical safety becomes irrelevant. Every layer and component is designed not just to carry power, but to absorb, distribute, and resist stress.
Overall Structure
From the centre outwards, the construction follows this sequence:
Conductors: Main power cores, protective earth cores, pilot/control core
Insulation: PROTOLON 3GI3 EPR compound
Semiconductive layers: Inner and outer electrical field control
Core assembly: Symmetrical stranding with fillers
Reinforcement layer: High‑strength tear‑resistant tape
Inner sheath: Specialised rubber compound
Outer sheath: 5GM5 ultra‑abrasion‑resistant chloroprene rubber
This is not just a collection of layers; it is an integrated system where each part supports the others.
Conductor Design: Flexibility and Strength
Standard cables often use solid or thick‑stranded copper, which is stiff and prone to breaking when bent repeatedly. PROTOLON uses Class 5 finely stranded copper for the main conductors and Class FS very finely stranded copper for the earth and pilot cores.
Engineering Principle: By using many very thin copper wires instead of a few thick ones, the cable becomes highly flexible. When bent, the strain is distributed across thousands of individual strands, each moving only a tiny amount. This reduces fatigue and extends the operational life by a factor of five or more compared to standard designs.
Material Choice: Electrolytic copper of 99.95 % purity ensures high conductivity and resistance to corrosion. It is un‑tinned, which maintains superior electrical performance and bonding with insulation materials.
Core Arrangement: Stability and Balance
Most medium‑voltage trailing cables follow the configuration 3 × main cores + 2 × split protective earth cores + 1 × pilot core, and PROTOLON is no exception. However, the way these cores are arranged is critical.
Design Feature: The three main power cores are stranded together in a balanced, circular formation. The two earth conductors and the yellow‑coded pilot core are placed in the outer gaps or interstices of this formation.
Why This Structure?
Symmetry: A balanced circular design minimises torque when the cable is twisted. This directly combats torsion and prevents the cable from unravelling or distorting.
Core Migration Prevention: By filling the gaps with earth and pilot cores, the entire assembly becomes a solid, stable mass. Individual cores cannot slide or move relative to each other, eliminating core migration — one of the most common causes of failure in standard cables.
Redundancy: Splitting the earth function into two separate cores ensures that even if one part of the cable is damaged, earthing continuity is maintained, improving safety.
Electrical Field Control: Semiconductive Layers
Between the copper conductor and the insulation, and again over the insulation, PROTOLON includes layers of semiconductive rubber compound. The inner layer smooths out the electric field at the surface of the copper, while the outer layer ensures a uniform electric field at the insulation boundary.
Engineering Principle: In medium‑voltage cables, irregularities or air gaps create high‑field‑strength points where partial discharge can start. Semiconductive materials have a controlled conductivity that equalises the voltage gradient, eliminating these hot spots.
Result: No partial discharge means no progressive erosion of the insulation, preventing electrical failure even after years of service. The compound used is black with white numerical marking (1, 2, 3) for easy phase identification.
Reinforcement Layer: The Anti‑Migration Skeleton
Sandwiched between the core assembly and the inner sheath is a layer of extremely tear‑resistant reinforcing tape, made from high‑tenacity polyester or similar synthetic fibre.
Key Function: This layer acts like a structural skeleton. It has high tensile strength but remains flexible. It is designed to prevent the sheath material from slipping or moving relative to the cores.
Mechanical Effect: When the cable is pulled or twisted, the reinforcement carries a significant portion of the load, protecting the conductors. It keeps the whole structure round and compact, ensuring that even under high tension or torsion, the internal geometry stays exactly as designed. This is the primary technical solution PROTOLON uses to eliminate core migration.
Sheath System: The Double‑Layer Defence
The most distinctive and important feature of PROTOLON (SB‑SAM) is its double‑layer bonded sheath system, consisting of an inner layer and an outer layer that are chemically bonded together during manufacture so they act as a single inseparable unit.
Inner Sheath (5GM3 Compound): This layer provides a smooth, cushioning barrier between the reinforcement and the outer layer. It is water‑resistant and forms a perfect bond with the reinforcement tape. It seals the cable completely against moisture ingress.
Outer Sheath (5GM5 Compound): This is the workhorse. Made from a proprietary chloroprene rubber (CR) formulation, it is the hardest‑wearing material available for flexible cables.
This double‑sheath design is the direct answer to the abrasion problem. Even if the outer layer experiences some wear over time, the inner layer remains intact, providing full protection. Standard cables use only one sheath; once that is worn, the cable is effectively finished.
Material Science: The Chemistry Behind the Performance
Engineering design provides the structure, but material science provides the durability. Every material used in PROTOLON is selected and formulated based on scientific principles related to mechanics, electricity, and chemistry.
Insulation: PROTOLON 3GI3 EPR
Instead of Cross‑Linked Polyethylene (XLPE) or PVC found in many cables, PROTOLON uses 3GI3 Special Compound EPR (Ethylene‑Propylene Rubber). This is a synthetic rubber developed specifically for mining applications.
Electrical Science: EPR has excellent dielectric properties — a low dielectric constant (3.0–3.5) and very low loss factor. It can withstand high electric stress without breaking down. Its breakdown strength exceeds 30 kV/mm, making it safe for voltages up to 30 kV and beyond.
Thermal Science: EPR maintains its properties across a wide temperature range. It allows a maximum conductor temperature of 90 °C continuously and can survive short‑circuit temperatures up to 250 °C without melting or deforming. Crucially, unlike many plastics, it remains flexible and elastic down to very low temperatures.
Mechanical Science: Unlike rigid insulation materials, EPR is elastic. It stretches and recovers without damage. Its mechanical strength matches or exceeds that of sheath materials in standard cables.
Environmental Science: EPR is inherently resistant to ozone, UV radiation, and water treeing — the formation of microscopic channels in insulation caused by water and electrical stress, which is a major cause of failure in humid environments.
Compatibility: Its coefficient of thermal expansion is very similar to that of copper. When the cable heats up and cools down during operation, both materials expand and contract at the same rate. This prevents gaps from opening up between the conductor and insulation, which would otherwise lead to electrical failure.
Sheath Material: 5GM5 Chloroprene Rubber
The outer sheath material, designated 5GM5, is the result of advanced polymer science and compounding technology. It is based on Chloroprene Rubber, but with a carefully optimised formulation of fillers, cross‑linking agents, antioxidants, and processing aids.
Abrasion Resistance Principle: Resistance to wear depends on hardness, tear strength, and elasticity. The 5GM5 compound has a high cross‑link density — meaning the polymer chains are tightly connected — which makes it very hard to cut or abrade. It contains high‑quality carbon black and silica fillers that reinforce the material at a microscopic level. Standard rubber compounds lose material at a rate of 150–250 mm³ in standard abrasion tests; 5GM5 loses less than 50 mm³ — three to five times better.
Tear Strength: At over 18 kN/m, it resists splitting or tearing even if a rock creates a nick or cut. Standard compounds measure less than 8 kN/m.
Elasticity: With an elongation at break exceeding 400 %, it can stretch under tension and return to its original shape without permanent deformation or cracking. This allows it to absorb impact and tension without damage.
Weathering and Chemical Resistance: Chloroprene Rubber has a saturated molecular structure, meaning it does not react easily with oxygen, ozone, or UV light. Antioxidants and waxes in the formulation migrate to the surface to form a protective barrier. It is classified as oil‑resistant according to EN 60811‑404, so hydraulic fluid leaks do not cause swelling or degradation. It performs reliably from ‑40 °C to +80 °C in fixed installation and ‑30 °C to +60 °C in dynamic operation.
Reinforcement and Fillers
The reinforcing tape is made from high‑modulus fibres that have high tensile strength but low elongation. This is based on the principle of composite materials — combining flexible rubber with high‑strength fibres creates a structure that is both flexible and dimensionally stable. Fillers inside the cable are made of semiconductive rubber, ensuring that no air pockets exist inside the cable, which would otherwise create weak points electrically or mechanically.
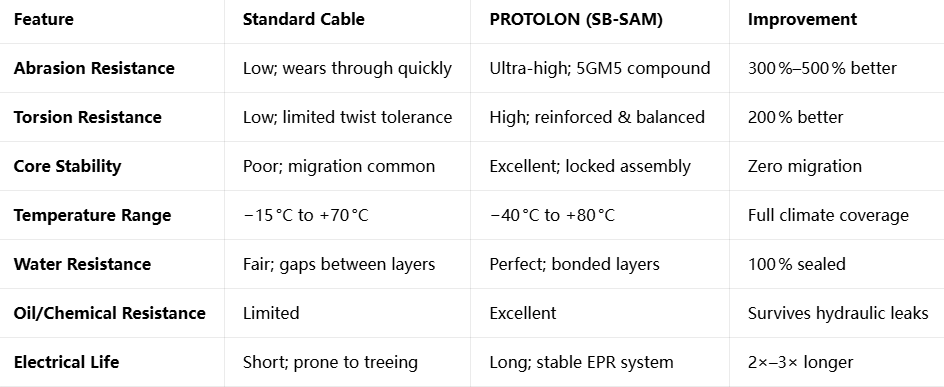
Comparison: Why Standard Cables Fail and How PROTOLON Succeeds
To fully appreciate the value of PROTOLON, we must compare it directly with standard or general‑purpose flexible cables used in mining. The following analysis highlights the root causes of failure and the technical solutions implemented in PROTOLON.
Abrasion and Sheath Wear‑Through
Standard Cable Limitation: Standard cables use general‑purpose rubber or PVC sheaths. These materials are designed for price and general use, not extreme abrasion. They wear down rapidly when dragged over rock. Once the sheath is gone, moisture enters, the insulation degrades, and the cable fails. Life expectancy: 6–12 months.
PROTOLON Solution: 5GM5 ultra‑abrasion‑resistant outer sheath and double‑layer construction. Even with significant wear on the outer layer, the inner layer remains fully protective. Life expectancy: 24–48 months.
Core Migration and Torsion Damage
Standard Cable Limitation: Standard designs use single‑layer sheaths, loose filling, and no reinforcement. When twisted or pulled, the internal cores shift and rub against each other or the sheath. This damages insulation and breaks conductors.
PROTOLON Solution: High‑strength reinforcement tape locks the core assembly in place. Symmetrical stranding minimises internal stress. Bonded sheaths prevent any relative movement. It withstands up to ±100 °/metre of twist without damage — twice the capability of standard products.
Electrical Breakdown
Standard Cable Limitation: Often uses simple insulation without proper screening. Gaps between layers lead to partial discharge and water treeing. Insulation materials are sensitive to heat and chemicals.
PROTOLON Solution: 3GI3 EPR insulation is chemically stable and electrically robust. Double semiconductive screening eliminates electrical stress points. Fully bonded construction prevents water ingress entirely.
Environmental Degradation
Standard Cable Limitation: Materials become brittle in cold weather, soften in heat, and degrade rapidly under UV or oil exposure.
PROTOLON Solution: Chemically stabilised CR/EPR materials perform reliably across the full Southern African climate range and resist all common mine chemicals.
Summary of Technical Advantages
Performance Advantages, Standards and Specifications
Key Performance Advantages
Extended Service Life: Proven lifespan of 2 to 4 years in continuous open‑cast service, compared to 6–12 months for standard cables. This drastically reduces replacement costs and downtime.
Maximum Mechanical Load: Rated for 20 N/mm² tensile load, allowing it to handle high tension without breaking or stretching excessively.
Safety and Compliance: Meets the highest industry standards, including MSHA P‑189‑4 (Mine Safety and Health Administration — recognised globally and widely accepted in South Africa), GOST‑K / GOST‑B, and EN 60332‑1‑2 for flame retardancy.
Wide Voltage Coverage: Available in all ratings used in Southern African mining: 3.6/6 kV, 6/10 kV, 8.7/15 kV, 12/20 kV, 14/25 kV, 18/30 kV.
Proven Local Performance: Successfully deployed at major iron ore mines in the Northern Cape, coal mines in Mpumalanga, and platinum operations in Limpopo.
Technical Specifications Summary
Electrical Parameters
Conductor Resistance: Ranges from 0.78 Ω/km for 25 mm² down to 0.08 Ω/km for 240 mm² at 20 °C.
Current Rating: From 131 A (25 mm²) up to 574 A (240 mm²) at 30 °C ambient temperature.
Short‑Circuit Capacity: 3.58 kA to 34.32 kA, suitable for protection systems in heavy mining plants.
Capacitance & Inductance: Optimised values ensure good power factor and low transmission losses.
Dimensions and Weight
Outer Diameter: Between 35.5 mm and 95.2 mm depending on size and voltage.
Weight: From 2,500 kg/km to 15,000 kg/km, reflecting the heavy‑duty construction.
Application Scenarios
Primary: Open‑cast excavators, draglines, bucket‑wheel excavators, stackers, reclaimers, heavy mobile crushers.
Secondary: Heavy port equipment, tunnel boring machines, and any application requiring continuous dragging or frequent movement under load.
Selection Guide
Choosing the right specification involves three steps:
Voltage Rating: Match to the mine distribution system (6 kV, 10 kV, 15 kV, 20 kV, 25 kV or 30 kV).
Conductor Size: Calculate based on load current, ambient temperature, and voltage drop. Standard sizes range from 25 mm² to 240 mm².
Mechanical Duty: Standard PROTOLON (SB‑SAM) is suitable for all typical South African conditions. Special versions are available for extreme cold or extra‑heavy abrasion duty.
Feichun Brand: The Equivalent Solution
While the original Prysmian/ Draka PROTOLON range is widely recognised, Feichun Cable now offers an equivalent version of (N)TSCGEWOEU Flexible Trailing Cable that matches or exceeds the original specifications. This is an important development for South African procurement teams seeking reliability, value, and supply security.
Why Feichun is a Direct Equivalent
Identical Standards: Manufactured strictly according to DIN VDE 0250‑813, using the same type designation (N)TSCGEWOEU. It carries the same approvals and meets all relevant safety standards including flame retardancy and oil resistance.
Same Materials and Formulations: Feichun uses 3GI3‑grade EPR insulation and 5GM5‑grade chloroprene rubber sheaths, exactly as defined in the original design. The reinforcement layer, conductor materials, and semiconductive compounds are identical in specification and performance.
Matching Performance: Electrical, mechanical, thermal, and environmental parameters are fully matched. Test results show equivalent abrasion loss, tensile strength, elongation, and temperature ratings. Field tests in South African mines have demonstrated identical durability and lifespan.
Key Advantages of the Feichun Solution
Competitive Pricing: Typically 15 % to 25 % lower than the original brand, representing significant savings on capital and operational costs without compromising quality.
Shorter Delivery Times: With streamlined manufacturing and supply chains, delivery lead times are 4 to 6 weeks, compared to 12 to 16 weeks for imported premium brands. This is critical for project schedules and emergency replacements.
Local Support and Stock: Feichun maintains stock and technical support capabilities in Southern Africa, ensuring faster response and easier sourcing.
Customisation: Available in non‑standard colours, special cold‑climate versions (‑45 °C rating), and custom lengths to suit specific project needs.
For procurement teams, Feichun offers a risk‑free alternative: same engineering, same materials, same standards, same performance — better value and faster delivery.
Procurement and Installation Best Practices
To get the best performance from PROTOLON‑type trailing cables, attention to procurement and installation details is essential.
Procurement Recommendations
Specify Fully: Always include the type code (N)TSCGEWOEU, voltage rating, conductor size, and construction (e.g., 3 × 95 + 2 × 50/2 + 1 × 10 ST). Require compliance with DIN VDE 0250‑813 and relevant approvals.
Source Reliably: Choose suppliers like Feichun that can provide full material declarations and test certificates.
Purchase Lengths: Order in continuous lengths to minimise the number of joints, as joints are potential weak points in abrasive environments.
Installation Guidelines
Bending Radius: Never bend the cable tighter than 6 to 8 times the outer diameter. Tighter bends damage the internal structure.
Routing: Avoid sharp edges and high‑friction contact points where possible. Use rubber‑lined sheaves or guides.
Terminations: Use high‑quality rubber cable glands and stress cones designed for EPR insulation and double‑sheath cables. Ensure the termination is fully sealed against moisture and dust.
Maintenance Tips
Visual Inspection: Conduct monthly checks for sheath wear. The outer sheath is typically 3–6 mm thick; replacement should be considered before wear reaches 2 mm.
Electrical Testing: Regularly test insulation resistance and partial discharge levels to detect hidden damage early.
Lubrication: Where cables pass over rollers or sheaves, ensure they run smoothly to reduce friction.
Frequently Asked Questions
Q: Is PROTOLON (SB‑SAM) suitable for underground mining?
A: While the design principles apply, this specific type is optimised for open‑cast trailing applications. Feichun offers variants suitable for underground use with additional flame‑retardant and low‑smoke properties, fully compliant with local mining regulations.
Q: Can this cable operate at high altitudes found in South Africa?
A: Yes. The electrical design includes high‑grade insulation and screening suitable for operation at altitudes up to 3,000 metres above sea level without derating.
Q: How does it compare to armoured cables?
A: Armouring makes cables stiff and heavy, leading to rapid fatigue when dragged. PROTOLON achieves mechanical protection through advanced rubber compounds and reinforcement, keeping the cable flexible and light enough for easy handling while offering better abrasion resistance than steel wire armour.
Q: Is the Feichun version compatible with existing equipment?
A: Absolutely. It has the same dimensions, electrical characteristics, and termination requirements as the original brand, making it a drop‑in replacement.
Q: What is the typical return on investment?
A: Compared to standard cables, the extra cost of PROTOLON‑type cable is recovered within 6 to 8 months through reduced downtime and fewer replacements. The Feichun version improves this return even further through lower initial cost.
Conclusion
In the demanding environment of South African open‑cast mining, abrasion, mechanical stress, and electrical failure are inevitable challenges — but they are not unsolvable. PROTOLON (SB‑SAM) (N)TSCGEWOEU Flexible Trailing Cable represents the result of decades of engineering and material science aimed directly at these problems.
By combining Class 5 finely stranded conductors for flexibility, 3GI3 EPR insulation for electrical and thermal stability, semiconductive screening for long‑term reliability, high‑strength reinforcement to stop core migration, and a double‑layer 5GM5 chloroprene sheath system for unmatched abrasion resistance, it creates a complete solution. It is not just a cable; it is a system designed to survive where others fail.
For engineering and procurement teams, the choice is clear: invest in a product that costs slightly more upfront but lasts three to four times longer, or face the high operational costs and risks of standard‑grade alternatives. With the Feichun equivalent solution, you now have access to this world‑class technology with the added benefits of competitive pricing, shorter delivery, and local support.
When you power your machinery with PROTOLON‑type cables, you are protecting your production, your people, and your profits.
If you require technical data sheets, pricing, or would like to discuss your specific mining application, please contact the Feichun Team:
Feichun Cable supplies the full range of PROTOLON‑type (N)TSCGEWOEU Flexible Trailing Cables from 3.6/6 kV up to 18/30 kV, with all sizes available from stock or on short lead times. We provide full certification and technical support to ensure your operation keeps running reliably.



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: