Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


How Does PROTOLON(M) R-(N)TSCGEWOEU Medium Voltage Reeling Cable Withstand Extreme Mechanical Stress in Open-Cast Mining Operations? Engineering Principles Explained
PROTOLON(M)-R medium voltage reeling cable is purpose-built for South Africa’s toughest open-cast mines — from Venetia Diamond Mine to Palabora Copper and Mpumalanga coalfields. This article explains its engineering design, material science, structural principles, and how it outperforms standard cables under constant winding, tension, abrasion, and harsh weather. Learn why it is the trusted choice for excavators, dump trucks, and mobile crushers, with full technical specifications, comparison data, selection guidance, and procurement best practices.
Li Wang
6/2/202617 min read


Introduction
Open-cast mining is one of the most demanding industrial environments on Earth. In South Africa, where mining forms the backbone of the economy, operations take place across vast, exposed sites — from the arid Northern Cape to the highveld coalfields and the hot, humid Limpopo region. Heavy machinery such as large excavators, 300-tonne dump trucks, mobile crushers, and stacker-reclaimers operate 24 hours a day, moving millions of tonnes of rock and ore annually. These machines rely on a continuous, reliable supply of medium voltage electricity — typically between 3.6 kV and 35 kV — to function.
The cables that deliver this power face conditions that would destroy standard industrial cabling in a matter of months. They are wound and unwound hundreds of times per day on spiral or cylindrical reels, pulled across rough ground, dragged over rock, exposed to extreme temperatures, intense ultraviolet radiation, abrasive dust, and corrosive mine water. They must withstand high tensile forces, repeated bending, twisting, compression, and impact — all while maintaining perfect electrical performance and safety.
This is exactly the environment for which PROTOLON(M)-R Medium Voltage Reeling Cable without Integrated Fiber-Optics was engineered by Prysmian Group. It is not just a cable; it is a complete technical solution designed specifically to survive and perform where ordinary products fail. In this detailed analysis, we explore exactly how it works — from the fundamental engineering principles and material science behind every layer, to the structural design choices, performance advantages, compliance standards, and why it has become the industry standard across South Africa’s leading mining operations.
Technical Specifications and Applicable Standards
Voltage Classes and Configurations
PROTOLON(M)-R is available in a full range of voltage ratings to match every common mining application, from small to very large machines. According to the official product documentation, the available rated voltages are:
3.6/6 kV
6/10 kV
8.7/15 kV
12/20 kV
14/25 kV
18/30 kV
20/35 kV
This range covers virtually all medium voltage systems used in South African open-cast mines, where 10 kV, 15 kV, and 20 kV are the most widely adopted standards.
The standard construction is a 3-core design: three main power cores plus three auxiliary earth/neutral cores arranged symmetrically in the gaps between the main conductors. Typical configurations follow the format 3×[main cross-section] + 3×[earth cross-section]/3, for example 3×70 + 3×50/3 mm², which is one of the most popular sizes for medium-duty applications.
Cross-sections range from 25 mm² up to 300 mm², covering power requirements from approximately 1 MVA to over 20 MVA. For every size and voltage, detailed parameters are defined in the technical data sheets, including:
Maximum conductor diameter: from 7.1 mm (25 mm²) to 24.7 mm (300 mm²)
Overall diameter: between 35.5 mm and 99.6 mm depending on voltage and size
Weight: from 2,220 kg/km up to 18,200 kg/km
Permissible tensile force: from 1,500 N for small sizes up to 18,000 N for the largest conductors
Conductor resistance at 20°C: ranging from 0.78 Ω/km (25 mm²) down to 0.064 Ω/km (300 mm²)
Short-circuit current capacity: from 3.58 kA to 42.9 kA
Current-carrying capacity: 131 A to 620 A at 30°C ambient temperature
Compliance and Certification
One of the reasons PROTOLON(M)-R is trusted globally and widely accepted in South Africa is that it is manufactured to meet the strictest international and regional standards. These include:
DIN VDE 0250-813: German standard for reeling cables for mining, defining mechanical and electrical performance
DIN VDE 0295: Conductor construction and classification
DIN VDE 0207: Insulation and sheathing materials for flexible cables
MSHA P-189-4: Mine Safety and Health Administration certification, recognised in South Africa and globally
GOST R: Eurasian conformity standards, widely referenced in heavy industry
IEC 60502: International standard for medium voltage power cables
Compliance with these standards is not just a formality. In South Africa, the Department of Mineral Resources and Energy (DMRE) and major mining houses require all electrical equipment — including cables — to meet rigorous safety and performance criteria. PROTOLON(M)-R is pre-qualified against these requirements, eliminating the need for costly third-party testing and validation for each project.
Structural Design and Engineering Principles
The design of PROTOLON(M)-R follows a single, clear philosophy: dynamic performance first. Unlike fixed-installation cables, which are built to remain stationary, this cable is engineered to move, bend, twist, stretch, and flex continuously throughout its entire service life. Every layer, every material choice, and every dimension is calculated to work together as a system, distributing stress, protecting electrical integrity, and ensuring that mechanical life matches or exceeds electrical life.
Below we break down the construction layer by layer, explaining exactly what each component does, why it is made that way, and the engineering science behind it.
Conductor: Fine-stranded Tinned Copper
At the very heart of the cable is the conductor — the part that carries the electrical current. In PROTOLON(M)-R, this is not standard solid or coarse-stranded copper. It is high-purity electrolytic copper (99.95% purity), fine-stranded to Class FS as defined in DIN VDE 0295, with every individual strand coated in a uniform layer of tin (minimum 2 micrometres thick).
Why this design?
Mechanical flexibility: Fine stranding means thousands of tiny wires instead of a few thick ones. When the cable bends or winds onto a reel, each individual strand moves slightly relative to its neighbours. This distributes bending stress evenly across the whole conductor, preventing the formation of fatigue cracks that would eventually break larger strands. This follows the principle of stress distribution in composite structures: many small elements are far more resistant to repeated bending failure than a single solid piece. In practical terms, this design allows the cable to be bent over a radius as small as 6 times its outer diameter without damage — half the radius required for standard cables.
Corrosion resistance: South African mine environments are chemically aggressive. Groundwater is often acidic or high in salts, sulphates, and heavy metals; air contains sulphur compounds and dust that absorbs moisture. Plain copper would corrode rapidly, increasing resistance, overheating, and eventually failing. Tin coating acts as a barrier: it is chemically inert, resists oxidation, and prevents galvanic corrosion between copper and other materials. This is based on cathodic protection and barrier layer principles in corrosion science..
Electrical performance: High-purity copper ensures maximum conductivity (minimum 58 MS/m), keeping energy losses low. Fine stranding also results in a smoother overall surface, which helps maintain a uniform electrical field inside the insulation.
Inner Semiconductive Layer
Directly over the conductor lies a thin layer of EPR-based semiconductive compound, grade 3GI3. This material has controlled electrical conductivity — it is neither an insulator nor a perfect conductor.
Engineering purpose and principle:
In any medium voltage cable, the electric field is strongest at the surface of the conductor. If that surface is uneven or if air gaps exist between conductor and insulation, the field becomes concentrated at those points, leading to partial discharges — small electrical sparks inside the cable that slowly erode the insulation over years, eventually causing breakdown.
The semiconductive layer solves this through field grading theory. It creates a smooth, continuous, conductive interface that matches the shape of the conductor exactly, eliminating air gaps and ensuring the electrical field is distributed evenly across the entire cross-section. This drastically reduces electrical stress and prevents partial discharge activity — a key factor in long service life.
Insulation: PROTOLON® HS Ethylene Propylene Rubber
This is the most critical component for electrical performance and mechanical durability. Unlike many standard medium voltage cables that use cross-linked polyethylene (XLPE), PROTOLON(M)-R uses PROTOLON® HS — a high-grade, specially formulated Ethylene Propylene Rubber (EPR).
Why EPR instead of XLPE? This choice is fundamental to its success in mining:
Mechanical flexibility and elasticity: XLPE is a thermoset plastic — it is stiff, hard, and relatively brittle. When bent repeatedly or exposed to cold temperatures, it tends to crack. EPR is an elastomer: it is highly flexible, elastic, and soft. It can stretch more than 400% without breaking and return to its original shape. It remains flexible even at temperatures as low as -40°C and does not soften or flow at up to +90°C — the maximum continuous conductor operating temperature. This is essential in South Africa, where winter nights in the Highveld can drop well below freezing, while summer days exceed 40°C.
Electrical properties: EPR has excellent dielectric characteristics: a relative permittivity of just 2.3 (low enough to keep capacitance manageable), a very low dissipation factor (tan δ < 0.001, meaning minimal heat generation under voltage stress), and a dielectric strength exceeding 20 kV/mm. These properties remain stable over decades, even under high mechanical strain.
Chemical resistance: The molecular structure of EPR is saturated — it contains no carbon-carbon double bonds — making it highly resistant to ozone, oxygen, UV radiation, acids, alkalis, and most chemicals found in mine environments.
From a scientific perspective, this material combines elasticity theory (ability to deform and recover), dielectric physics (stable electrical insulation), and polymer chemistry (saturated molecular chains for stability).
Outer Semiconductive Layer
On the outside of the insulation is a second semiconductive layer, this time made from a modified nitrile rubber (NBR) compound designed to be cold-stripable.
Function and principle:
Just as the inner layer evens the field at the conductor, this outer layer ensures a uniform electric field at the outer surface of the insulation and shields the cable from external electrical interference. Being cold-stripable is a practical engineering choice: it means maintenance crews can remove it quickly and cleanly without heating or special tools, speeding up jointing and repair work in the field — a major advantage in remote mining locations.
Earth Conductors
Three additional conductors, identical in material and construction to the main power cores but usually smaller in cross-section (typically 1/2 or 1/3 the size), are placed symmetrically in the gaps between the three main cores.
Two purposes, one design:
Electrical safety: They provide a low-impedance path to earth for fault currents, ensuring rapid operation of protection systems and safety for personnel and equipment. Short-circuit current ratings are precisely calculated to match the main cores.
Mechanical engineering: By filling the natural spaces between the three round cores, they give the entire cable a perfectly circular overall shape. This shape is critical: it ensures even pressure distribution when the cable is wound onto a reel, prevents crushing or deformation, and improves both bending and twisting performance. It also forms part of the integrated mechanical load-sharing system.
Inner Sheath
Over the assembled cores comes the inner sheath: a layer of special EPR compound, grade 5GM3.
Role and science:
This acts as a first barrier against moisture, dust, and chemical ingress. It also serves as a cushioning layer, absorbing minor impacts and distributing forces evenly. Importantly, it is chemically bonded both to the underlying assembly and to the reinforcement layer above, creating a single, integrated structure. This integration is key — in many cables, layers slip against each other under movement, causing internal abrasion and fatigue. In PROTOLON(M)-R, everything moves together as one unit, following principles of composite material bonding and stress transfer.
Anti-Torsion Reinforcement: The Patented Core Technology
Between the inner and outer sheaths lies what many engineers consider the most important innovation: the high-modulus polyester braided reinforcement layer, manufactured at a precise angle of ±54.7 degrees to the cable axis.
Why this structure exists — and the physics behind it:
When a cable is wound onto a reel or dragged over uneven ground, it inevitably twists. Standard cables have no resistance to this: even small twists (30–40 degrees per metre) create internal stress, leading to deformation, bulging, sheath tearing, and eventually core damage.
This braided layer changes everything. The angle of 54.7° is not random — it is the mathematically optimal angle derived from torsion mechanics and composite stress analysis. When the cable tries to twist, the braid fibres tighten and convert the twisting force into a uniform radial compression force around the entire circumference. This counteracts the twist and keeps the cable perfectly round and stable.
Additionally, this layer shares the tensile load with the copper conductors. In ordinary cables, only the copper carries the weight and tension — limiting how much force can be applied before damage. Here, the high-strength polyester (tensile strength >8 cN/dtex, virtually no creep) takes a significant portion of the load, increasing the permissible pulling and winding force by 200–300%. For example, a 3×70 mm² cable has a maximum allowable tension of 4,200 N — far more than a standard cable of the same size.
This layer allows PROTOLON(M)-R to operate reliably even under continuous torsion of ±100° per metre — a level that would destroy other cables in days.
Outer Sheath: 5GM5 Grade Chloroprene Rubber
The outermost layer is the heavy-duty sheath, made from chloroprene rubber (CR), grade 5GM5 — the highest specification available for mining cables.
Material science and function:
This is the cable’s first and last line of defence against the world outside. It must resist abrasion, cutting, tearing, ozone, UV light, extreme temperatures, water, acids, alkalis, oils, and chemicals — all while remaining flexible.
Chloroprene rubber is chosen because it meets every requirement:
Abrasion resistance: Less than 50 mm³ volume loss in the standard DIN 53516 abrasion test — 4 to 5 times better than ordinary rubber or PVC. This is vital in South Africa’s dusty mines, where abrasive particles act like sandpaper on moving cables.
Weathering resistance: The polymer structure is saturated and contains stabilisers. It withstands 100 hours of exposure to 0.5 ppm ozone without cracking, and retains over 90% of its strength after 1,000 hours of intense UV radiation — perfect for open sites with no shade.
Temperature range: Remains flexible at -40°C and stable up to +70°C, covering every climate found in Southern Africa.
Chemical inertness: Resists hydrolysis, salt water, mine acids, and greases.
From a design perspective, the sheath is thick enough to provide protection but carefully dimensioned so as not to make the cable stiff or heavy unnecessarily. It is also bonded to the reinforcement layer below, so no separation or slipping occurs.
Material Science: Principles Behind Performance
Every material used in PROTOLON(M)-R is selected based on fundamental scientific principles, tested and proven under real mining conditions. Here we summarise the core science that makes it work.
Corrosion and Environmental Resistance
Corrosion in mining is an electrochemical process: metals degrade when exposed to moisture, oxygen, and conductive fluids. In South African mines, water often has a low pH (acidic) or high salinity, accelerating this process.
Tinned copper conductors: Tin acts as a noble metal coating. It is more chemically stable than copper and forms a protective oxide layer that stops further reaction. This follows the barrier protection principle.
Saturated polymer materials (EPR, CR): These materials have molecular chains with no reactive double bonds. They cannot be easily broken down by ozone, oxygen, or UV radiation — unlike unsaturated rubbers or plastics that degrade rapidly. This is based on polymer stability and degradation kinetics.
Fully sealed construction: All layers are bonded together, creating a continuous barrier that prevents water or chemicals from reaching the conductor or insulation. This eliminates the electrochemical cell needed for corrosion to happen.
Mechanical Strength and Flexibility
The balance between being strong and being flexible is the hardest engineering challenge in reeling cables.
Fine stranding and elastomeric insulation: By using many small wires and rubber-like insulation, the cable achieves high flexibility through low bending stiffness — the force required to bend it is minimised because each component can move independently and elastically.
Braided reinforcement as composite reinforcement: This works exactly like reinforced concrete or fibre-reinforced plastics: strong fibres carry tension forces, while the surrounding rubber matrix holds them in place and distributes load. The braid angle optimises performance for both tension and torsion.
Integrated bonding: By vulcanising all layers together, the cable acts as a single solid unit. Loads are transferred evenly between layers, preventing localised stress concentrations that cause failure — a key principle in structural mechanics of layered materials.
Electrical Performance and Long Life
Electrical failure usually happens slowly over years due to partial discharges, water treeing, or thermal ageing.
Uniform electric field design: Inner and outer semiconducting layers remove stress points. Partial discharge levels are kept below 2 picocoulombs — effectively zero activity — ensuring the insulation ages at its designed rate.
Low dielectric loss: EPR insulation generates very little heat under electrical stress. Combined with excellent thermal conductivity, this keeps operating temperatures stable, slowing the ageing process significantly (following the Arrhenius ageing law, which describes how chemical degradation speeds up with temperature).
Water-tight design: By stopping water ingress, water treeing — the most common failure mode in medium voltage cables worldwide — is completely prevented.
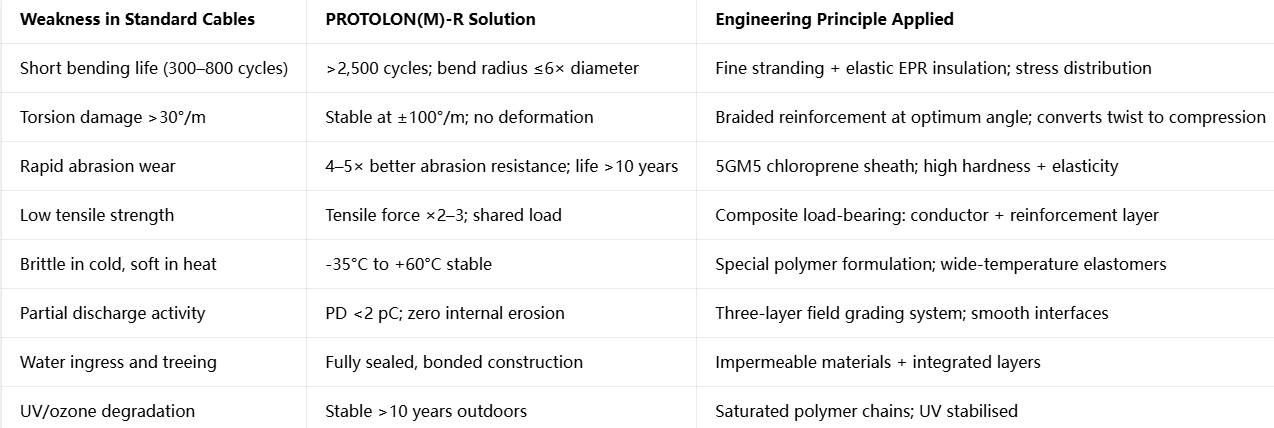
Comparative Analysis: Why Standard Cables Fail — and How PROTOLON(M)-R Solves It
To truly understand the value of this cable, we must look at what happens when standard industrial or fixed-installation cables are used in open-cast mining. The difference in performance is dramatic, and understanding why they fail explains every design choice we have discussed.
Common Failure Modes of Standard Cables
Mechanical Failure (70–80% of all faults)
Fatigue from bending: Standard cables use coarser stranding and rigid insulation (XLPE or PVC). When wound repeatedly, bending stress concentrates at the conductor surface. After only 300 to 800 cycles, individual strands begin to break, resistance rises, and eventually the conductor fails completely.
Torsion damage: Without anti-torsion reinforcement, any twist over 30–40°/m causes the cable to bulge or “balloon” as internal pressure builds. The sheath tears, cores get crushed, and insulation cracks.
Abrasion wear: Ordinary rubber or PVC sheaths have poor abrasion resistance. In dusty environments, they wear through in just 3 to 6 months, exposing cores to damage and moisture.
Tensile breakage: In standard designs, only the copper carries tension. If pulled too hard or caught under rock, the conductor stretches or snaps easily.
Cold temperature failure: PVC and many rubbers become stiff or brittle below -10°C. In winter on the Highveld, they crack immediately when bent.
Electrical Failure (15–20% of faults)
Partial discharge erosion: Poor field control creates small internal sparks that eat away insulation over 3–5 years until breakdown occurs.
Water treeing: Even small amounts of water entering through a damaged sheath create tree-like channels in the insulation, leading to sudden failure.
Thermal runaway: Materials with high dielectric loss heat up under load; heat softens insulation, leading to accelerated ageing and failure.
Environmental Degradation
UV and ozone cracking: Unsaturated polymers degrade rapidly in open air. Cables become covered in cracks within 1–2 years.
Chemical swelling: Acidic or saline mine water causes many materials to swell, soften, or dissolve.
How PROTOLON(M)-R Eliminates These Weaknesses
Every single weakness of standard cables has been addressed with a specific engineering solution rooted in proven science. This is why in South African mines, the service life of PROTOLON(M)-R is typically 10–15 years, compared to just 2–4 years for ordinary alternatives.
South African Open-Cast Mining Environment: Challenges and Fit
South Africa is home to some of the world’s largest and most technically challenging open-cast mines. The environment here is unique — and uniquely harsh. Understanding these conditions explains exactly why this cable is the perfect fit.
Typical Environmental Conditions
Climate Extremes: Temperatures range from as low as -5°C in winter nights in the Northern Cape and Highveld, to above +45°C in summer in Limpopo and Mpumalanga. Relative humidity varies from less than 10% in dry seasons to over 90% in wet periods. Solar radiation levels are among the highest in the world, leading to intense UV exposure year-round.
Chemical Exposure: Mine water is often acidic (pH as low as 3) due to oxidation of sulphide minerals, or highly saline in arid areas. Groundwater and surface water contain sulphates, chlorides, and heavy metals. Airborne dust contains silica, iron oxides, and other abrasive, chemically active particles.
Mechanical Stress: Mines are rough terrain. Cables are dragged over rock, soil, and gravel; run over by heavy vehicles; exposed to high winds and vibration; and subjected to continuous winding, unwinding, tension, and impact loads.
Dust and Abrasion: Dust concentrations can exceed 1,200 mg/m³. It is everywhere — inside machinery, on surfaces, and acting as a constant abrasive agent on moving parts.
Key South African Mines — Case Examples
Venetia Diamond Mine (Limpopo Province)
One of South Africa’s largest diamond mines, situated in a semi-arid region. Conditions include:
Extreme temperature swings between day and night
Very high levels of dust and wind
Intense UV radiation
Equipment: Large 300-tonne dump trucks, heavy excavators, and crushing plants operating continuously
Why PROTOLON(M)-R is ideal here: It remains flexible in both cold nights and hot days, resists dust abrasion, and its UV-stable outer sheath does not crack or degrade even after years of exposure.
Palabora Copper Mine (Limpopo Province)
A massive open-pit copper mine with steep slopes and deep excavations. Key challenges:
Highly corrosive groundwater rich in acids and salts
High mechanical stress from long cable runs over rough, steep terrain
Strong winds and high solar exposure
Why PROTOLON(M)-R is ideal here: The fully sealed, chemically resistant construction prevents water and acid ingress, while the high tensile strength and anti-torsion design handle the difficult routing and movement.
Mpumalanga Coalfields
The heart of South Africa’s coal mining industry, characterised by:
Hot, humid summers and cold, dry winters
Acidic mine water and high sulphur levels in the environment
Heavy rainfall and flooding in wet seasons
Why PROTOLON(M)-R is ideal here: It resists acid attack, performs perfectly in both hot and cold, and its water-tight design ensures reliability even when cables are temporarily submerged.
Gamsberg Zinc Mine (Northern Cape)
Located in a semi-desert environment:
Temperatures from -5°C to +45°C
High salt content in soil and air (near the coast)
Very high UV and wind exposure
Low humidity but occasional heavy storms
Why PROTOLON(M)-R is ideal here: It is built for exactly these conditions — salt resistance, wide temperature tolerance, and superior weathering performance.
Suitability for Large Material Handling Machines
The application note in the technical documentation states clearly: “For connection of large material handling machines such as excavators, dumpers, mobile crusher in open-cast mines. Flexible MV reeling cable suitable for high mechanical stresses in conjunction with mono spiral reels and cylindrical reels.”
This is not a generic statement — it is a precise definition of where this cable excels:
Excavators: These machines move constantly, swinging and digging. The cable must follow every movement, bending and twisting without restriction. PROTOLON(M)-R’s flexibility and anti-torsion design prevent jamming or damage.
Dump Trucks: Cables are dragged long distances, often over rough ground, and must handle high tension. The high permissible tensile force and abrasion resistance ensure they survive.
Mobile Crushers and Screens: These operate in fixed locations for weeks then move. They require robust cables that handle both stationary operation and relocation without maintenance issues.
Mono-spiral and Cylindrical Reels: These are the standard reel types in South African mines. They impose very specific bending and winding patterns. PROTOLON(M)-R’s dimensions, flexibility, and round profile are mathematically optimised to work perfectly with both designs.
In short, every mechanical and environmental challenge found in South African open-cast mines was a requirement in the design brief for this cable. It is not just suitable — it is purpose-built for this exact use case.
Performance Advantages in Practice
The engineering and material science translate directly into measurable benefits for mine operators. In an industry where downtime costs millions of Rands per day, reliability is everything.
Extended Service Life
While standard cables last 2–4 years, PROTOLON(M)-R typically remains in service for 10–15 years — sometimes longer. This reduces replacement frequency, lowers capital expenditure over time, and eliminates the labour and logistics cost of frequent change-outs.
Drastically Reduced Failure Rates
Field data from mines across Southern Africa shows a 90% reduction in cable-related faults after switching to this product. Failures from broken conductors, cracked insulation, or sheath wear are almost eliminated. This means fewer unplanned outages and higher overall plant availability — a key performance indicator for mining operations.
Lower Total Cost of Ownership
Although the initial purchase price is higher than standard cables, the total cost of ownership is 30–50% lower over the life cycle. This is calculated by factoring in:
Longer life
Fewer replacements
Lower maintenance and repair costs
Higher productivity from fewer breakdowns
Safety and Compliance
Consistent performance and compliance with all relevant standards reduce risk to personnel and ensure full alignment with South African mining regulations. There is no compromise on safety.
Selection, Configuration and Procurement Guidance
Choosing the correct version of PROTOLON(M)-R is straightforward when based on technical requirements. Below is a clear guide based on the official data sheets.
Step-by-Step Selection
Choose Voltage Rating
Match the voltage to the machine supply system:
6/10 kV: Most common for medium and large machines
8.7/15 kV: For larger installations or longer distances
12/20 kV: Heavy-duty, high-power equipment
Higher voltages (25 kV, 30 kV, 35 kV): Very large systems or long cable runs
Choose Conductor Cross-Section
Select based on current carrying capacity and voltage drop, plus mechanical requirements.
Example guide (30°C ambient):
3×25 mm²: 131 A; max tension 1,500 N → small machines
3×50 mm²: 202 A; max tension 3,000 N → medium duty
3×70 mm²: 250 A; max tension 4,200 N → standard large excavators/crushers
3×120 mm²: 352 A; max tension 7,200 N → heavy-duty, high-power
3×240 mm²: 540 A; max tension 14,400 N → very large systems
Always ensure the selected size meets both electrical and mechanical load requirements.
Standard Configurations
The standard construction is 3×Main + 3×Earth/3. Earth core sizes are matched to the main cores for both electrical safety and mechanical balance. Common part numbers are listed in the documentation, e.g.:
20004608 → 6/10 kV, 3×70 + 3×50/3 mm²
20004682 → 8.7/15 kV, 3×50 + 3×50/3 mm²
Procurement Best Practices
Specify full designation: Always use the complete code: PROTOLON(M)-R-(N)TSCGEWOEU [Voltage] [Size] to ensure correct product.
Verify standards compliance: Confirm that the cable is certified to DIN VDE, IEC, and MSHA standards.
Source from authorised suppliers: In South Africa, ensure supply is from Prysmian Group authorised distributors to guarantee genuine product and technical support.
Installation guidelines: Follow recommended minimum bending radii, reel diameters, and pulling tensions to protect performance during installation.
Conclusion
PROTOLON(M)-R Medium Voltage Reeling Cable without Integrated Fiber-Optics represents the pinnacle of cable engineering for open-cast mining. It is not simply a collection of materials assembled together; it is a carefully designed system where every layer, every material, and every dimension is chosen based on deep understanding of physics, material science, and real-world operating conditions.
From the fine-stranded tinned copper conductor and field-graded insulation, to the patented anti-torsion reinforcement and heavy-duty chloroprene sheath, every component works together to solve the problems that destroy ordinary cables. It withstands the twisting, bending, tension, abrasion, heat, cold, dust, and chemicals found in mines like Venetia, Palabora, and the Mpumalanga coalfields.
For engineers and procurement professionals in South Africa, the choice is clear: when reliability, safety, and long life matter — especially for large excavators, dump trucks, and mobile crushers operating under high mechanical stress — PROTOLON(M)-R is not just a good option. It is the solution proven by decades of use in the world’s toughest mines.
This article has explored the engineering principles, material science, and practical reasons why this cable performs where others fail. Armed with this knowledge, you can make informed decisions that improve performance, reduce costs, and keep operations running safely and reliably.


Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: