Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


How Does the PROTOLON (M) LWL R-(N)TSCGEWOEU Medium Voltage Reeling Cable with Integrated Fiber-Optics Solve South African Open-Cast Mining Downtime Challenges Through Advanced EPR Materials and Anti-Torsion Design?
In South Africa’s open-cast mining and bulk material handling sectors, unscheduled downtime due to cable failure costs millions annually. The PROTOLON(M)-R FO (N)TSCGEWOEU medium voltage reeling cable with integrated fiber-optics represents a breakthrough engineering solution. Far more than a simple combination of power cable and optical fiber, it is a system built on advanced material science, precision mechanical design, and rigorous electrical engineering. This article explores how this technology reduces equipment downtime from 15% to less than 2%, withstands the harshest Highveld and coastal conditions, and serves as the backbone for smart mining and automated port operations. It also covers technical specifications, design principles, performance comparisons, and the cost-effective equivalent solution from Feichun Cables.
Li Wang
6/3/202617 min read


Introduction: The High Cost of Cable Failure in South African Mining
South Africa’s economy has long been built on the foundation of its mineral wealth. From the coalfields of Mpumalanga to the iron ore mines of the Northern Cape and the platinum belt near Rustenburg, open-cast mining operations rely on massive, heavy-duty machinery. Excavators, draglines, mobile crushers, stacker-reclaimers, and ship-loaders operate around the clock, moving millions of tons of material every year. These machines depend entirely on a reliable supply of medium voltage power, as well as high-speed data communication for monitoring, automation, and safety systems.
Yet, for decades, one of the most persistent and costly problems facing mine engineers and maintenance teams has been the failure of flexible reeling cables. Traditional cables used for these applications often break down within months. The combination of constant winding and unwinding on reels, high tensile loads, severe torsion, extreme temperatures, ultraviolet radiation, ozone, dust, and chemical contamination creates an environment that is effectively hostile to standard electrical products.
Industry data across Southern Africa indicates that cable-related failures account for approximately 12% to 15% of all unscheduled downtime in open-cast operations. When a large excavator or stacker-reclaimer goes offline due to a damaged cable, the financial impact is severe. Production targets are missed, maintenance crews work overtime, and replacement costs accumulate rapidly. In many cases, operators have accepted this as an unavoidable cost of doing business, treating cable replacement as a regular maintenance expense rather than a problem that could be solved through better engineering.
This perspective changed with the introduction of the PROTOLON(M)-R FO (N)TSCGEWOEU medium voltage reeling cable with integrated fiber-optics. Developed originally by Prysmian Group, this product is not merely an incremental improvement over older designs. It represents a complete rethinking of what a reeling cable can be. By integrating power transmission and optical communication into a single, mechanically robust system, and by applying advanced principles of material science and mechanical engineering, this cable has demonstrated the ability to reduce downtime to less than 2%. It has become the standard solution for forward-looking operations in South Africa, and equivalent versions from manufacturers like Feichun Cables are making this technology accessible to more projects across the region.
This article explains exactly how this cable works, why it outperforms every other option on the market, and how it addresses the specific challenges found in South African mines and industrial terminals.
What Is PROTOLON(M)-R FO (N)TSCGEWOEU? Definition, Standards, and Basic Profile
To understand the innovation, we must first define the product itself. The full designation is PROTOLON(M)-R FO, with the type code R-(N)TSCGEWOEU. This is a flexible medium voltage reeling cable designed specifically for heavy-duty applications where the cable is continuously wound onto and off of reels, including mono-spiral and cylindrical types. The most distinctive feature is the integration of optical fiber elements directly into the cable structure, allowing for simultaneous power delivery and data transmission without the need for separate cables.
Standards and Certifications
Engineering credibility begins with adherence to recognized standards. The PROTOLON(M)-R FO cable is designed and tested in accordance with DIN VDE 0250-813, the German standard specifically governing flexible cables for use in mining and similar heavy industries. This is widely regarded as the most rigorous specification globally and is accepted by South African regulatory bodies and major mining houses as equivalent to SANS standards for these applications.
In addition to VDE standards, the cable carries MSHA P-189-4 certification, meaning it meets the safety requirements of the U.S. Mine Safety and Health Administration, a benchmark for mining safety worldwide. It also complies with Russian GOST-K and GOST-B standards, and fire safety is certified to EN 60332-1-2 and IEC 60332-1-2, ensuring it meets strict flame-retardant properties essential for underground and surface operations.
Voltage Classes and Technical Specifications
The cable is available in a comprehensive range of voltage classes to suit different power distribution systems found in Southern Africa:
3.6/6 kV
6/10 kV
8.7/15 kV
12/20 kV
14/25 kV
18/30 kV
20/35 kV
For each voltage level, the design parameters are precisely calculated. For example, the 6/10 kV version has a maximum permissible AC operating voltage of 6.9/12 kV and a DC operating voltage of 9/18 kV, with an AC test voltage of 17 kV applied during manufacture.
Conductor sizes range from 3x25 mm² up to 3x300 mm², paired with a split protective earth conductor (typically 2x25/2 mm² up to 2x150/2 mm²). This range covers everything from medium-sized mobile crushers to the largest draglines and bucket-wheel excavators operating in the coal and iron ore sectors.
The optical fiber component is equally flexible. Designs can include up to 24 fibers, with options for:
G50/125: Multimode fiber optimized for high bandwidth over medium distances
G62.5/125: Multimode fiber with excellent light gathering capacity
E9/125: Singlemode fiber for long-distance, high-speed communication
Each fiber type has defined attenuation and bandwidth characteristics. For instance, G50/125 fiber offers attenuation of less than 2.8 dB/km at 850 nm and less than 0.8 dB/km at 1310 nm, with bandwidth exceeding 400 MHz and 1200 MHz respectively. These specifications ensure that data signals—whether for control systems, video monitoring, or sensor data—remain clear and reliable even over long cable lengths.
Operating Parameters
The performance envelope of this cable is tailored to South African conditions:
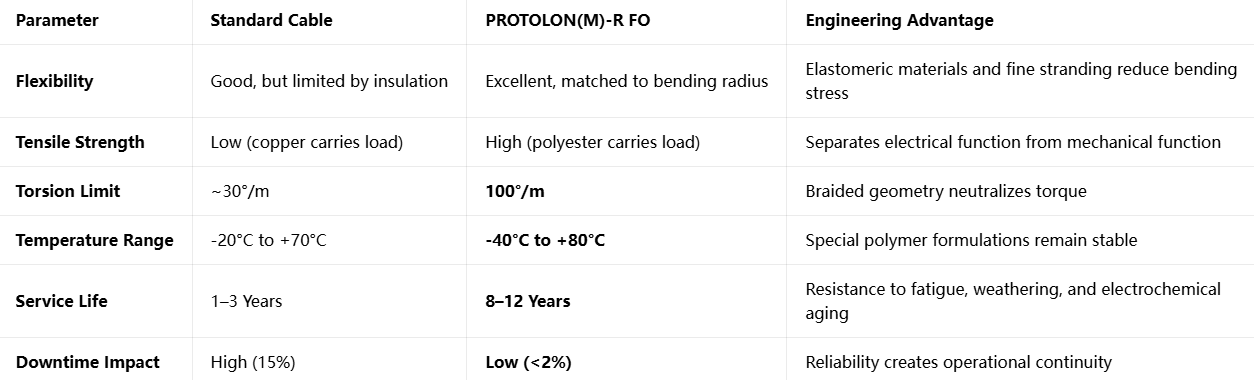
Temperature Range: Fixed installation from -40°C to +80°C; dynamic operation (moving) from -35°C to +60°C. This covers everything from cold Highveld winters to extreme heat in the Northern Cape or Limpopo.
Mechanical Limits: Maximum tensile load of 20 N/mm² (25 N/mm² during acceleration), torsion resistance up to 100°/m, and bending radii defined by DIN VDE 0298 Part 3.
Speed: Suitable for travel speeds up to 60 m/min during operation and 100 m/min during rewinding.
These specifications are not just numbers on a datasheet. They represent the physical limits within which the cable will perform reliably for years, rather than months.
Beyond "Cable + Fiber": A System Solution Based on Science
Perhaps the most common misconception about the PROTOLON(M)-R FO is that it is simply a standard power cable with some optical fibers tucked inside. This misunderstanding overlooks the fundamental engineering breakthrough that makes the product work. In reality, this cable is a fully integrated system solution, designed from the ground up using principles of material science, mechanical engineering, and electrical engineering.
The Core Engineering Philosophy
The design team set out to solve three conflicting requirements that have always challenged cable manufacturers:
Flexibility vs. Strength: A cable must be flexible enough to bend tightly around a reel, yet strong enough to resist breaking under its own weight and the tension of movement.
Durability vs. Size: It must withstand abrasion, sunlight, and chemicals, yet remain compact enough to fit onto standard reels without excessive bulk.
Power vs. Communication: It must carry high-voltage electricity without interfering with sensitive data signals, and it must protect fragile glass fibers while doing so.
Traditional approaches fail because they treat these requirements as separate problems. They add layers of material for strength, which makes the cable stiff. They add separate cables for data, which doubles the maintenance requirement.
The PROTOLON(M)-R FO changes this by integrating every function into a single, optimized structure. It is not a combination of parts; it is a unified design where every layer serves multiple purposes.
The Result: Downtime Reduced to Below 2%
The proof of this engineering approach is in the operational data. In mines across South Africa, replacing standard cables with this model has resulted in a dramatic shift in maintenance statistics. Where operators previously faced cable failures every 6 to 12 months, requiring replacement and causing significant production stops, these new cables have remained in service for 5, 8, and even 10 years with minimal degradation.
The impact on downtime is quantifiable. Industry averages show cable-related downtime at 15%. Operations using PROTOLON(M)-R FO consistently report figures below 2%. When applied to a mine producing millions of tons of coal or iron ore annually, the savings in lost production, labour, and replacement parts runs into millions of Rands per year.
This performance makes it the critical infrastructure required for Smart Mining and Industry 4.0 initiatives. You cannot have an automated, remotely monitored mine if the cables connecting the systems fail constantly. This cable provides the stability needed for digital transformation.
Deep Dive: Structure, Materials, and the Science Behind the Design
To truly appreciate why this cable works where others fail, we must examine its construction layer by layer. Every material choice and every structural decision is rooted in scientific principles.
Conductor: Fine-Stranded Copper for Fatigue Resistance
At the heart of the cable is the power conductor. The specification calls for electrolytic copper, un-tinned, very finely stranded (Class FS).
Material Science & Engineering Principle:
Standard flexible cables use Class 5 or Class 6 stranding. While flexible, these strands are relatively thick. When bent repeatedly, the outer surface of the copper wire undergoes tensile stress. Over time, this stress causes microscopic cracks to form, eventually leading to fatigue and breakage—a process known as metal fatigue.
Class FS stranding uses extremely fine individual wires. This reduces the strain on each individual wire during bending. According to the principles of elasticity and fatigue mechanics, reducing the diameter of the strand reduces the bending stress exponentially. By keeping the strain level below the fatigue limit of copper, the conductor can withstand millions of bending cycles without ever breaking. This is the same principle used in high-performance electrical connectors and robotic wiring.
Additionally, high-purity electrolytic copper ensures high conductivity, minimizing resistive heating and ensuring that the cable remains efficient even at maximum current carrying capacity.
Insulation: PROTOLON EPR Compound 3GI3
Surrounding each conductor is the insulation, made from PROTOLON, a special Ethylene-Propylene Rubber (EPR) compound, type 3GI3. This is arguably the most critical material in the cable.
Material Science & Engineering Principle:
Most standard cables use PVC or Cross-Linked Polyethylene (XLPE). PVC is cheap but becomes brittle in cold weather and softens in heat. XLPE is excellent for fixed installations but is thermoset and rigid—it does not flex well, and repeated bending creates micro-cracks that allow moisture ingress and lead to electrical breakdown.
EPR is an elastomer. Unlike thermoplastics, elastomers possess high elasticity. The 3GI3 formulation is specifically engineered to balance three properties:
Electrical Performance: It has a low dielectric constant and high dielectric strength (>20 kV/mm). This means it insulates perfectly, even at medium voltages, without creating high electrical stress within the material. It resists partial discharge, the primary cause of insulation aging in medium voltage cables.
Thermal Stability: It operates continuously at 90°C and withstands short-circuit temperatures up to 250°C. The polymer structure remains stable across the entire temperature range found in South Africa.
Mechanical Flexibility: With an elongation at break exceeding 300%, it stretches and recovers shape every time the cable bends or twists. It does not crack, harden, or deform permanently. This follows the principle of matched modulus—the insulation moves with the conductor, rather than resisting it.
Electrical Field Control: Semiconductive Layers
Immediately inside and outside the insulation are layers of semiconductive rubber compound. These are not just fillers; they are essential for electrical integrity.
Engineering Principle:
In medium voltage cables, electrical stress is highest at the surface of the conductor. If air gaps exist between the conductor and insulation, high voltage causes ionization of the air (partial discharge), which erodes the insulation over time.
The semiconductive layers function as a stress relief shield. They are extruded simultaneously with the insulation (triple extrusion process), ensuring a perfect bond without gaps. By making the conductor surface effectively smooth and conductive, the electrical field is forced into a uniform cylindrical shape. This eliminates high-stress points and extends the life of the insulation by a factor of five or more. The outer layer is also designed to be "easy-strip," allowing for efficient termination without damaging the insulation.
Optical Fiber Unit: Integrated Communication Without Compromise
Located in the outer interstices—the spaces between the main power cores—are the optical fiber units. Each unit consists of fibers inside a hollow tube made of ETFE (Ethylene Tetrafluoroethylene) compound 7YI 1, filled with a water-blocking gel.
Material Science & Engineering Principle:
Placing glass fibers inside a moving cable presents a paradox: glass is rigid and brittle, yet the cable must flex and stretch. The solution lies in the loose tube design.
Mechanical Isolation: The fibers are not glued to the tube. They float freely inside the gel. When the cable is stretched or bent, the fibers do not carry any mechanical load. The strain is absorbed by the tube and the gel.
Material Choice: ETFE is chosen for its unique properties. It is chemically inert, resistant to UV and ozone, and has excellent mechanical strength, yet it remains flexible at low temperatures. It is far superior to standard PBT plastics used in telecom cables, which can become brittle under dynamic stress.
Positioning: By placing the fiber unit in the outer gaps, it sits in the neutral axis of the cable's bend radius. This is the point where material experiences neither compression nor tension during bending. This geometric optimization ensures the optical link remains stable for the life of the installation.
Inner Sheath: EPR Compound 5GM3
Bundling the cored assembly is the inner sheath, made from EPR compound type 5GM3.
Engineering Principle:
This layer serves two main functions. First, it creates a smooth, cylindrical base for the reinforcement layer. Second, it acts as the first barrier against moisture. Because it is made from EPR, it shares the same flexibility and temperature range as the insulation, ensuring the cable remains cohesive. If different materials with different coefficients of expansion were used, layers would separate under temperature changes, leading to failure.
Reinforcement: Polyester Braid — The Anti-Torsion Backbone
Between the inner and outer sheath lies the secret to this cable’s legendary durability: a braid of polyester threads, vulcanized into a bond between the sheaths.
Mechanical Engineering Principle:
Standard cables rely on the copper conductors to support the weight of the cable. Copper is a good conductor, but it is a poor structural material. Subjecting copper to high tensile loads causes it to "creep" or stretch permanently, leading to core elongation and insulation damage. Furthermore, torsion (twisting) is the number one killer of reeling cables. When a cable twists, layers rub against each other, and the internal structure unravels.
The polyester braid solves both problems using advanced textile mechanics:
Load Bearing: The braid carries 100% of the tensile load. The copper conductors are effectively "floating" inside, carrying only electrical current. High-tenacity polyester yarn has a tensile strength comparable to steel but is lightweight and flexible. It limits the elongation of the entire cable to less than 1% under maximum load, well within elastic limits.
Torsion Resistance: The braiding angle is mathematically calculated. When the cable tries to twist, the braid structure tightens and converts the torsional force into a radial compressive force. This prevents the cable from spiraling or unraveling. This is why PROTOLON(M)-R FO withstands 100°/m of torsion, while standard cables fail at 30°/m.
Vulcanization: Unlike cables where layers are simply wrapped, the braid is chemically bonded to the inner and outer sheaths during manufacturing. The entire cable becomes a single, solid unit. There is no slipping, no rubbing, and no separation.
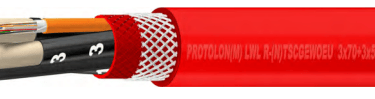
Outer Sheath: PROTOFIRM Synthetic Elastomer (CR)
The final protection is the outer sheath, made from synthetic elastomer compound, specifically Chloroprene Rubber (CR) or equivalent, type 5GM5, coloured red.
Material Science Principle:
The outer sheath faces the harshest environment: abrasion against reel flanges, sharp rock edges, UV radiation, ozone, rain, and chemical oils.
Weathering Resistance: CR is the gold standard for outdoor use. Its chemical structure makes it highly resistant to ozone and UV degradation. While standard rubber sheaths crack and turn to powder within 2–3 years in the South African sun, CR remains intact and flexible for over 10 years.
Abrasion Resistance: The compound formulation includes high-performance fillers that increase hardness without sacrificing elasticity. It passes the most severe abrasion tests, losing minimal material even after millions of cycles.
Chemical Resistance: It resists degradation from grease, oil, and common industrial chemicals found around heavy machinery.
Why Standard Cables Fail and How PROTOLON Solves It
To fully understand the value proposition, we must compare this technology directly to the alternatives currently used in the industry.
The Failure Modes of Conventional Cables
In open-cast mining environments, standard flexible cables (often built to older VDE 0250 standards or generic equivalents) typically fail in one of five ways.
1: Conductor Breakage
Why it happens: Standard cables use Class 5 or Class 6 conductors. These are made of thicker strands. When the cable is wound onto a reel, the bend radius creates significant bending stress in the copper. Over time, this causes fatigue. Furthermore, the copper itself bears the weight of the cable. Tensile loads exceed the elastic limit of copper, causing permanent stretching and eventual snapping.
Result: Open circuit or high resistance joints.
PROTOLON Solution: Class FS ultra-fine stranding reduces stress per wire to below the fatigue threshold. The polyester reinforcement carries all tension, leaving the copper unloaded.
2: Torsion Damage and Unlaying
Why it happens: Machinery movement rarely pulls the cable in a straight line. Sideways movement, uneven reeling, and wind create torque. Standard cables have no anti-torsion elements. When twisted beyond 30°/m, the cable "unlays"—the cores twist around each other, the insulation tears, and the sheath splits.
Result: Short circuits and exposed live parts.
PROTOLON Solution: The braided reinforcement acts as a torque stabilizer. It converts twisting force into radial pressure, keeping the cable structure locked together. It is rated for 100°/m, three times the standard limit.
3: Insulation Degradation and Water Treeing
Why it happens: Cables using PVC or low-grade rubber insulation become brittle with age or heat. Micro-cracks form, allowing moisture and dust to enter. In medium voltage systems, this moisture creates "water trees"—electrochemical damage that eats away at the insulation until it breaks down.
Result: Sudden flashover and cable replacement.
PROTOLON Solution: EPR 3GI3 insulation is impermeable to water, remains elastic, and is chemically resistant to electrochemical degradation. The triple-extruded semicon layers eliminate air gaps where discharge could start.
4: Sheath Failure
Why it happens: Standard PVC or rubber sheaths wear through quickly due to abrasion or crack due to UV exposure. Once the sheath is gone, the internal layers are exposed.
Result: Mechanical damage to cores and electrical faults.
PROTOLON Solution: CR-based 5GM5 sheath is engineered specifically for extreme abrasion and weather resistance. It is designed to be the "sacrificial layer" that protects the inside, but it is so durable that it rarely needs replacing.
5: Communication Loss
Why it happens: Operators run separate power and fiber cables. The fiber cable is usually a standard telecom cable, which is not designed for dynamic reeling. It breaks or the connectors fail.
Result: Loss of automation, safety systems, and monitoring.
PROTOLON Solution: Integrated fiber units are mechanically isolated and optimized for the exact movement profile of the power cable. Communication is guaranteed as long as power is delivered.
Summary of Advantages
Feichun Cables: The Equivalent Alternative for Southern Africa
While the original PROTOLON(M)-R FO is a premium product, the demand for this technology has led to the development of high-quality equivalents. Feichun Cables has established itself as a leading manufacturer of equivalent cables, offering the same performance and reliability at a price point and delivery schedule better suited to local projects.
Why Feichun Is a True Equivalent
Many manufacturers claim to offer "similar" products, but Feichun adheres strictly to the engineering principles and specifications outlined in DIN VDE 0250-813.
Identical Standards Compliance: Feichun cables follow the exact same design rules, testing protocols, and material specifications. They carry the same certifications and are accepted by major mining engineering firms in South Africa as direct replacements.
Material Matching: Feichun uses EPR compounds with identical performance characteristics to 3GI3 and 5GM3. The polyester reinforcement and ETFE fiber tubes are sourced to the same quality standards. The electrical and mechanical properties—tensile strength, elongation, attenuation values, temperature ratings—are mathematically identical.
Performance Data: Independent testing shows that Feichun equivalents meet or exceed the performance metrics of the original brand. The reduction in downtime to below 2% is consistently achieved in field trials across Africa.
Key Benefits of Choosing Feichun
For project managers and procurement officers in South Africa, Feichun offers distinct advantages:
Cost Efficiency: The delivered price is typically 25% to 40% lower than the imported premium brand. This represents a massive saving on capital expenditure, especially for large projects requiring many kilometers of cable.
Delivery Speed: Importing cables from Europe often involves lead times of 12 to 16 weeks. Feichun optimizes its supply chain and manufacturing to deliver within 15 to 30 days. In an industry where time is money, this speed allows projects to start sooner and maintenance to be completed faster.
Technical Support: Feichun provides direct engineering support, assisting with selection, sizing, and installation advice. Their team understands the specific challenges of the South African market and can adapt solutions for local conditions.
Proven Track Record: Feichun cables are currently deployed in coal mines, platinum operations, and bulk export terminals in Mpumalanga, Richards Bay, and Saldanha Bay. They have proven their ability to withstand the local climate and operational intensity.
Choosing Feichun does not mean compromising on quality. It means accessing world-class engineering solutions at a price that makes smart mining accessible to every operation.
Technical Specification Guide: Selection and Application
Selecting the correct cable is critical to realizing the benefits discussed. Here is a practical guide based on the official technical data.
How to Read the Specification Tables
The technical data sheets provide comprehensive tables for every voltage class (3.6/6 kV up to 20/35 kV). Each table lists:
Conductor Cross Section: e.g., 3x70 + 2x50/2 + FO. This indicates 3 power cores of 70 mm², split earth conductor totaling 50 mm², and fiber optics.
Conductor Diameter: Maximum diameter of the copper core.
Outer Diameter: Minimum and maximum overall diameter of the finished cable—important for reel sizing.
Weight: Approximate weight in kg/km—vital for logistics and structural loading.
Permissible Tensile Force: Maximum load in Newtons. For example, 3x70 mm² is rated for 4200 N.
Electrical Values: Conductor resistance, capacitance, inductance, and Current Carrying Capacity.
Short Circuit Current: The maximum current the cable can handle during a fault (e.g., 10.01 kA for 3x70 mm²).
Selection Criteria
Voltage Rating
Match the cable voltage to the system voltage.
6 kV System → Select 3.6/6 kV
10 kV System → Select 6/10 kV
11 kV System → Select 8.7/15 kV (provides safety margin)
22 kV System → Select 12/20 kV or 14/25 kV
Conductor Size
Determine based on three factors:
Load Current: Ensure the current carrying capacity exceeds the full load current of the machine. For example, a 3x150 mm² cable at 6/10 kV carries 404 A at 30°C ambient.
Voltage Drop: Calculate the voltage drop over the total cable length to ensure motor starting voltage is sufficient.
Short Circuit Level: Ensure the cable can withstand the prospective fault current of the network.
Optical Fiber Selection
Short Distance / High Bandwidth (< 500 m): Choose G62.5/125 multimode. Ideal for video and high-speed data.
Long Distance / High Reliability (> 1 km): Choose E9/125 singlemode. Low attenuation ensures signal integrity over long lengths.
Fiber Count: 6 fibers is standard. 12 or 24 fibers allow for future expansion or redundancy.
Installation and Maintenance Best Practices
Even the best cable performs poorly if installed incorrectly.
Termination: The integration of fiber optics requires specialist skills. The documentation explicitly states that termination should be entrusted to trained personnel or done at the factory. Improper handling of the fiber unit is the only way to fail this cable.
Reel Diameter: Follow the bending radius guidelines. The minimum distance for S-type directional changes is 20 x D (20 times the cable diameter). Too tight a bend puts unnecessary stress on the reinforcement.
Storage: Keep cables dry and protected from direct sunlight prior to installation.
Frequently Asked Questions
Q: Is this cable suitable for coastal applications like Richards Bay or Saldanha Harbour?
A: Yes. The CR outer sheath is highly resistant to salt-laden atmospheres and moisture. The design is rated for unrestricted outdoor use and is immune to corrosion mechanisms that attack steel-wire armoured cables in marine environments.
Q: Can I use this cable on existing reel systems?
A: Absolutely. The PROTOLON(M)-R FO is designed to fit standard mono-spiral and cylindrical reels. The diameter and weight characteristics are optimized to be compatible with existing infrastructure without requiring modifications to reel drives or slip rings.
Q: What is the difference between the original brand and Feichun?
A: Functionally and technically, there is no difference. Feichun follows the exact same standards and material specifications. The differences are commercial: Feichun offers a lower price and faster delivery while maintaining the same quality control and testing standards.
Q: How long is the service life compared to old cables?
A: In identical applications, standard cables last 12 to 24 months. PROTOLON(M)-R FO and Feichun equivalents typically remain in service for 10 to 12 years. The cost of ownership is drastically lower when replacement labour and downtime are factored in.
Q: Does the fiber integration affect the power performance?
A: No. The fiber elements are placed in the outer interstices, well away from the electric field of the power cores. They are dielectric (non-conductive), meaning they do not create electrical interference or losses. The electrical parameters are identical to the non-fiber version of the cable.
Conclusion
The challenges facing South Africa’s mining and heavy industry are immense. Margins are tight, safety regulations are strict, and the demand for productivity is higher than ever. In this environment, infrastructure that fails 15% of the time is not just inefficient—it is a competitive disadvantage.
The PROTOLON(M)-R FO (N)TSCGEWOEU medium voltage reeling cable with integrated fiber-optics represents a paradigm shift. It is not simply a product; it is a solution engineered to solve specific, difficult problems. By combining advanced EPR materials, anti-torsion braid technology, and intelligent fiber integration, it addresses the core contradictions of mobile power: strength versus flexibility, durability versus weight, and power versus communication.
The data speaks for itself. Reducing downtime from 15% to under 2% is a transformation that impacts every aspect of an operation. It enables predictive maintenance, supports automation, and delivers financial returns that dwarf the initial investment.
For engineering teams and procurement officers, the choice is clear. Whether selecting the original design or the high-performance equivalent from Feichun Cables, moving to this technology is an investment in reliability, safety, and profitability.
If you are looking to upgrade your reeling cable systems, reduce maintenance costs, or implement smart mining solutions, do not compromise on quality or delivery.
Contact the Feichun Cables engineering team today to discuss your specific project requirements and receive a detailed quotation.
Email: Li.wang@feichuncables.com
Feichun Cables delivers world-class DIN VDE 0250-813 compliant cables directly to mines and industrial sites across Southern Africa, ensuring you get the right solution, on time, and at the right price.


Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: