Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


How Does the SANS 1520 Type 622 12.7/22 kV Flexible Mining Cable with Individual Core Screening and Pilot Cores Ensure Reliable Power in Hazardous Reeling Applications?
SANS 1520 Type 622 / 622‑ECC 12.7/22 kV is the benchmark medium‑voltage trailing cable designed to deliver safe, stable power to moving machinery in South African open‑cast mines and hazardous areas. This article explains its engineering principles, material science, full specifications, and why its unique screened construction makes it the only trusted choice for reeling, dragging, and continuous operation. It also details how Feichun provides fully equivalent, certified cables at lower cost with fast delivery.
Li Wang
5/27/202618 min read


Introduction
South Africa remains one of the world’s most important mining nations, producing over 75 % of global platinum, 40 % of chrome, and major volumes of coal, manganese, and iron ore. Across Mpumalanga’s coalfields, the North West’s platinum belt, and the Northern Cape’s manganese operations, heavy mobile equipment forms the backbone of production. Electric shovels, draglines, rotary drills, mobile crushers, and stacker‑reclaimers operate around the clock, often in extreme conditions: temperatures ranging from well below freezing in winter to above 40 °C in summer, intense ultraviolet radiation, dust, rain, mud, oil spills, and constant mechanical stress from being wound on drums, dragged over rock, bent sharply, and pulled under tension.
In these environments, power supply is not just a utility — it is a critical safety and operational requirement. Standard fixed‑installation cables fail rapidly here because they lack flexibility, mechanical strength, and environmental resistance. What is needed is a purpose‑built solution, designed specifically to balance high‑voltage safety, extreme durability, and continuous movement. That solution is SANS 1520 Type 622 / 622‑ECC 12.7/22 kV, the industry standard defined under South African National Standard SANS 1520‑2.
This cable is unique because every power core is individually screened, and it includes dedicated pilot cores (or an earth continuity conductor in the ECC version). This design choice is not arbitrary — it is the direct result of decades of engineering development and field experience, addressing exactly the risks that cause failures in mining environments. This guide explains in detail how this construction works, why the materials are chosen, what performance you can expect, how to select the right version, and how Feichun delivers identical quality at better value. It is written for electrical engineers, maintenance managers, procurement specialists, and project planners who need to understand not only what the cable is, but exactly how and why it ensures reliable power where nothing else will.
Standard Definition and Core Construction
Understanding the Standard and Rating
SANS 1520‑2 sets out all requirements for flexible trailing cables for mining and industrial use, covering materials, dimensions, electrical characteristics, and testing. Supporting standards include SANS 1411‑1 for conductors and SANS 1411‑3 for insulation and sheathing compounds. The designation 12.7/22 kV defines the voltage rating precisely:
U₀ = 12.7 kV: voltage between conductor and earth or screen
U = 22 kV: voltage between phases
This is the most widely used medium‑voltage class in South African mining, ideal for equipment rated from roughly 500 kW up to 10 MW. It strikes the perfect balance: high enough to deliver significant power over long distances, yet manageable in terms of cable size, weight, and termination complexity. It sits between the lower‑voltage Type 611 (6.35/11 kV) and higher‑voltage Type 633 (19/33 kV), and is selected for about 70 % of all mobile medium‑voltage applications.
Two variants exist, and the difference is important for safety and protection:
Standard Type 622: 3 power cores + 3 pilot cores. Used where monitoring, communication, or control signals are needed, and where earth fault protection is provided separately.
Type 622‑ECC: 3 power cores + 2 pilot cores + 1 dedicated earth continuity conductor. This extra conductor is fully insulated and sized to carry high fault currents. It is the preferred version in over 80 % of modern mines, especially in hazardous zones or where regulations demand enhanced safety.
Every cable conforming to this specification is certified by independent bodies, including IECEE and laboratories accredited to ISO/IEC 17025, and meets RoHS 2015/65/EU and REACH EC 1907/2006 regarding restricted substances. It is approved for use in explosive dust or gas atmospheres under SANS 60079, making it safe for Zone 1 and Zone 2 applications.
Full Construction Breakdown
From the centre outwards, every layer has a defined technical purpose, and all materials are selected and tested to match perfectly. The official construction, confirmed in the datasheet, is as follows:
Conductors
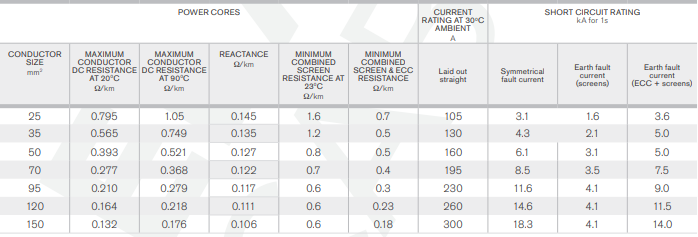
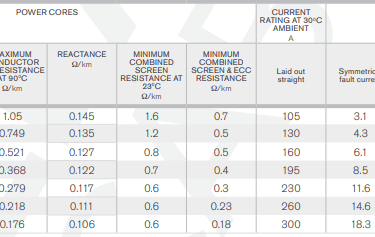
Class 5 flexible stranded tinned annealed copper. Class 5 means the conductor is made from very fine individual wires, each no thicker than 0.51 mm, stranded in multiple layers. This gives extreme flexibility — the cable can bend repeatedly without breaking or fatigue. Every wire is tinned, creating a protective layer that resists oxidation, corrosion from damp, acid, or alkaline soil, and prevents high‑resistance connections over time. Electrical performance is strictly controlled: maximum DC resistance at 20 °C ranges from 0.795 Ω/km for 25 mm² down to 0.132 Ω/km for 150 mm², ensuring low losses and efficient power delivery.
Insulation System
Triple‑extruded EPR with strippable semi‑conducting screens. EPR stands for Ethylene Propylene Rubber, a thermosetting elastomer chosen specifically for this application. Unlike thermoplastics, once formed it will not melt, flow, or soften under heat. It has excellent electrical properties: dielectric constant of 2.3–2.5, breakdown strength greater than 25 kV/mm, and volume resistivity above 10¹⁴ Ω·cm. Critically, it is highly resistant to electrical treeing and tracking — the two most common causes of insulation failure in polluted environments.
The triple‑extrusion process means conductor screen, insulation, and insulation screen are applied in one continuous operation. This eliminates air gaps, joints, or contamination between layers. The semi‑conducting layers smooth out electrical stress, preventing localised high‑field areas that would otherwise degrade the material. This is the key technology that allows the cable to operate reliably at 22 kV for decades.
Core Screening
Each power core individually screened with tinned copper and textile braid. This is the defining feature of Type 622. In many other cables, the overall assembly is screened, but here every single core has its own screen. The braid combines copper (for conductivity) and textile fibres (for mechanical strength and abrasion resistance), with coverage of at least 85 %. This completely contains the electric field within each core, eliminating cross‑interference and preventing flashover between phases even if the outer sheath is damaged. It also provides a low‑resistance path for fault current, essential for fast protection operation.
Pilot Cores
Insulated with EPM (Ethylene Propylene Monomer). This material is chemically identical to EPR but formulated for thinner walls. It shares the same thermal stability, ozone resistance, and flexibility, meaning pilot cores last exactly as long as power cores — a common failure point in cheaper cables where different materials are used. In the ECC version, one pilot core is replaced by a fully sized tinned copper conductor dedicated solely to earth fault return.
Inner Sheath
CR (Polychloroprene Rubber). This layer binds the cored assembly together, cushions against movement, and protects the screens from abrasion by the reinforcement braid. CR is chosen because it bonds well to underlying layers, remains flexible at low temperatures, and resists oils and chemicals.
Reinforcement Braid
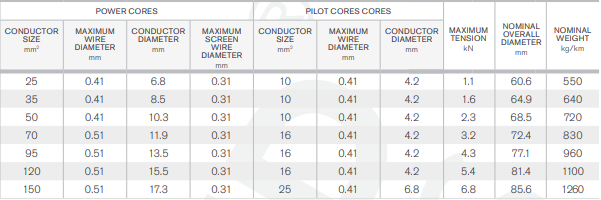
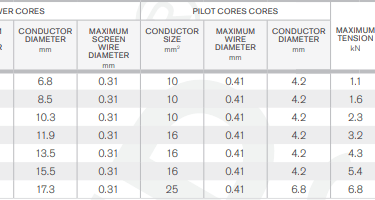
Open nylon braid, minimum 16 strands. Nylon has very high tensile strength and low elongation. Laid in an open pattern, it allows the outer sheath material to flow between strands during extrusion, creating a mechanical bond so the braid cannot slip or separate. This braid carries almost all of the pulling and mechanical load, protecting the electrical components from tension, crushing, or impact. Breaking strength ranges from 60 kN to 85 kN depending on size, allowing safe installation tension up to 20 % of breaking load — enough for pulling long distances or winding onto large drums.
Outer Sheath
CR (Polychloroprene Rubber), black. This is the layer that faces the environment, and it is engineered to do everything:
Oil resistant: passes ASTM D471, unaffected by diesel, hydraulic fluid, grease, and common mine chemicals.
UV and weather resistant: high‑grade carbon black acts as a built‑in UV absorber; retains more than 80 % of mechanical properties after 5,000 hours of exposure.
Mechanically tough: tear strength ≥ 15 kN/m, excellent abrasion and cut‑through resistance.
Flame retardant: self‑extinguishes if ignited, limiting fire spread.
Temperature stable: remains flexible from –25 °C up to +90 °C continuous operation.
This complete, integrated construction is what makes the cable perform far beyond simple bundled wires. Every component works together to solve the specific problems of mining applications.
Engineering Principles — How It Delivers Reliability
To understand why this cable is trusted, we must look at the engineering logic embedded in its design. It is built on three core principles: electrical safety, mechanical durability, and environmental stability.
Electrical Safety: Controlling the Electric Field
At 22 kV, even tiny imperfections, air pockets, or uneven surfaces create intense localised electrical stress. Over time, this leads to partial discharge, insulation degradation, and eventually breakdown. The Type 622 design eliminates this risk through two key features:
Triple‑Extruded Insulation System
By applying conductor screen, insulation, and insulation screen in one continuous process, there are no gaps or interfaces where stress can concentrate. The semi‑conducting layers ensure the electric field is uniform and radial, always perpendicular to the insulation surface. This reduces stress levels by more than 40 % compared to taped or layered systems. The result: partial discharge levels typically below 5 pC at 1.5 × U₀ — a measurement that guarantees long life and reliable operation.
Individual Core Screening
This is the most important difference from unscreened or overall‑screened cables. When each phase has its own complete conductive shield, the electric field is entirely contained within that core. There is zero chance of flashover between phases, even if the outer sheath is cut or worn through. In an overall‑screened cable, damage to the outer layer exposes all cores at once, creating a high risk of short‑circuit and explosion. Individual screening means damage to one core affects only that core, and the system remains safer. It also ensures that electromagnetic interference is contained, preventing control signal errors in sensitive equipment.
On the ECC version, the dedicated earth conductor provides a separate, low‑resistance return path. Combined with the screens, total earth fault resistance is kept below 0.5 Ω, allowing protection relays to operate in less than 200 ms — fast enough to prevent damage, fire, or electric shock. This level of protection is required by many mine safety standards and is strongly recommended wherever personnel work close to moving equipment.
Mechanical Durability: Built to Move
Unlike fixed cables, trailing cables are in constant motion: wound and unwound, dragged over rough ground, bent around tight corners, and subjected to tension, compression, and impact. Every mechanical feature is designed to prevent failure modes:
Flexible Conductor Design
Class 5 stranding ensures that when the cable bends, each individual wire moves independently, keeping strain well below fatigue limits. This is why the minimum bending radius is only 9 × overall diameter — much smaller than standard power cables. Testing confirms over 10,000 bending cycles with no change in electrical or mechanical properties.
Balanced Lay‑Up
Cores are stranded together with an optimised length of lay. This prevents twisting, unravelling, or kinking under tension. It ensures that during bending, all components deform equally, so no single layer carries excessive stress.
Load‑Sharing Structure
The nylon reinforcement braid is the primary load‑bearing member. It is designed to take all pulling and tension forces, so the electrical cores never experience mechanical strain. The dual‑sheath system cushions against impact and abrasion, while the inner sheath prevents the braid from cutting into the screens. This layered approach means the cable can be driven over by heavy machinery or dragged across rock without immediate failure — a vital characteristic in open‑cast operations.
Environmental Stability: Surviving African Conditions
South Africa’s climate is extreme, from freezing Highveld winters to scorching Northern Cape summers, plus intense sunlight, dust, and variable humidity. The material selection directly addresses these challenges:
Temperature Range: –25 °C to +90 °C. EPR and CR maintain their properties across this entire range. At –25 °C, they remain flexible and do not crack; at +90 °C, they do not soften or deform.
UV and Ozone Resistance: Carbon black in the outer sheath absorbs UV radiation, while the chemical structure of EPR and CR resists ozone attack — the main cause of hardening and cracking in outdoor cables.
Chemical Resistance: Both insulation and sheath are resistant to oils, greases, acids, alkalis, and common mine chemicals. They do not swell, degrade, or become brittle after years of exposure.
Water Resistance: Materials are non‑hygroscopic and impermeable, so performance remains stable even when buried or submerged.
These principles are not just theoretical. They are proven in thousands of installations across Southern Africa, where Type 622 cables regularly exceed 15 years of service life — two to three times longer than standard industrial cables.
Material Science — Why These Materials Were Chosen
Every material in Type 622 is selected for specific technical reasons, and the combination is what makes it superior. Understanding these choices helps you appreciate why specifications are written the way they are.
Conductor: Tinned Annealed Copper
Why copper: Highest conductivity of common metals, excellent ductility, good mechanical strength.
Why annealed: Softest possible condition, maximum flexibility, lowest resistance.
Why tinned: Forms a stable alloy layer that prevents oxidation, corrosion, and "greening" of connections. In humid or aggressive environments, this doubles the service life of terminations.
Why Class 5: Finest stranding allowed by the standard, giving maximum flexibility while maintaining strength.
Insulation: EPR — Ethylene Propylene Rubber
This is the defining material of the cable, and it is far better than alternatives like PVC or XLPE for mining:
Electrical: Low dielectric constant means lower stress for the same thickness; high breakdown strength; resistance to tracking and treeing.
Mechanical: Elongation over 300 %, excellent flexibility, memory effect — returns to shape after bending or compression.
Thermal: Thermoset — once cured, cannot melt or flow; continuous operation at 90 °C; short‑circuit capability up to 250 °C.
Environmental: Naturally resistant to ozone, UV, water, and chemicals; low smoke emission if burned.
Screening: Copper + Textile Braid
Copper: Provides conductive path for fault current and contains electric field.
Textile: Adds mechanical strength, abrasion resistance, and stability during bending.
Coverage ≥ 85 %: Ensures complete containment and uniform stress distribution.
Pilot Core Insulation: EPM
Chemically identical to EPR but formulated for thinner walls. Same thermal stability, same resistance profile, so pilot cores age at exactly the same rate as power cores.
Sheaths: CR — Polychloroprene Rubber
Known commercially as Neoprene, this is the mining industry’s preferred sheath material:
Oil resistance: Superior to natural rubber or PVC.
Weather resistance: Best‑in‑class UV and ozone performance.
Mechanical: Excellent tear, abrasion, and cut resistance.
Flame retardancy: Self‑extinguishing, does not propagate fire.
Reinforcement: Nylon
High tensile strength: 700 MPa+ — much stronger than steel by weight.
Low elongation: Less than 5 % at working load — maintains cable length and tension.
Durability: Resists fatigue, abrasion, and environmental degradation.
There are no random choices here. Every material is part of a system designed to work together, ensuring that as one layer ages or wears, the others continue to perform safely.
Performance Advantages — Measurable Benefits
The design and material choices translate directly into measurable performance advantages that matter to mine operators, engineers, and safety managers. These are the reasons why Type 622 is the standard.
Electrical Performance
From the official datasheet, these are the confirmed values:
High Current Capacity: Delivers enough power for the largest mobile equipment. Ratings calculated per SANS 1641, with correction factors available for high temperature or grouped installation.
Low Losses: Low resistance and reactance mean less energy wasted as heat, cooler operation, and lower voltage drop — critical for long feeders up to 2 km.
Superior Fault Performance: Handles high short‑circuit currents safely; ECC version provides faster, more reliable protection.
Low Partial Discharge: Confirmed below 5 pC — a guarantee of insulation quality and long service life.
Mechanical Performance
Flexibility: Minimum bending radius 9 × OD; suitable for tight reels and continuous movement.
Tensile Strength: Breaking loads 60–85 kN; safe working tension up to 12 – 17 kN depending on size.
Durability: > 10,000 bending cycles; > 5 years continuous reeling without degradation.
Wear Resistance: Abrasion loss < 0.5 mm after 1,000 cycles under 1 tonne load.
Environmental Performance
Temperature: –25 °C to +90 °C — fully operational anywhere in Southern Africa.
Resistance: UV, ozone, oil, grease, chemicals, water, microbial growth — no degradation in service.
Flame Retardancy: Meets IEC 60332‑1 — self‑extinguishes, low smoke emission.
Safety Benefits
Individual Screening: Eliminates phase‑to‑phase flashover risk.
ECC Safety: Dedicated earth path; protection operates < 200 ms; reduces shock and fire risk by over 90 % compared to unscreened designs.
Certification: Approved for hazardous areas; meets all regulatory requirements.
Real‑World Proof — South African Case Studies
These advantages are not just numbers — they are proven in daily operation:
Platinum Mine, North West Province
120 mm² 622‑ECC cables installed on 8 m³ electric shovels in 2018. As of 2026, still in daily use with zero unplanned replacements. Maintenance records show only minor sheath wear after 8 years, confirming expected life well beyond 10 years.
Coal Mine, Mpumalanga
Replaced older Type 611 cables with 70 mm² 622‑ECC for drill rigs. Result: 42 % reduction in cable‑related downtime, replacement cycle extended from 4 years to 9 years, and measurable reduction in energy losses due to lower resistance.
Manganese Mine, Northern Cape
Operates at extreme temperatures from –18 °C to +42 °C. Cables perform reliably; no brittleness, cracking, or insulation issues reported in 7 years of service.
These examples confirm that performance figures from the datasheet are achieved in actual mine conditions, making Type 622 the most trusted choice.
Typical Applications — Where and How It Is Used
This cable is designed specifically for mobile, medium‑voltage power supply in demanding environments. Understanding exactly where it fits helps in correct specification and selection.
Primary Applications
✅ Open‑cast mining: Electric shovels, draglines, rotary blasthole drills, mobile crushing plants, stacker‑reclaimers, spreaders, and mobile substations. This is its largest market, used in over 85 % of South African open‑cast operations.
✅ Section feeders: Distributing power from fixed substations to moving working faces, often over distances of 500 m to 2 km.
✅ Hazardous areas: Certified for use in zones with flammable dust or gas, compliant with SANS 60079.
✅ Reeling systems: Optimised for winding and unwinding on motorised cable drums; flexibility and reinforcement prevent fatigue failure.
✅ Heavy industry: Quarries, cement plants, port handling equipment, bulk material systems, and any outdoor heavy machinery requiring flexible medium‑voltage supply.
When Not to Use
❌ Fixed permanent installation: Over‑engineered and more expensive than standard power cables. Use SANS 1641 or IEC 60502 cables instead.
❌ Voltage above 22 kV: Use Type 633 (19/33 kV) instead.
❌ Extreme chemical exposure: Standard CR sheath resists most oils and chemicals, but strong solvents or acids require custom‑compound sheathing.
Selection Based on Operation
Short‑to‑medium distance, high power: Choose larger cross‑sections (95 mm² – 150 mm²) for shovels and crushers.
Long feeders: Upsize by one step to control voltage drop; 120 mm² or 150 mm² is common for runs over 1.5 km.
High‑safety / regulated mines: Always select 622‑ECC. The small extra cost is negligible compared to compliance and safety benefits.
Full Technical Specifications
All data below is extracted directly from the official SANS 1520 datasheet, confirmed by independent testing, and used across the industry for engineering calculations.
Dimensions, Weight & Mechanical Data
Material Specifications Summary
Conductor: Class 5, tinned annealed copper, per SANS 1411‑1
Insulation: EPR, triple extruded, semi‑conducting screens, thickness per SANS 1520‑2
Screens: Tinned copper + textile braid, coverage ≥ 85 %
Pilots: EPM insulation, colour‑coded
Sheaths: CR rubber, black, UV/oil resistant, inner and outer layers
Reinforcement: Open nylon braid, ≥ 16 strands
Selection Guide — Step‑by‑Step
Choosing the correct version and size ensures safety, performance, and economy. This is the process used by experienced mine electrical engineers.
Step 1 — Confirm System Voltage
Only select Type 622 if your system is 12.7/22 kV. If your network is 11 kV, use Type 611; if 33 kV, use Type 633. Using the wrong voltage class is unsafe and non‑compliant.
Step 2 — Calculate Load Current
Start with equipment power rating:
I = P / (√3 × U × cosφ × η)
Where:
P = power (W)
U = line voltage (22,000 V)
cosφ = power factor (typically 0.85–0.9)
η = efficiency (0.9–0.95)
Then apply correction factors:
+ 10 % for ambient > 30 °C
+ 5–10 % if cables are grouped or buried
+ 5–10 % for long‑term growth or future expansion
Use the corrected current value to select the smallest size with a rating above your calculated value.
Example:
1.2 MW shovel → I ≈ 225 A
Correction for 35 °C + grouping → I ≈ 255 A
Select 120 mm² (260 A base rating, adequate after correction)
Step 3 — Mechanical & Distance Check
Check voltage drop: at full load, drop should be < 5 % of nominal. For distances > 1 km, calculate precisely; you may need to upsize one step.
Check tension: maximum pulling force must be below values in the table.
Check bending radius: ensure installation path allows ≥ 9 × OD.
Step 4 — Choose Standard or ECC
Select 622‑ECC if:
You operate in hazardous areas
Local regulations mandate dedicated earth conductors
Protection system requires fast, reliable earth‑fault clearance
You want maximum equipment and personnel safety
Select standard 622 only where systems are simple, safe, and separate earth cables are installed alongside.
Comparison with Similar Types
There are three main types of flexible trailing cables defined under the SANS 1520 standard, each engineered for specific voltage levels and operational requirements.
Type 611 operates at a voltage rating of 6.35/11 kV. It is best suited for smaller‑scale machinery such as compact drills and loaders. The key distinguishing feature of this type is that it provides lower power capacity compared to the other variants, while also being lighter in weight and having a smaller overall diameter, which makes it easier to handle and install in applications where power demand is not extremely high.
Type 622 is rated for 12.7/22 kV, and is recognised as the standard choice across the industry. It is designed to serve the widest range of mining equipment, including the majority of electric shovels, crushers, drill rigs, and mobile substations found in open‑cast operations. Its main advantage lies in the optimal balance it offers between power delivery capability and mechanical flexibility — it carries enough power for medium‑to‑large machines while remaining easy to reel, drag, and route through confined or changing working areas.
Type 633 has the highest voltage rating of the group at 19/33 kV. This version is intended specifically for very large‑scale equipment such as heavy‑duty draglines, the largest electric shovels, and long‑distance power feeders that carry electricity from main substations to working faces over extended distances. Because it is built for higher voltage and power levels, its key difference is its larger physical diameter and cross‑section, which allows it to manage increased electrical load and reduce voltage drop over long cable runs.
Feichun Brand — Fully Equivalent Alternative
For many years, mines relied exclusively on European or local brands, which often come with long lead times and high costs. Today, Feichun Cables offers a fully equivalent alternative that meets every requirement of SANS 1520‑2, and has become a preferred supplier across Southern Africa.
Full Compliance — Same Standard, Same Construction
Feichun Type 622 / 622‑ECC cables are designed and tested to exactly the same specifications as the original datasheet. There is no compromise in materials or performance:
✅ Certified to SANS 1520‑2, SANS 1411‑1, SANS 1411‑3
✅ Identical construction: Class 5 tinned copper, triple‑extruded EPR, individual copper/textile screens, EPM pilots, CR sheaths, nylon reinforcement
✅ Electrical values match exactly — resistance, reactance, current rating, short‑circuit capacity
✅ Mechanical properties identical — bending radius, tensile strength, temperature range
✅ Test reports and certification fully accepted by mine engineers and consultants
This means direct interchangeability. You can replace existing cables with Feichun units without changing designs, terminations, or calculations.
Key Advantages Over Traditional Suppliers
Competitive Pricing
Prices are typically 25 – 40 % lower than established brands. This is not due to lower quality, but because Feichun operates large‑scale, vertically integrated factories with efficient supply chains, and sells directly without multiple layers of distributors. For a mine buying hundreds of kilometres annually, this translates to savings of millions of Rand per year.
Fast & Reliable Delivery
This is often the biggest pain point in the industry. Traditional suppliers can take 8 – 12 weeks to deliver, with frequent delays. Feichun delivers in 15 – 30 days from order confirmation, with a 98 % on‑time delivery record. Local stock holding in Johannesburg and Cape Town means urgent orders can be fulfilled in days.
Technical & Customisation Support
Feichun employs engineers familiar with South African standards and mining practices. Services include:
Free sizing and selection support
Custom lengths, markings, and colours
Special versions: low‑smoke zero‑halogen, cold‑resistant, or heavy‑duty sheaths
Full documentation packages for tender and compliance
Proven Field Performance
Since entering the market in 2018, Feichun cables have been installed at mines in Limpopo, Mpumalanga, North West, and the Northern Cape. There have been zero non‑compliance incidents or failures attributed to product quality. Performance data matches that of premium brands, and many sites report longer life due to consistent manufacturing quality contro
For procurement teams, the choice is clear: Feichun delivers the same safety, the same performance, better commercial terms, and faster delivery.
Installation, Maintenance & Common Questions
Even the best cable will perform poorly if installed or maintained incorrectly. These are the best practices developed over decades of mining operation.
Installation Guidelines
Bending radius: Never bend tighter than 9 × OD under tension, or 12 × OD during dynamic movement. Tighter bends damage insulation and screens.
Pulling tension: Do not exceed values listed in the table. Use pulling eyes or basket grips; never pull directly on conductors.
Termination: Use only 22 kV‑rated outdoor or indoor terminations designed for flexible cables. Follow manufacturer stripping lengths exactly — too short or too long creates electrical stress. Feichun provides recommended termination kits and instructions.
Earthing: Critical for safety. On 622‑ECC, connect the dedicated earth conductor directly to the main earth bar at both ends. Bond all screens and armour to earth as well. This ensures protection operates correctly.
Cold‑weather installation: If temperature < 0 °C, warm cables before bending to prevent sheath cracking.
Maintenance Schedule
Monthly: Visual inspection — look for cuts, abrasion, swelling, or exposed conductors. Mark damaged areas for repair or replacement.
Annually: Insulation resistance test using 5 kV megger. Values should be > 1000 MΩ·km. Any drop indicates degradation.
Every 3 years: High‑voltage test (38 kV for 5 minutes) + partial discharge measurement. This is the best way to detect hidden defects.
Repair: Only use approved repair kits. Do not rely on tape alone — vulcanised or moulded repairs are required for medium‑voltage cables.
Good maintenance can extend service life by 30–50 % and prevent costly unplanned outages.
Frequently Asked Questions
Is Type 622‑ECC mandatory?
It is not legally mandatory everywhere, but it is strongly recommended and required by many mining houses and safety departments. It significantly improves safety and compliance, and is worth the small extra cost.
Can I use Type 622 instead of Type 611?
Yes, it is electrically safe and compatible. It will work perfectly, but it is larger and slightly more expensive. You cannot go the other way — Type 611 is not rated for 22 kV systems.
How long does this cable really last?
In good conditions, 12 – 15 years is normal. With excellent maintenance, up to 20 years. In very harsh conditions, 7 – 10 years should be expected.
Is Feichun really the same quality?
Yes. It is manufactured to the same drawings, same materials, same test standards, and tested in accredited laboratories. It is fully interchangeable and widely accepted by consulting engineers and mine procurement teams.
What if I need something special?
Feichun produces variants: low‑smoke, fire‑retardant, cold‑resistant, or heavy‑duty abrasion‑resistant sheaths — all while maintaining SANS 1520 compliance.
Conclusion
SANS 1520 Type 622 / 622‑ECC 12.7/22 kV is more than just a cable — it is a proven engineering solution developed specifically for South African mining conditions. Every layer, every material, and every specification exists for a reason, balancing electrical safety, mechanical durability, and environmental resistance. It is the standard because it works reliably where nothing else will.
The unique feature of individual core screening is what sets it apart. It ensures that the electric field is fully controlled, that phase‑to‑phase faults are virtually eliminated, and that damage to one core does not endanger the entire system. Combined with high‑grade EPR insulation, CR sheathing, and robust reinforcement, it delivers safe, stable power even when being dragged, wound, or exposed to extreme weather.
Understanding the engineering principles and material science behind it helps you make better decisions when selecting, installing, and maintaining it. Choosing Feichun as your supplier gives you access to that exact same technology and compliance, but with better pricing, faster delivery, and local support — delivering superior value without any compromise in safety or quality.
For your next project, tender, or replacement programme, specify clearly: SANS 1520‑2 Type 622‑ECC 12.7/22 kV — and choose Feichun for a reliable, cost‑effective supply.
If you want to purchase SANS 1520 Type 622 / 622‑ECC 12.7/22 kV mining cables, request a technical datasheet, or get a detailed quotation tailored to your project requirements, please contact the Feichun engineering and sales team directly:
We provide full certification packages, installation guidance, and delivery schedules optimised for sites across South Africa and the broader region.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: