Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Inside BUFLEX® DGR Reeling Cable: Polymer Rheology, Glass Transition Engineering, and Industrial Cable Performance in South African Mining
BUFLEX® DGR is a heavy-duty 0.6/1 (1.2)kV control & power reeling cable — NOT a deep geothermal cable. This guide explains its design, full technical specs, polymer science (XLPE cross-linking, PUR hydrolysis, Tg engineering), temperature range -30°C to +90°C, and common uses in South African mines, quarries, ports & heavy machinery. Ideal for engineers & procurement teams.
Li Wang
5/12/202621 min read


Introduction
In heavy industry and mining operations across Southern Africa, the reliability of mobile power and control cables directly impacts production uptime, safety, and long-term operational costs. Equipment such as electric shovels, stacker-reclaimers, mobile crushers, and gantry cranes relies on cables that can withstand continuous winding and unwinding, extreme temperature shifts, intense ultraviolet radiation, high humidity, and abrasive dust found in open-pit and underground environments alike. BUFLEX® DGR has established itself as a leading solution in this sector, engineered specifically to perform under the harshest conditions. However, confusion remains in the market regarding its intended application, with some mistakenly associating the abbreviation DGR with deep geothermal use. This article explains exactly what BUFLEX® DGR is, why it is not designed for geothermal applications, and how advanced material science and precision engineering enable it to deliver up to 15 years of service life in South Africa’s mining, quarrying, and port operations.
What Is BUFLEX® DGR Reeling Cable, and Why Is It Not a Geothermal Cable?
Clarifying the Name and Purpose
The first and most important distinction to understand is the meaning behind the name. BUFLEX® DGR stands for Drum-Guided Reeling cable. It is a heavy-duty combined power and control cable rated at 0.6/1 (1.2) kV, designed exclusively for dynamic applications where the cable is continuously wound onto and off drums, guided by rollers or sheaves. The misinterpretation of DGR as Deep Geothermal Reeling comes from a misunderstanding of its naming convention and functional design. Deep geothermal cables operate in environments exceeding 180°C, require specialized high-temperature insulation such as fluoropolymers or mineral insulation, and are built to resist aggressive chemical fluids found deep underground. BUFLEX® DGR operates at a maximum continuous conductor temperature of only 90°C, and its material system — cross-linked polyethylene insulation and polyurethane sheath — is engineered for mechanical durability and weather resistance, not extreme heat or chemical resistance at geothermal depths. The performance criteria, material requirements, and design principles are fundamentally different between the two types of cable.
BUFLEX® DGR is classified as a mobile trailing and reeling cable, compliant with standards including IEC 60228, IEC 60502, VDE 0250, and South African National Standards (SANS) relevant to mining electrical equipment. It serves as the critical link between fixed power supplies and moving machinery, transmitting both electrical power and control signals reliably even under high mechanical stress.
Common Applications in South Africa
South Africa’s mining sector is among the most advanced and diverse in the world, with operations ranging from platinum and iron ore mines in Limpopo and the North West, to coal mines in Mpumalanga, diamond mines in the Northern Cape, and deep-level gold mines in Gauteng. The country also hosts major ports in Durban, Cape Town, and Richards Bay, as well as large-scale quarrying and aggregate operations across all provinces. BUFLEX® DGR has been tailored to meet the unique environmental and operational challenges found in each of these regions.
In open-pit mining, it is widely used on large electric rope shovels and hydraulic excavators, where the cable must follow the machine’s movement over hundreds of meters, endure constant bending, and resist abrasion from rock and sand. On mobile crushing and screening plants, the cable is exposed to direct sunlight, high ambient temperatures, and frequent repositioning. In underground mining, it powers mobile substations, load-haul-dump machines, and conveyor systems, where moisture levels are high and space constraints demand flexible yet robust construction. At ports and bulk terminals, BUFLEX® DGR is fitted to ship loaders, unloaders, and container handling cranes, performing reliably even in salt-laden coastal air. Quarries benefit from its resistance to sharp stone abrasion, while heavy construction projects use it on tower cranes and tunnel boring machines. In every case, the yellow outer sheath provides high visibility, reducing the risk of accidental damage during operation or maintenance.
Complete Technical Specifications and Construction of BUFLEX® DGR
To understand how BUFLEX® DGR achieves its performance, it is necessary to examine its detailed construction, electrical ratings, mechanical properties, and material composition. Every layer and component is selected and engineered to work together as a system, balancing strength, flexibility, electrical performance, and environmental resistance.
Cable Construction
The cable follows a multi-layer design, with each part serving a specific purpose:
Conductor: The core is made from flexible plain copper wires, manufactured to Class 5 of IEC 60228. This standard defines the stranding configuration required for high flexibility, using fine-diameter wires twisted together in multiple layers. This structure allows the cable to bend repeatedly without fatigue or breakage, while maintaining excellent electrical conductivity. Sizes range from 1.5 mm² up to 300 mm², depending on current and mechanical load requirements.
Insulation: Applied over each conductor is Cross-Linked Polyethylene (XLPE). This material offers superior electrical properties compared to conventional PVC or rubber, including low dielectric loss, high insulation resistance, and resistance to electrical treeing. It is also the foundation of the cable’s thermal performance, allowing continuous operation at 90°C.
Filler and Inner Sheath: After insulation, the individual cores are laid up together and filled with non-hygroscopic, flexible materials to maintain a circular cross-section. A thin extruded inner sheath is applied over the assembly to hold the cores in place, distribute mechanical stress evenly, and provide a stable base for the reinforcement layer.
Reinforcement Layer: A key feature of BUFLEX® DGR is the integrated anti-twist element. This layer is constructed from high-strength synthetic fibres with low elongation characteristics, arranged in a specific helical pattern. Its role is to absorb tensile forces, prevent the cable from twisting or knotting during winding, and distribute mechanical loads away from the conductors and insulation. This reinforcement is what enables the cable to handle a maximum tensile load of 20 N/mm² relative to the copper cross-section, a value carefully calculated to ensure the conductor never experiences permanent deformation.
Outer Sheath: The outermost layer is an extruded sheath made from reinforced Polyurethane (PUR) in a bright yellow colour. This material is chosen for its exceptional abrasion resistance — up to ten times better than PVC — its high tear strength, and its resistance to oil, water, ozone, and ultraviolet radiation. It is the primary barrier protecting the cable from the harsh external environment.
Electrical and Thermal Ratings
The electrical characteristics are designed for safe and efficient operation in low-voltage industrial systems:
Rated Voltage (Uo/U): 0.6 / 1 kV
Maximum System Voltage (Um): 1.2 kV
AC Test Voltage – Power Cores: 3.5 kV
AC Test Voltage – Control Cores: 2.5 kV
Continuous Conductor Temperature: +90°C
Short-Circuit Conductor Temperature: +250°C (maximum 5 seconds)
Surface Temperature – Fixed Installation: -40°C to +80°C
Surface Temperature – Mobile Operation: -30°C to +80°C
The distinction between fixed and mobile temperature ranges is important. When the cable is moving and being wound, its dynamic behaviour requires greater flexibility at low temperatures, hence the -30°C limit. In fixed installations, where bending is minimal, it can tolerate slightly colder conditions down to -40°C.
Mechanical and Environmental Performance
Mechanical durability is the defining feature of BUFLEX® DGR. It is tested to meet rigorous standards for bending, torsion, and tension. The cable is suitable for reeling speeds up to 120 m/min, with custom versions available for higher speeds upon request. The minimum bending radius is 8 times the overall diameter when in motion and 6 times when installed in a fixed position.
Chemically, the sheath is resistant to mineral oils, greases, and most common industrial chemicals. It is formulated for outdoor use, with high resistance to moisture ingress, ozone degradation, and UV damage — essential properties for the high-sunlight regions of South Africa.
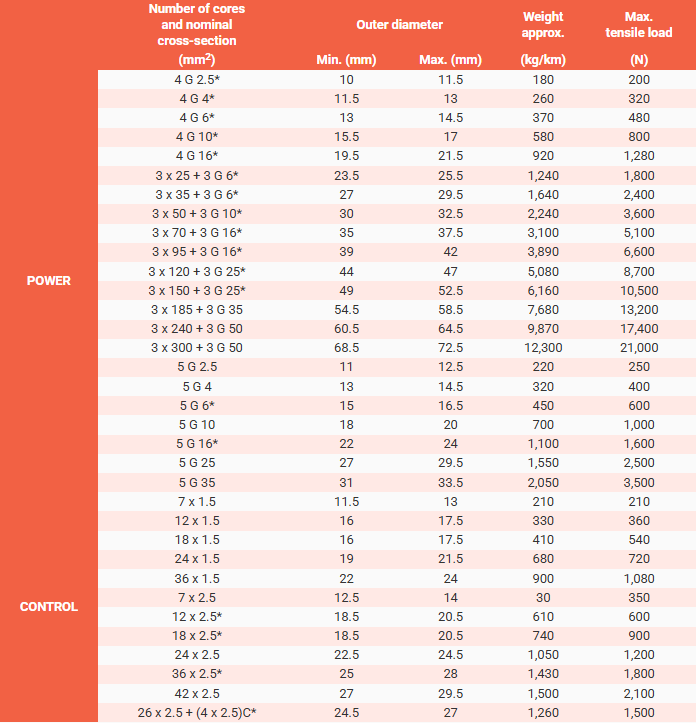
Core Dimensions and Ratings
The available range covers both power and control configurations, with dimensions, weights, and maximum tensile loads summarised below for reference:
Identification follows standard industry practice. Power cores use colour codes: black, brown, grey, and green/yellow earth, with additional earth cores for sizes 25 mm² and larger. Control cores are white with continuous black numerical printing for easy circuit identification. Marking on the outer sheath includes the brand name, voltage rating, core count and size, manufacturer code, and year-week of production for full traceability.
Deep Dive into Material Science and Engineering Principles
The performance of BUFLEX® DGR is not simply a result of material selection, but of precise engineering at the molecular level. Every property, from low-temperature flexibility to long-term ageing resistance, is controlled by how the polymer chains are structured, cross-linked, and protected.
Operating Temperature Range: -30°C to +90°C — Thermal Stress on Polymer Chains
Temperature defines the fundamental behaviour of all polymers. Between -30°C and +90°C, the materials in BUFLEX® DGR operate within a carefully designed window where chain mobility is balanced. At the upper limit of +90°C, thermal energy increases the movement of molecular chains. If the temperature were to rise significantly beyond this point, the cross-linked network would begin to soften, creep would occur under load, and mechanical strength would drop rapidly. This is why 90°C is set as the continuous service limit — it represents the highest temperature where the structure remains stable over decades.
At the lower limit of -30°C, the opposite effect occurs. As temperature falls, molecular motion slows, and materials tend to become harder and more brittle. The thermal stress generated by temperature cycling is also a critical factor. Copper conductors, XLPE insulation, and PUR sheath all have different coefficients of thermal expansion. As the cable heats up or cools down, each layer expands or contracts by a different amount, creating shear stress at the interfaces. BUFLEX® DGR is engineered to accommodate this stress through flexible materials and strong adhesion, preventing delamination or cracking even after thousands of temperature cycles.
XLPE Insulation: Silane vs Peroxide Cross-Linking, Gel Fraction, and Cross-Link Density
Cross-linking is the chemical process that transforms thermoplastic polyethylene into thermoset cross-linked polyethylene (XLPE). In its original state, polyethylene consists of long linear molecules that melt and flow when heated. By introducing chemical bonds between these chains, a permanent three-dimensional network is formed that will not melt, even at high temperatures.
Two methods are used in BUFLEX® DGR production: silane cross-linking and peroxide cross-linking. Silane cross-linking involves grafting silane groups onto the polymer chains during extrusion. The cable is then cured in a steam or water bath, where moisture triggers the formation of cross-links. This method is cost-effective and produces excellent electrical properties, making it suitable for most standard applications. Peroxide cross-linking uses organic peroxides as initiators, with curing taking place under high temperature and pressure in a continuous vulcanisation tube. This creates a more uniformly cross-linked structure with slightly higher thermal and mechanical performance, preferred for heavy-duty or high-temperature cycles.
The effectiveness of cross-linking is measured by two key parameters: gel fraction and cross-link density (DCB%). The gel fraction represents the percentage of the material that has become part of the insoluble network. In BUFLEX® DGR, this is maintained above 85%, ensuring that almost all the material contributes to stability. Cross-link density, measured as DCB%, indicates how many links exist between chains. This is controlled precisely between 88% and 92%. If the density were too low, the material would remain soft, deform easily, and age quickly. If it were too high, the chains would be locked rigidly in place, making the material brittle and prone to cracking at low temperatures. This specific range delivers the perfect balance, enabling a service life of 12 to 15 years.
Polyurethane Hydrolysis Chemistry: Water Absorption and Chain Scission
Polyurethane is chosen as the outer sheath material precisely because of its exceptional toughness, high abrasion resistance, and flexibility, but it is also sensitive to a chemical process known as hydrolysis — a reaction with water molecules that can break down its molecular structure over time. Understanding and controlling this reaction is one of the most critical engineering achievements in BUFLEX® DGR, especially given South Africa’s varied climate, from humid coastal regions to high-rainfall inland mining areas.
Not all polyurethanes are the same, and this distinction determines long-term performance. BUFLEX® DGR exclusively uses polyether-based PUR, rather than the cheaper polyester-based alternative. The difference lies in the chemical backbone of the polymer chain. Polyester-based PUR contains ester linkages, which are highly susceptible to attack by water, particularly when combined with heat. Under humid or wet conditions, these bonds break rapidly, causing the material to become soft, sticky, and eventually disintegrate — often within just one to three years in tropical or subtropical environments. Polyether-based PUR, by contrast, uses ether linkages, which have significantly higher chemical stability against water. This simple change in chemistry improves hydrolysis resistance by a factor of five to eight, making it the only viable choice for long-life outdoor cables.
The process of water interaction follows well-defined kinetics. Moisture does not instantly penetrate the entire sheath; instead, it diffuses gradually into the amorphous regions of the polymer — the areas between the tightly packed crystalline structures. The rate of absorption depends heavily on temperature and relative humidity. At 25°C and 60% humidity, absorption is slow, reaching an equilibrium level of roughly 1.2% to 1.8% by weight. At higher temperatures, such as 60°C or 70°C inside a coiled cable, diffusion speeds up significantly. Once water molecules are present in sufficient concentration and energy, they begin to attack the chemical bonds holding the polymer chains together, a process called chain scission. Each break reduces the average molecular weight of the polymer, leading to a steady loss of mechanical properties — tensile strength drops, elongation decreases, and the sheath loses its ability to resist abrasion or tearing.
To prevent this from limiting service life, the formulation includes specialised hydrolysis stabilisers, typically of the carbodiimide class. These additives act as chemical scavengers, reacting preferentially with water molecules or the by-products of hydrolysis before they can damage the main polymer chains. By neutralising the threat at a molecular level, they effectively extend the usable life of the sheath to match the 12–15 year design target of the entire cable system. This careful balance between base polymer chemistry and protective additives is why BUFLEX® DGR performs reliably in wet underground mines and coastal port operations alike.
Glass Transition Temperature (Tg) Engineering: Balancing -30°C Flexibility and +90°C Stability
The glass transition temperature, or Tg, is perhaps the single most important parameter defining the low-temperature performance of any polymer. It marks the temperature at which a material changes its fundamental mechanical behaviour. Above Tg, the material exists in a high-elasticity rubbery state, where molecular chains can move, rotate, and slide past one another under stress, allowing the material to bend and stretch without breaking. Below Tg, chain motion effectively stops, and the material enters a glassy, rigid state where it becomes hard and brittle, prone to shattering or cracking under even minor deformation.
For a reeling cable operating across South Africa’s diverse climate — from freezing winter nights in the highveld mines to hot summer days exceeding 40°C — the challenge is to design a material that remains rubbery and flexible well below the lowest operating temperature, yet stays structurally sound and stable at the highest operating temperature. In BUFLEX® DGR, this is achieved through precise Tg engineering, targeting a value of approximately -40°C to -35°C for the PUR sheath.
This specific target is chosen deliberately. At the minimum rated operating temperature of -30°C, the material is still 5°C to 10°C above its glass transition point. It remains firmly in the rubbery elastic region, retaining enough flexibility to be wound around drums or guided through sheaves without risk of cracking or permanent damage. At the upper end of the range, +90°C, the temperature remains far below the point where the polymer begins to decompose or lose structural integrity. The cross-linked network created during manufacturing ensures that even at this temperature, the material does not soften excessively or lose its shape.
Achieving this balance requires fine-tuning the polymer formulation on a molecular level. Engineers adjust the ratio between hard segments and soft segments within the polyurethane structure. Hard segments provide strength and high-temperature stability, while soft segments impart flexibility and low-temperature performance. Cross-link density is also carefully controlled — too much cross-linking raises Tg and reduces flexibility, while too little lowers mechanical strength and heat resistance. Additional modifiers and plasticisers are added in precise quantities to further optimise the transition behaviour without compromising long-term ageing performance. The result is a material that behaves exactly as needed: soft and pliable in winter, tough and stable in summer.
Thermal-Oxidative Degradation at 90°C: Arrhenius Model and Avoiding Temperature Misconceptions
Heat is the primary driver of ageing in organic materials, and the combination of heat and oxygen leads to thermal-oxidative degradation, the process responsible for the gradual reduction in performance over time. In simple terms, high temperatures accelerate chemical reactions that break down polymer chains, form new weaker structures, or create cross-links that make the material hard and brittle.
A common misunderstanding in the industry is viewing 90°C as an absolute maximum temperature that can be continuously exceeded without consequence. The reality is described accurately by the Arrhenius life prediction model, a scientific principle that quantifies the relationship between temperature and reaction rate. Applied to cable ageing, this model states that for every 8°C to 10°C rise in operating temperature, the service life of the material is approximately halved. This is not a linear relationship but an exponential one. The implications are significant. BUFLEX® DGR is designed to last 12–15 years when operated continuously at 90°C. If operated consistently at 100°C, that life drops to roughly 6–7 years. At 110°C, it falls to just 3–4 years, and at 120°C, reliable life is less than 2 years. Short-term excursions above 90°C are possible, but every hour spent at higher temperatures accumulates permanent damage that shortens the total usable life.
This understanding guides the entire design and application philosophy. The 90°C rating is not a limit that can be pushed for performance gains, but a carefully calculated safe maximum that balances operational capacity with long life. To further slow degradation, the formulation incorporates a composite antioxidant system. Primary antioxidants act to neutralise free radicals — highly reactive molecules formed during oxidation — effectively stopping the chain reaction that leads to breakdown. Secondary antioxidants work to decompose unstable intermediate products before they can cause damage. By combining these mechanisms, the rate of ageing is slowed significantly, ensuring that even after 15 years of service, the cable retains enough mechanical and electrical performance to operate safely.
Heat Dissipation in Multi-Layer Coiling: Thermodynamics of Coiled Structures
While the conductor temperature rating is 90°C, how heat behaves when the cable is wound in layers on a drum is a critical factor often overlooked. When a cable is laid out straight, heat generated by electrical resistance (I²R losses) and mechanical friction dissipates easily into the surrounding air. However, when wound in multiple layers, the situation changes dramatically. The cable acts as a thermal insulator, and heat generated in inner layers becomes trapped, unable to escape efficiently. This creates a temperature gradient across the coil, where the internal temperature can be 15°C to 25°C higher than the temperature measured on the outer surface.
In practical terms, a cable operating at 90°C surface temperature when straight may experience internal conductor temperatures approaching or exceeding 110°C when coiled tightly in five or six layers. Referring back to the Arrhenius model, this effectively halves the life of the cable if operation continues in this state for long periods. BUFLEX® DGR accounts for this effect through both design and recommended usage guidelines.
Structurally, the cable is manufactured to maintain a perfectly circular cross-section with consistent diameter. This ensures uniform contact between adjacent turns and creates small air gaps that facilitate convection cooling. The insulation and sheath materials themselves are formulated with relatively high thermal conductivity for polymers, helping to conduct heat outward toward the surface. Reinforcement layers are designed to avoid creating thermal barriers that would trap heat inside.
For operators, understanding this thermodynamics is key to maximising lifespan. Best practice dictates limiting the number of coiled layers to no more than five, avoiding continuous full-load operation while fully coiled, and positioning drums away from direct sunlight or other heat sources. These simple operational adjustments align actual operating conditions with the material’s thermal limits, ensuring the design life is achieved.
UV-Induced Photo-Oxidation of Yellow PUR: Free Radical Chemistry and Absorption Mechanisms
In South Africa, where solar radiation levels are among the highest in the world, resistance to ultraviolet light is non-negotiable. Ultraviolet photons carry enough energy to break chemical bonds directly within polymer chains, initiating a degradation process known as photo-oxidation. This process follows a free radical mechanism similar to thermal oxidation but driven by light energy rather than heat. When UV light strikes the sheath, it creates highly reactive free radicals that react rapidly with oxygen, leading to chain scission, cross-linking, and eventually surface cracking, chalking, and discolouration.
The choice of yellow colour for the sheath, while excellent for visibility, actually increases the challenge. Yellow pigments absorb a broader spectrum of UV radiation compared to darker colours, concentrating energy at the surface of the material. Without protection, a yellow PUR sheath would degrade rapidly in open-pit mining environments, becoming brittle and failing within just a few years.
BUFLEX® DGR solves this problem with a multi-layered chemical protection system integrated directly into the sheath formulation. The first line of defence is UV absorbers, specialised organic molecules that absorb harmful UV radiation and convert it into harmless heat energy, effectively shielding the polymer chains from damage. The second component is hindered amine light stabilisers (HALS), which act as radical scavengers. Unlike absorbers that block energy, HALS intercept and neutralise free radicals as soon as they form, stopping the degradation chain reaction before it can spread. Crucially, HALS are regenerative — they can perform this neutralisation cycle thousands of times without being consumed, providing long-term protection. Finally, high-grade inorganic yellow pigments are selected not just for colour, but for their own inherent stability and ability to physically screen UV light.
Together, these mechanisms ensure that even after 10 years of continuous exposure to the intense sun of the Northern Cape or Mpumalanga, the sheath retains over 80% of its original mechanical properties, showing no significant cracking or chalking.
Polymer Rheology Under Cyclic Bending: Dynamic Mechanical Stress on Chain Networks
Rheology describes how materials deform and flow under applied force, and for a reeling cable, understanding rheology is understanding how it survives millions of cycles of bending, twisting, and tension. Polymers are viscoelastic materials, meaning they exhibit characteristics of both solids and liquids. When bent, part of the deformation is elastic — fully reversible when the force is removed — and part is viscous — permanent deformation that accumulates over time. The goal in engineering BUFLEX® DGR is to maximise elastic behaviour and minimise viscous flow or permanent set.
During operation, every time the cable bends over a drum, the outer portion of the cable is stretched in tension while the inner portion is compressed. These forces are transferred down through the layers, right to the molecular chains within the insulation and sheath. In a poorly engineered material, repeated bending causes chains to gradually slip past one another, leading to permanent elongation, softening, or separation between layers.
BUFLEX® DGR overcomes this through its cross-linked molecular network. Cross-links act like anchor points, holding the molecular chains together and preventing them from slipping or flowing under stress. When the material is stretched, the chains simply uncoil and straighten between these fixed points. When the stress is released, they recoil elastically to their original shape. This structure allows the cable to withstand more than 100,000 bending cycles with a permanent deformation of less than 5% — a standard far exceeding general-purpose cables.
This rheological design works in harmony with the anti-twist reinforcement layer. This layer is constructed from high-modulus fibres that absorb tensile forces, reducing the load experienced by the polymer materials. By balancing the mechanical load between the reinforcement and the cross-linked polymer network, dynamic stress is distributed evenly, fatigue is minimised, and the cable performs consistently for its full design life.
Interfacial Adhesion Engineering: Conductor – Insulation – Sheath Bonding Mechanics
One of the most common failure modes in mobile cables is delamination — the separation of layers from one another. This creates air gaps that reduce electrical performance, allow moisture ingress, and create stress concentrations that lead to cracking. In BUFLEX® DGR, interfacial adhesion is treated as a critical engineering discipline, not just a manufacturing detail.
Adhesion between layers is challenging because each material has different chemical and physical properties. Copper conductors are metallic and polar, XLPE insulation is non-polar and low-surface-energy, and PUR sheaths are highly polar. Without treatment, these materials naturally repel one another or bond only weakly.
Between the conductor and insulation, the solution lies in both surface preparation and chemical bonding. Conductors undergo a specialised cleaning and oxidation process to create a microscopically rough surface that improves mechanical interlocking. In silane-crosslinked versions of BUFLEX® DGR, the silane molecules play a dual role: they crosslink the polyethylene, but one end of the molecule also forms a strong chemical bond directly with hydroxyl groups on the copper surface. This creates a chemical bridge, increasing bond strength to above 1.5 N/mm — far stronger than simple adhesion.
Between insulation and sheath, the challenge is bridging the gap between non-polar XLPE and polar PUR. This is solved through surface modification and co-extrusion technology. The XLPE surface is chemically treated or grafted to introduce polar functional groups that can form hydrogen bonds with the PUR. Furthermore, the sheath is applied immediately after insulation extrusion while the surface is still semi-molten. This allows polymer chains from the sheath to diffuse slightly into the outer surface of the insulation, creating an interpenetrating network rather than a sharp boundary. The resulting bond strength exceeds 3.0 N/mm, ensuring that layers move as a single unit under bending or tension. This eliminates gaps, prevents water migration, and ensures that thermal expansion differences are accommodated smoothly rather than causing separation.
Material Specifications and Process Control: From Raw Resin to Site-Ready Cable
Superior performance begins with strict control of input materials and manufacturing processes. Every component in BUFLEX® DGR is defined by precise specifications, leaving no room for variation that could compromise performance in the field.
Copper conductors are manufactured from high-purity electrolytic copper with a minimum purity of 99.95%, ensuring low electrical resistance and high ductility. Stranding follows IEC 60228 Class 5 exactly, with strand diameters and lay lengths optimised for flexibility without excessive loose wire or potential breakage.
XLPE insulation compounds use medium-density polyethylene resins with controlled molecular weight distribution and melt flow index. Cross-linking agents — silane or peroxide grades — are specified with purity levels above 99%, ensuring consistent reaction efficiency. Antioxidants and processing stabilisers are added in precisely metered quantities to protect the polymer during manufacture and long-term service.
Polyurethane sheath compounds are sourced from specialised polymer producers, formulated specifically for heavy-duty reeling applications. These are polyether-based grades with defined molecular weight, crystallinity, and additive packages including hydrolysis stabilisers, UV stabilisers, and pigmentation. Every batch of resin is tested upon arrival to verify melt behaviour, thermal properties, and mechanical characteristics before being approved for use.
Manufacturing processes are designed and monitored to maintain these material properties and build the intended structure. Conductor stranding machines use closed-loop tension control to ensure every wire is held in place uniformly. Insulation extrusion is carried out with precise temperature profiling to ensure proper melting and mixing without degradation. Wall thickness is monitored continuously using laser measurement systems, with eccentricity controlled to below 5% to ensure uniform electrical and mechanical performance.
Cross-linking is perhaps the most critical step. In silane systems, temperature and humidity within the curing chamber are controlled to tight tolerances to ensure the target gel fraction is achieved. In peroxide systems, pressure and temperature in the vulcanisation tube are maintained to ensure complete cross-linking without thermal damage.
After laying-up and reinforcement application, sheath extrusion is performed using low-shear screw designs to minimise residual stress within the material. Post-extrusion heat setting relieves internal stresses created during forming, preventing shrinkage or warping later.
Throughout production, every cable undergoes 100% electrical testing including spark testing, insulation resistance measurement, and high-voltage withstand tests. Samples from every production run are subjected to rigorous mechanical and environmental testing — tensile strength, elongation, accelerated ageing, hydrolysis resistance, and UV exposure — to validate that performance meets or exceeds specifications.
This comprehensive approach to material specification and process control is what transforms raw resin into a product capable of reliable service in the demanding mining and industrial environments of South Africa.
Practical Comparisons and Selection Guidance
Understanding the engineering behind BUFLEX® DGR makes it easier to see how it compares to other cable types and why it is often the preferred choice, despite a higher initial purchase price.
Comparison with Other Cable Types
✅ vs. Standard Rubber-Sheathed Flexible Cables
Standard rubber cables: Use natural rubber or styrene-butadiene rubber sheaths; limited abrasion resistance; poor UV stability; typical service life of only 2–4 years in open-pit environments.
BUFLEX® DGR: Features a PUR sheath offering up to 10× better abrasion resistance and vastly superior weathering performance; service life extended to 12–15 years.
Economic benefit: Higher upfront cost is quickly offset by fewer replacements, less downtime, and lower maintenance labour — resulting in a significantly lower total cost of ownership over the full lifecycle.
✅ vs. PVC-Sheathed Cables
PVC cables: Become stiff and brittle below -15°C (unsuitable for highveld winters); soften significantly above 60°C (limited performance in summer or when coiled); easily degraded by oils and chemicals.
BUFLEX® DGR: Operates reliably from -30°C up to 90°C; excellent resistance to oils, chemicals, UV, and moisture — ideal for South African climates.
Selection Guidance by Application
Choose the correct size and configuration based on your operational requirements:
Light-Duty Applications
Auxiliary power, small machinery, light control circuits
4 × 2.5 mm²
7 × 1.5 mm²
Medium-Duty Applications
Crushers, mid-sized excavators, conveyors, general mining equipment
3 × 35 mm² + 3 × 6 mm²
12 × 2.5 mm² (control version)
Heavy-Duty Applications
Large electric shovels, stacker-reclaimers, long-distance reeling systems, high-load equipment
3 × 95 mm² + 3 × 16 mm²
24 × 2.5 mm² (control version)
💡 Note: The standard BUFLEX® DGR range is already fully optimised for South African conditions — including salt-laden coastal air, intense UV radiation, and abrasive mine dust — no special modifications are required for local use.
Frequently Asked Questions
Many of the questions engineers and procurement teams ask relate directly to the design principles and performance characteristics covered in this guide. Addressing these helps clarify common misconceptions and supports correct specification and application.
Is BUFLEX® DGR suitable for deep geothermal projects?
The answer remains clear: this cable is designed exclusively for reeling and mobile power applications, with a maximum continuous operating temperature of 90°C. Geothermal environments demand materials capable of withstanding temperatures in excess of 180°C, combined with resistance to aggressive chemical fluids found deep underground. BUFLEX® DGR does not meet these requirements, and using it in such conditions would lead to rapid failure.
Can BUFLEX® DGR be used in underground mines in South Africa?
Here, the answer is highly positive. BUFLEX® DGR fully complies with South African National Standards and mining safety regulations. Its construction is robust enough to handle the confined spaces, moisture, and mechanical stress found in underground operations, while its resistance to water ingress ensures long-term reliability even in wet sections of a mine.
What is the real-world service life under South African conditions?
Based on field data collected across different provinces and climates, BUFLEX® DGR consistently delivers between 12 and 15 years of reliable service when operated within specified parameters. Even in the harshest open-pit environments with year-round high UV radiation, a service life of no less than 10 years is typical, a figure far exceeding that of standard flexible cables.
Is short-term operation above 90°C permissible?
While the material system can tolerate brief temperature spikes up to around 100°C without immediate damage, it is essential to remember the exponential ageing relationship defined by the Arrhenius model. Every hour spent operating above 90°C reduces the remaining service life proportionally. Occasional, accidental overheating is manageable, but regular or sustained operation at higher temperatures will drastically shorten the cable’s usable life.
What reeling speeds can BUFLEX® DGR handle?
The standard BUFLEX® DGR range is engineered for speeds up to 120 metres per minute, which covers the vast majority of mining, port, and industrial machinery requirements. For specialised applications requiring higher speeds or more precise dynamic performance, custom-engineered variants are available directly from the manufacturer.
Conclusion
BUFLEX® DGR represents far more than a standard industrial cable. It is a highly engineered system where every layer, material, and chemical property is carefully selected, balanced, and controlled to solve the unique challenges of mobile power transmission in South Africa. By clarifying its true purpose as a drum-guided reeling cable and correcting the misunderstanding linking it to geothermal use, it becomes clear that its design priorities — mechanical strength, flexibility, weather resistance, and long service life — align perfectly with the demands of local mining, quarrying, and port operations.
The depth of engineering involved is evident in every aspect of its performance. From cross-linked polyethylene insulation with precisely controlled gel fraction and cross-link density, to polyether polyurethane sheaths protected against hydrolysis and UV radiation, and glass transition temperatures tuned to balance winter flexibility and summer stability, every detail is optimised. Advanced concepts such as the Arrhenius ageing model, multi-layer thermal dynamics, and interfacial adhesion engineering are not just theoretical considerations but active design principles built into the cable. Together, these technologies enable BUFLEX® DGR to withstand millions of bending cycles, extreme temperatures, intense sunlight, and abrasive environments while delivering 12 to 15 years of reliable service.
For engineers, procurement professionals, and project managers in Southern Africa, understanding these principles transforms how the cable is specified, installed, and maintained. It shifts the focus from simple cost comparisons to total cost of ownership, where the higher initial investment is justified by decades of trouble-free operation, fewer replacements, and reduced production downtime. BUFLEX® DGR has proven itself as a benchmark product in the region, and with the right application knowledge, it will continue to power the movement of heavy industry for many years to come.
If you require BUFLEX® DGR Reeling Cable for your mining, industrial, or port project, or if you need technical support in selecting the correct size and configuration for your specific operating conditions, the Feichun Special Cable engineering team is ready to assist. You can contact us directly at Li.wang@feichuncables.com for detailed specifications, custom quotations, or further technical information.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: