Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


PROTOLON(SMK) (N)TSCGEWOEU: Premium Medium Voltage Reeling Cables for Extreme Port Applications
Discover how PROTOLON(SMK) (N)TSCGEWOEU medium voltage reeling cables tackle extreme challenges in South African ports, from 18/30kV high-voltage transmission to 20 N/mm² tensile stress, salt corrosion and UV radiation. This article covers full technical specifications, core engineering principles, on-site performance data and procurement guidance, helping engineering professionals and procurement teams make informed decisions for heavy-duty port infrastructure projects.
Li Wang
5/7/202625 min read


Introduction
Modern port operations rely heavily on large-scale mobile machinery, which acts as the backbone for loading, unloading and moving cargo efficiently across terminals. For these systems to operate reliably, the cables that supply power and transmit data are just as critical as the mechanical components themselves. In South Africa, ports face some of the harshest operating conditions in the world, creating a uniquely demanding environment for reeling cables. When a cable fails in such settings, the consequences extend far beyond simple equipment downtime, with losses potentially reaching up to €500,000 for every single day of disruption. PROTOLON(SMK) (N)TSCGEWOEU medium voltage reeling cables have been engineered specifically to meet these challenges, representing the highest level of development in reeling cable technology today. This article explores the difficulties faced by cables in South African ports, the innovative solutions built into this product range, its full technical specifications, and the engineering principles that make it the preferred choice for heavy-duty port applications.
Technical Limits Faced by Reeling Cables in South Africa’s Extreme Ports
Operating a port in South Africa means contending with a combination of factors that push conventional cable technology to its breaking point. These challenges fall into four distinct but interconnected categories, each placing unique strains on cable systems. Understanding these limits is essential to appreciating why specialised engineering is necessary.
Electrical Challenges: High-Voltage Transmission Requirements
Large port machinery such as ship-to-shore cranes, automated stacking cranes and mobile ship loaders require substantial amounts of power to operate efficiently. As equipment has grown larger and more capable, power demands have risen, leading to operating voltages reaching as high as 18/30kV. At these levels, the electrical stresses placed on cable insulation become significant. Electrical fields form around current-carrying conductors, and where these fields are unevenly distributed, localised high-stress areas develop. Over time, this leads to partial discharge events where small electrical arcs form within insulation materials, gradually eroding their structure and eventually causing breakdown. In addition, high-voltage systems generate electromagnetic fields that can interfere with sensitive control and communication signals if cables are not designed to contain these fields effectively. This creates a dual challenge: maintaining insulation integrity while preventing electrical interference from disrupting operations.
Mechanical Challenges: Extreme and Dynamic Loads
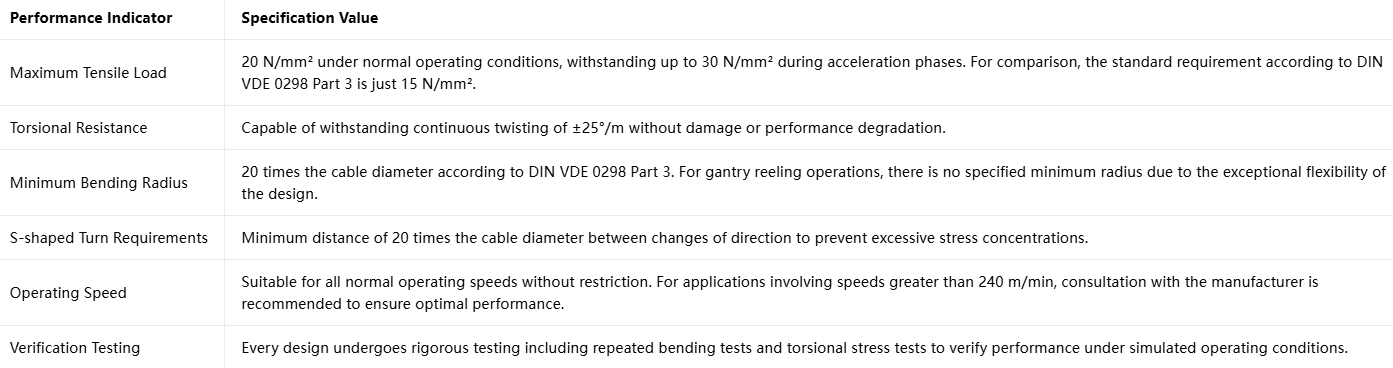
Perhaps the most severe challenges faced by reeling cables come from mechanical forces, which in South African ports far exceed standard industrial requirements. During normal operation, cables must withstand continuous tensile stress of 20 N/mm², with peak loads reaching 30 N/mm² during acceleration phases. To put this in perspective, the standard requirement according to DIN VDE 0298 Part 3 is just 15 N/mm², meaning these cables operate at stresses up to twice the normal industrial specification. Beyond simple tension, cables are subjected to constant torsional stress of ±25°/m as machinery booms rotate and equipment moves across multiple planes. This twisting motion places shear forces on every layer of the cable, potentially causing conductors to separate from insulation or different cable components to delaminate from one another. The frequency of these movements compounds the problem, with cables experiencing more than 100,000 load cycles each year. This repetitive stress creates fatigue conditions similar to metal fatigue, where materials gradually lose their mechanical strength and become prone to cracking or breaking. Additional mechanical strain comes from the way cables are handled, as they pass over rollers, are wound onto drums, and navigate tight bends during normal operations.
Environmental Challenges: Multi-Factor Corrosion and Aging
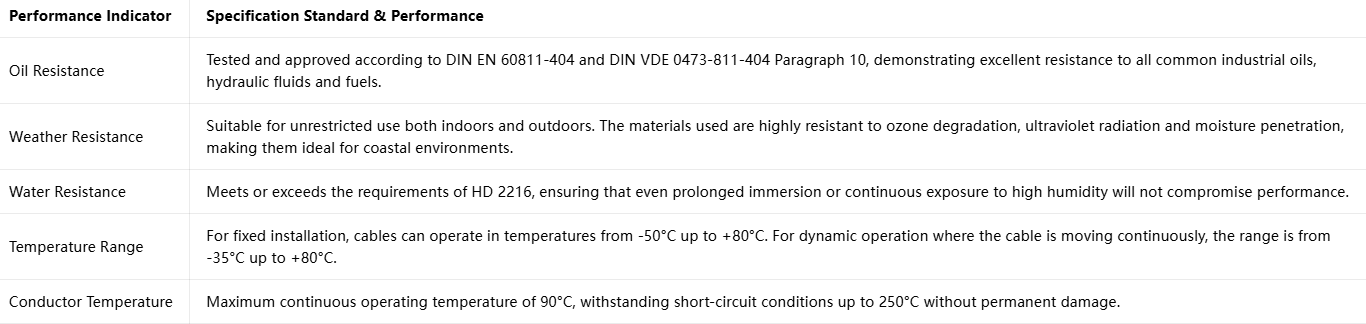
South Africa’s coastal environment creates an aggressive setting for cable materials. The high salt content in marine air is particularly problematic, as salt crystals settle on cable surfaces and absorb moisture, creating an electrolyte solution that accelerates electrochemical corrosion. This affects metallic components such as conductors and shielding systems, but can also degrade polymer materials by breaking down chemical bonds within their structure. Compounding this is the country’s high levels of solar radiation, with intense ultraviolet light causing photodegradation in unprotected plastics and rubbers. This process makes materials brittle, leads to surface cracking, and reduces both mechanical strength and electrical insulation properties. In addition, ports are inherently industrial environments where oil and chemical spills are common occurrences. Hydraulic fluids, lubricating oils and fuels can come into contact with cables, causing polymer materials to swell, soften or chemically degrade. Temperature variations add another layer of complexity, with operating environments ranging from as low as -35°C up to +80°C, and installation temperatures sometimes dropping to -50°C. These extremes cause materials to expand and contract repeatedly, creating internal stresses that can accelerate wear and tear.
Comprehensive Impact of Multi-Factor Superposition
What makes operating conditions in South African ports so uniquely difficult is not just the severity of individual factors, but the way they interact with one another. Mechanical damage creates small cracks in protective layers, allowing salt-laden moisture and oils to penetrate deeper into the cable structure. Once inside, these contaminants accelerate corrosion and material degradation, which in turn reduces the cable’s ability to withstand mechanical stress. UV radiation weakens outer sheaths, making them more susceptible to abrasion, while high temperatures speed up all chemical degradation processes. This creates a vicious cycle where each problem exacerbates others, leading to service lifetimes that can be as little as one-third of what would be expected in less demanding environments. When cables fail, the economic impact is substantial, with terminal operators facing not just the cost of replacement but also the far greater expense of lost productivity, delayed shipments and contractual penalties.
PROTOLON(SMK) Engineering Solutions – Technology Designed for Extremes
To address these complex challenges, PROTOLON(SMK) (N)TSCGEWOEU cables incorporate four core technological innovations, each targeted at specific failure modes while working together as an integrated system. These solutions represent decades of research and field experience, resulting in a product that defines the current limits of reeling cable engineering.
PROTOLON HS EPR Insulation & Semiconductive Field Control System
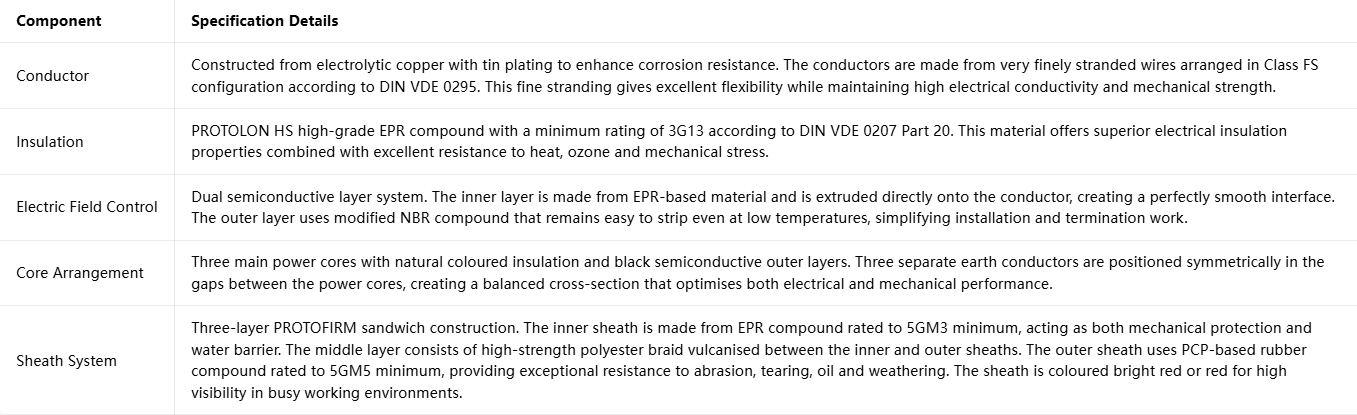
At the heart of the electrical performance is the PROTOLON HS insulation system, developed specifically to perform reliably under high electrical stress and extreme mechanical conditions. Based on high-grade Ethylene Propylene Rubber (EPR) compounds rated to at least 3G13 according to DIN VDE 0207 Part 20, this material offers excellent dielectric properties combined with superior mechanical resilience. Unlike standard PVC or polyethylene insulation, EPR maintains its flexibility across a wide temperature range while resisting degradation from heat, ozone and chemical exposure. Working alongside the insulation are two semiconductive layers that form a crucial part of the electrical design. The inner layer, made from EPR-based material, is bonded directly to the conductor, creating a smooth interface that eliminates air gaps where electrical stress would otherwise concentrate. The outer layer uses a modified Nitrile Butadiene Rubber (NBR) compound that can be stripped cold, making installation and termination much easier while still providing effective electrical field control. Together, these components ensure that electrical stress is distributed evenly throughout the insulation system, preventing the formation of high-stress zones that lead to premature failure.
PROTOFIRM Sandwich Sheath System: Balance of Flexibility and Toughness
Protecting the internal cable components is the PROTOFIRM sandwich sheath system, a multi-layer design engineered specifically to withstand extreme mechanical forces while maintaining the flexibility essential for reeling operations. The system begins with an inner sheath made from a specialised EPR compound rated to at least 5GM3, which acts both as mechanical protection and an effective water barrier. This layer prevents moisture penetration while remaining flexible enough to move with the internal components during bending and twisting. Between the inner and outer sheaths sits a reinforced braid constructed from high-tenacity polyester threads, which is bonded to both layers during the vulcanisation process. This creates a structural skeleton that carries tensile and torsional loads, preventing excessive stretching or twisting that could damage internal components. The outer sheath is manufactured from high-performance Polychloroprene (PCP) rubber compounds rated to at least 5GM5, offering exceptional resistance to abrasion, tearing, oil and weathering. The combination of these layers creates a system that is stronger than conventional single-layer sheaths, yet remains flexible enough for continuous reeling and unreeling operations.
Split Earth Conductor Configuration: Electromagnetic Optimization & Mechanical Balance
Most standard cables use a single, centralised earth conductor, but PROTOLON(SMK) cables employ a more sophisticated approach with three separate earth conductors positioned in the gaps between the main power cores. This seemingly simple change brings significant benefits in both electrical and mechanical performance. From an electrical perspective, the symmetrical arrangement creates a much more balanced electromagnetic field, reducing interference with nearby electronic equipment and ensuring consistent electrical performance across all operating conditions. This symmetry also means that manufacturing tolerances can be kept very tight, further improving electrical characteristics and ensuring consistent performance from one cable to the next. Mechanically, splitting the earth conductor into three smaller components means that mass is distributed more evenly throughout the cable cross-section. This results in much better weight balance, reducing the tendency for cables to twist or buckle under load. When forces are applied, they are distributed more evenly across the entire structure, minimising localised stress concentrations that often lead to failure in conventional designs.
Optional Integrated Optical Fiber: Intelligent Monitoring for High-Reliability Operation
For the most critical applications, PROTOLON(SMK) cables are available with integrated optical fibres, designated as the PROTOLON(SMK)-LWL range. This feature embeds optical fibres within the cable structure in such a way that they are protected from mechanical stress while remaining fully functional. The benefits of this integration go beyond simple data transmission capabilities. Optical fibres can be used to monitor the cable’s operating conditions in real-time, measuring parameters such as temperature, mechanical strain and even partial discharge activity. This creates an early warning system that can detect potential problems before they develop into failures, allowing maintenance teams to take action during scheduled downtime rather than dealing with unexpected breakdowns. In automated port systems, these fibres also provide high-bandwidth communication channels that can handle the large volumes of data required for modern control systems.
The Engineering Logic Behind the Technology
Developing a cable system capable of meeting South African port conditions has required more than just selecting high-quality materials. It has involved a complete rethinking of how cables are designed, manufactured and tested, drawing on decades of experience from installations across more than 50 major terminals worldwide. Every aspect of the design has been optimised based on real-world performance data, with materials and configurations refined over years of field use. While these cables represent a higher initial investment compared to standard alternatives, the economics make perfect sense in large-scale port environments. When a single day of downtime can cost €500,000 or more, paying a premium for a cable system that lasts two or three times longer and has a near-zero failure rate becomes a highly cost-effective decision. The technology incorporated into PROTOLON(SMK) cables effectively raises the bar for what is possible in reeling cable design, setting new standards that define the current limits of engineering capability.
Complete Technical Specifications of PROTOLON(SMK) (N)TSCGEWOEU
To fully understand the capabilities of these cables, it is necessary to examine their complete technical specifications, which have been developed in accordance with international standards while exceeding them in key performance areas.
Basic Product Information
PROTOLON(SMK) (N)TSCGEWOEU cables are manufactured by Prysmian Kabel und Systeme GmbH and distributed by Feichun Special Cable, representing a collaboration between global engineering expertise and local application knowledge. The cables are designed in accordance with DIN VDE 0250-813 standards and carry GOST-R certification, ensuring compliance with international quality and safety requirements. They have been developed specifically for applications involving high to extreme mechanical stresses, making them ideal for fast-moving container cranes, ship loaders and unloaders, stacker reclaimers and other heavy-duty mobile port equipment. Every cable is clearly marked with its type designation, cross-section, voltage rating, year of manufacture and unique serial number, ensuring full traceability throughout its service life.
Structural Design Parameters
Each component of the cable has been designed with specific performance requirements in mind, as detailed in the following table:
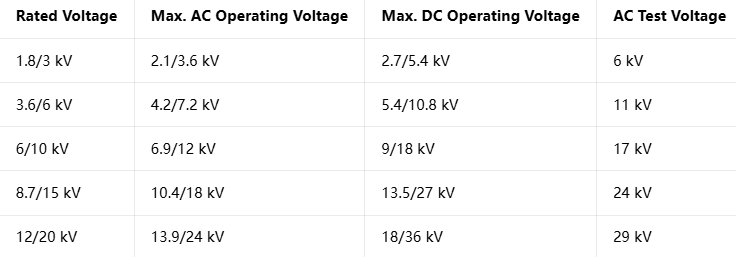
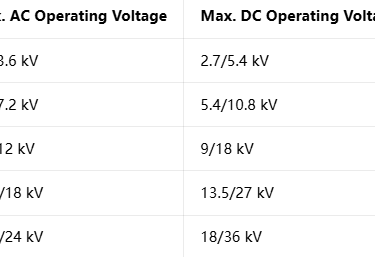
Electrical Performance Parameters
PROTOLON(SMK) cables are available across a wide range of voltage ratings to suit different equipment requirements, as shown in the following table:
In addition to these basic electrical ratings, the cables offer excellent electromagnetic compatibility due to their symmetrical design and tight manufacturing tolerances. This means they produce very low levels of electrical interference and are equally resistant to interference from other sources. For applications requiring data transmission, cables can be supplied with twisted shielded pairs or individually screened control elements. Where high-speed data transmission is required alongside power delivery, the PROTOLON(SMK)-LWL range integrates optical fibres within the cable structure. Current carrying capacities are designed in accordance with DIN VDE 0298 Part 4, with higher ratings available for specific operating conditions upon consultation with the manufacturer.
Mechanical Performance Parameters
The mechanical specifications of PROTOLON(SMK) cables reflect their design for extreme operating conditions, exceeding standard requirements in almost every category:
Environmental and Chemical Resistance Parameters
These cables have been engineered to perform reliably in some of the most hostile environments imaginable, with specifications that reflect this focus on durability:
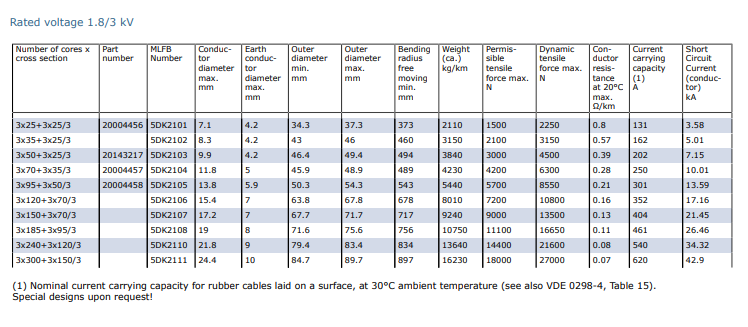
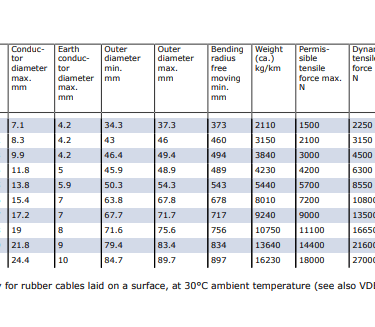
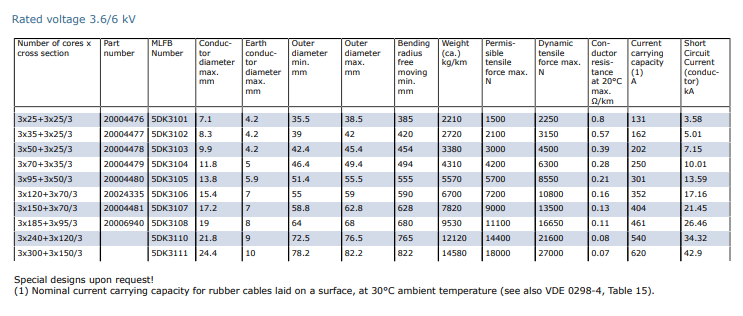
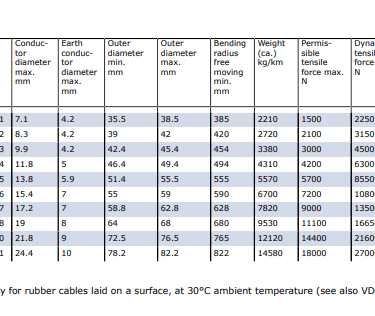
Detailed Specification Tables by Voltage Grade
The full range of available sizes and configurations is extensive, covering all common requirements for port equipment. The following tables show the detailed specifications for the most popular voltage ratings.
1.8/3 kV Rated Cables
3.6/6 kV Rated Cables
In-Depth Technical Analysis – Engineering Principles Behind Key Features
The impressive performance of PROTOLON(SMK) cables is not accidental, but the result of carefully applied engineering principles and material science. By examining each key technology in greater detail, we can understand exactly how these cables overcome the challenges of South African port environments.
PROTOLON HS EPR Insulation: Medium Voltage Elastomer Chemistry and Electric Field Control
Ethylene Propylene Rubber (EPR) belongs to a family of synthetic elastomers known for their excellent electrical insulation properties and mechanical flexibility. The PROTOLON HS formulation takes this material a step further, using a carefully balanced molecular structure that combines ethylene and propylene monomers with specific additives to enhance performance in medium voltage applications. At the molecular level, the polymer chains are arranged to create a dense, uniform structure that resists electrical breakdown while remaining flexible over a wide temperature range. Unlike polyethylene, which becomes brittle at low temperatures and softens at high temperatures, EPR maintains its physical properties from well below freezing up to 90°C continuous operating temperature.
The electric field control system works by ensuring that electrical stress is distributed evenly throughout the insulation. When high voltage is applied to a conductor, the electrical field is strongest at the conductor surface and gradually decreases towards the outside of the insulation. Any irregularities at the conductor-insulation interface cause local increases in field strength, which can initiate partial discharge and eventually lead to insulation failure. The inner semiconductive layer eliminates this problem by creating a perfectly smooth, continuous interface between the metal conductor and the insulation. This layer has controlled electrical conductivity, allowing it to equalise potential differences and distribute stress evenly. The outer semiconductive layer performs a similar function at the outer surface of the insulation, ensuring that the electrical field remains contained within the insulation system and does not interact adversely with surrounding materials or environments.
The modified NBR compound used for the outer layer offers a particular advantage in terms of installation. Standard semiconductive materials can be difficult to remove, requiring specialised tools or heating processes that risk damaging the insulation beneath. The PROTOLON formulation has been modified to maintain its electrical properties while allowing clean removal at normal ambient temperatures, reducing installation time and minimising the risk of damage during termination. This seemingly small detail has a significant impact on the reliability of the final installation, as poor termination is one of the most common causes of cable failure in the field.
PROTOFIRM Sandwich Sheath: Dual-Layer Design and Mechanical Stress Mitigation
The PROTOFIRM sheath system represents a sophisticated approach to mechanical protection, recognising that different parts of the cable require different types of protection. The inner sheath performs multiple critical functions. Firstly, it provides a smooth, continuous layer around the insulated cores, preventing them from rubbing against the structural components during movement. Secondly, it acts as an effective water barrier, preventing moisture from entering the cable structure where it could degrade insulation or cause corrosion. The EPR material used here has been specifically formulated to resist water absorption, maintaining its electrical and mechanical properties even after years of exposure to high humidity or direct water contact.
Between the inner and outer sheaths, the polyester braid forms what is essentially a structural skeleton for the entire cable. Polyester fibres have very high tensile strength but remain flexible, making them ideal for this application. By arranging the fibres in a braided pattern rather than parallel strands, the system gains resistance to both tension and torsion. When the cable is stretched, the braid tightens slightly, distributing the load across many individual fibres and preventing any single point from carrying excessive force. During twisting, the braid structure allows controlled rotation while maintaining overall structural integrity, preventing the cable from becoming permanently deformed or allowing internal components to shift position.
The vulcanisation process is critical to the performance of this system. Rather than simply placing the braid between two separate sheaths, all three layers are bonded together during manufacturing to form a single integrated structure. This means that forces applied to the outer surface are transferred efficiently through to the braid layer, ensuring that the structural elements carry the majority of the load while the rubber layers provide environmental protection and flexibility. The outer sheath material is based on Polychloroprene rubber, chosen for its exceptional resistance to abrasion, tearing, oil and UV radiation. The formulation includes special stabilisers and antioxidants that slow down the ageing process significantly, even under the intense solar radiation found in South Africa. The bright red colour is not just for visibility; the pigments used also contribute to UV protection by absorbing harmful radiation before it can damage the polymer structure.
Split Earth Conductor Topology: Electromagnetic Optimisation and Mechanical Balance
Traditional cable designs typically feature a single earth conductor placed either in the centre or along one side of the cable. While simple to manufacture, this approach creates an asymmetric structure that can lead to a range of performance problems. By splitting the earth function into three separate conductors and positioning them symmetrically between the power cores, PROTOLON engineers have addressed both electrical and mechanical issues simultaneously.
From an electromagnetic perspective, symmetry is key to controlling field distribution. When three-phase power is transmitted through a cable, each conductor produces a magnetic field that interacts with the others. In an asymmetric design, these interactions are unbalanced, resulting in higher levels of external electromagnetic interference and variations in electrical performance between phases. The symmetrical arrangement of PROTOLON cables ensures that each phase sees identical electrical conditions, leading to much more balanced performance and significantly reduced external fields. This makes the cables more compatible with sensitive control systems and reduces the need for additional shielding in many applications.
Mechanically, the benefits are equally significant. A single earth conductor represents a concentration of mass in one part of the cable cross-section. When the cable is bent or twisted, this uneven mass distribution creates uneven forces, leading to increased stress concentrations and a tendency for the cable to twist or buckle unpredictably. By distributing the mass evenly around the cross-section, the split conductor design creates a perfectly balanced structure. This means that forces are distributed evenly during movement, reducing localised stress and ensuring that the cable behaves predictably regardless of how it is being handled. The smaller size of each individual earth conductor also means they are more flexible, contributing to the overall flexibility of the cable while maintaining adequate current-carrying capacity for earth fault conditions.
20 N/mm² Tensile Engineering: Extreme Load Analysis and Dynamic Cycle Quantification
The decision to design for 20 N/mm² continuous tensile loading – and up to 30 N/mm² during acceleration – was not arbitrary but based on detailed analysis of real-world operating conditions in South African ports. During normal operation, cables are subjected to tension as they are pulled from reels or as equipment moves away from the fixed connection point. When machinery accelerates, the inertia of the moving parts creates additional transient loads that can be significantly higher than steady-state values. In many conventional cables, these transient loads are the primary cause of damage, leading to conductor stretching, insulation deformation or sheath rupture.
To withstand these forces, several aspects of the design have been optimised. The use of finely stranded conductors is crucial here. While solid conductors offer high strength, they are relatively inflexible and prone to breaking under repeated bending or twisting. Large strands are more flexible but still suffer from fatigue issues. By using very fine strands arranged in a high-density configuration, PROTOLON cables achieve an optimal balance. The fine strands can move relative to one another during movement, distributing stress across the whole conductor structure rather than allowing it to concentrate at specific points. This means that even when subjected to high tensile forces, individual strands remain within their elastic limit, returning to their original state once the load is removed. Over time, this prevents the gradual elongation and work-hardening that causes conventional conductors to become brittle and eventually break.
Equally important is the way tensile forces are transferred through the cable structure. In many designs, tension is carried primarily by the conductors themselves, placing them under constant strain and accelerating fatigue. In PROTOLON cables, the polyester braid layer is engineered to take the majority of tensile load, protecting the electrical components from excessive stress. This is achieved through careful selection of braid angle and tension during manufacturing, ensuring that as the cable is stretched, forces are transferred efficiently from the outer sheath through to the braid layer before reaching the insulated cores. By limiting the tension experienced by the conductors to well below their maximum capacity, the design achieves exceptional resistance to dynamic loading. This is quantified through rigorous testing where cables are subjected to more than 100,000 load cycles at maximum operating tension, simulating years of service in a relatively short testing period. Results consistently show no measurable degradation in electrical performance or mechanical properties, confirming the effectiveness of this engineering approach.
±25°/m Torsion Capability: Rotational Stress Engineering and Conductor Separation Prevention
Torsion represents one of the most damaging forces encountered in port applications, as twisting motions create complex stress patterns that affect every layer of the cable. When a cable is twisted, the outer layers travel a longer distance than those closer to the centre, creating shear forces that tend to separate components from one another. In severe cases, this can lead to conductors becoming permanently deformed, insulation cracking or entire layers becoming unbonded. South African port equipment often involves boom rotations of up to 360 degrees, repeated thousands of times per year, creating continuous torsional stress of ±25°/m.
The PROTOFIRM braid system plays a central role in resisting these forces. Unlike parallel reinforcement elements, the braided structure is inherently resistant to torsion. As the cable twists, the angle of the braid fibres changes slightly, creating an opposing force that acts to return the cable to its original state. This creates a self-regulating effect that limits the amount of deformation experienced by internal components. The vulcanised bonding between layers is equally important, ensuring that even as different parts of the cable experience different amounts of movement, they remain securely attached to one another. This prevents the slippage that leads to separation in conventional designs.
Internally, the arrangement of components also contributes to torsional performance. The symmetrical positioning of earth conductors creates a balanced structure where all elements experience similar levels of stress during twisting. This avoids the uneven loading that occurs when mass is concentrated in one area. The fine stranding of conductors is particularly beneficial here, as individual wires can adjust their position slightly during twisting without causing permanent damage. The semiconductive layers and insulation materials are formulated to maintain good adhesion to adjacent surfaces even under shear conditions, ensuring that no gaps form where electrical stress could become concentrated. Through this combination of structural design and material selection, PROTOLON cables can withstand continuous twisting at ±25°/m indefinitely without showing any signs of internal damage or performance degradation.
Voltage Grades from 1.8/3 kV to 18/30 kV: Medium Voltage Performance Across Port Equipment
Different types of port equipment have very different power requirements, and the availability of PROTOLON cables across such a wide range of voltage ratings means that the same proven technology can be used throughout the terminal. Smaller mobile equipment such as reach stackers and straddle carriers typically operate at lower voltages of 1.8/3 kV or 3.6/6 kV, while larger ship-to-shore cranes and automated stacking cranes require higher ratings of 8.7/15 kV, 12/20 kV or even 18/30 kV to handle power levels that can exceed several megawatts.
What makes this range particularly impressive is that the same fundamental design principles are applied across all voltage ratings. While insulation thickness increases with voltage level to maintain adequate electrical safety margins, the conductor design, field control system, sheath construction and mechanical reinforcement remain consistent. This means that operators benefit from the same high levels of reliability and performance regardless of which voltage rating they require. The design approach is based on detailed electrical field modelling, ensuring that even at the highest voltages, stress levels remain well within the capabilities of the insulation system.
For each voltage rating, the cables are tested to levels significantly higher than their operating voltage to provide an adequate safety margin. For example, cables rated at 12/20 kV are tested at 29 kV AC, confirming their ability to withstand temporary overvoltage conditions that can occur during switching operations or fault conditions. This testing follows strict international standards but is supplemented by additional manufacturer testing that simulates the combined effects of electrical stress, mechanical load and environmental conditions simultaneously – something rarely required by standards but essential for reliable performance in South African ports.
The flexibility to provide custom designs within this range means that operators can select exactly the right specification for each application. This includes variations in conductor cross-section to handle different current loads, the addition of control cores where required, and integration with optical fibres for monitoring and communication. In every case, the engineering approach remains consistent, ensuring that every cable meets the same exacting performance standards.
Environmental Durability: Salt Spray, UV and Oil Resistance for Coastal Applications
The materials used in PROTOLON cables have been selected and formulated specifically to survive the aggressive environmental conditions found in South African ports. Salt spray resistance is achieved through a combination of material selection and protective design. The use of tinned copper conductors provides the first line of defence, as the tin coating acts as a sacrificial layer that protects the underlying copper from corrosion. Even if moisture penetrates to the conductor level, the tin plating significantly slows down the corrosion process, extending service life considerably compared to bare copper alternatives.
At the material level, the rubber compounds used throughout the cable are formulated with corrosion inhibitors and stabilisers that prevent salt crystals from attacking the polymer structure. The outer sheath material is particularly resistant to water absorption, preventing salt-laden moisture from penetrating into the cable. Independent testing according to standard salt spray procedures has shown that even after thousands of hours of exposure, PROTOLON cables show no significant degradation in either electrical or mechanical performance.
UV resistance is achieved through two complementary approaches. Firstly, the polymer formulations include special light stabilisers and UV absorbers at the molecular level. These chemical additives absorb harmful ultraviolet radiation and convert it into small amounts of heat, preventing it from breaking down the chemical bonds in the polymer chains. Secondly, the outer sheath contains high-quality pigments that provide physical protection by reflecting and absorbing UV radiation before it can reach the underlying material. The bright red colour used for these cables is not just for visibility – the iron oxide pigments used are among the most effective UV protectants available, providing decades of protection even in the intense sunlight found in coastal South Africa.
Resistance to oils and chemicals is equally impressive, with materials tested against a wide range of substances commonly found in port environments. The PCP-based outer sheath is inherently resistant to most mineral oils, hydraulic fluids, greases and fuels, while the EPR inner components offer additional protection. Testing according to international standards involves immersing samples in test fluids at elevated temperatures for extended periods, measuring changes in weight, dimensions and mechanical properties. PROTOLON cables consistently perform well above the minimum requirements, showing minimal swelling or degradation even under the most severe test conditions. This means that accidental spills or prolonged exposure to contaminated environments are unlikely to cause permanent damage or reduce service life.
Integrated Optical Fiber: Real-Time Monitoring and Communication Path for Automated Equipment
The integration of optical fibres into power cables represents a significant advance in cable technology, and PROTOLON engineers have developed a sophisticated approach that ensures the fibres remain protected and functional while adding minimal size or weight to the overall cable. The optical fibres are housed within specially designed buffer tubes that are placed in the interstices between power cores, the same location used for the split earth conductors. This positioning ensures that the fibres are located in areas of the cable that experience the least mechanical stress during bending, twisting or stretching. The buffer tubes themselves are made from materials that are both strong and flexible, providing physical protection while allowing the fibres to move slightly within the tube – a critical factor in preventing breakage under dynamic loading.
From an operational perspective, the benefits of this integration are substantial. The fibres can be used to transmit large volumes of data at high speed, supporting the complex control and monitoring systems used in modern automated ports. But perhaps more importantly, they enable continuous monitoring of the cable itself. Modern fibre optic technology allows for the measurement of temperature along the entire length of the cable, detecting hot spots that might indicate developing problems. They can also measure mechanical strain, detecting excessive tension or twisting before it causes damage. In effect, the cable becomes its own sensor system, providing real-time information about its operating condition.
This capability is particularly valuable in South African ports where maintenance access can be difficult and downtime costs are high. By identifying potential issues early, maintenance can be scheduled during planned shutdown periods rather than reacting to unexpected failures. Over time, the data collected can be analysed to optimise maintenance schedules, predict remaining service life and improve system design. For operators, this represents a shift from reactive maintenance strategies to predictive ones, resulting in significant cost savings and improved operational reliability.
Field Performance & Procurement Strategy: 50+ Installations & Business Case Analysis
The true test of any engineering product is how it performs in real-world conditions, and PROTOLON cables have established an impressive track record with more than 50 major installations across ports worldwide. Many of these installations have been operating for more than a decade, providing valuable data on long-term performance and reliability. In South Africa specifically, cables have been deployed in some of the country’s busiest ports, where they have consistently outperformed alternative products by significant margins.
Operational data shows that PROTOLON cables typically achieve service lives of 8 to 12 years, compared to 3 to 5 years for standard cables. When combined with significantly lower failure rates, the economic case becomes very compelling. Even though the initial purchase price is higher than standard alternatives, the total cost of ownership is considerably lower when factors such as replacement costs, labour and downtime are taken into account. For a typical large terminal, the use of high-performance cables can result in savings of millions of Rands over the lifetime of the equipment.
When developing a procurement strategy for port infrastructure, operators should consider several key factors. While initial cost is always important, it should never be the primary consideration when selecting cables for critical applications. Instead, the focus should be on total cost of ownership, which balances upfront investment against expected service life and reliability. It is also important to work with suppliers who can provide comprehensive technical support, as proper selection, installation and maintenance are essential to achieving the full potential of the cable system.
Certification and compliance are also important considerations. PROTOLON cables meet all relevant international standards, but more importantly, they have been tested and proven in conditions that far exceed standard requirements. For South African operators, this means they can be confident that the cables will perform reliably even in the country’s most challenging port environments.
Frequently Asked Questions
What makes PROTOLON(SMK) different from standard reeling cables?
Standard reeling cables are designed to meet minimum requirements set out in international standards, which are generally based on average operating conditions. PROTOLON cables, however, have been engineered specifically for extreme operating conditions found in ports like those in South Africa. They exceed standard requirements in almost every performance category, with higher tensile strength, better torsional resistance, improved environmental protection and more sophisticated electrical design. The use of premium materials such as PROTOLON HS insulation and PROTOFIRM sheathing, combined with advanced design features like split earth conductors and optional optical fibre integration, results in a product that is significantly more reliable and longer-lasting than standard alternatives.
How do I select the right voltage grade and cross-section for my equipment?
Selecting the correct specification requires consideration of several factors. The rated voltage of the cable must always be equal to or higher than the system operating voltage, with higher ratings generally offering greater safety margins and longer service life. Conductor cross-section is determined primarily by the current requirements of the equipment, but must also take into account voltage drop considerations and short-circuit current levels. For applications in South African ports, it is often wise to select a slightly higher specification than the absolute minimum requirement, as this provides additional resilience against the harsh operating conditions. The technical team at Feichun Special Cable can provide detailed guidance and calculation support to ensure the optimal selection for each specific application.
What is the expected service life in South African port conditions?
Based on extensive field experience across multiple installations in South Africa and similar environments, PROTOLON cables typically achieve service lives of 8 to 12 years. This compares very favourably with standard cables, which often need replacement after just 3 to 5 years in the same conditions. Actual service life will depend on factors such as duty cycle, environmental conditions, installation quality and maintenance practices, but even under the most severe operating conditions, these cables consistently outperform all alternatives.
Can the cables be customised for special requirements?
Yes, one of the key advantages of working with Feichun Special Cable is the ability to provide customised solutions. This can include variations in conductor cross-section, the addition of control cores or communication pairs, different colour options, and integration with specialised monitoring systems. Where specific performance requirements exist that are not covered by the standard range, the engineering team can develop modified designs to meet exact specifications. This flexibility ensures that operators can get exactly what they need for even the most unusual or challenging applications.
What installation and maintenance precautions should be taken?
While PROTOLON cables are designed to be robust and forgiving, proper installation is still essential to achieve the expected performance and service life. Installation should always be carried out by trained personnel following manufacturer guidelines, with particular attention paid to minimum bending radii and tension limits. Termination should be carried out carefully, taking advantage of the easy-strip feature of the outer semiconductive layer to ensure high-quality connections. During operation, regular inspections should be carried out to check for signs of damage or excessive wear, although the need for intervention is significantly lower than with standard cables. For cables with integrated monitoring systems, continuous data analysis can provide early warning of potential issues.
How does the integrated optical fibre system work and what benefits does it bring?
Optical fibres are integrated into the cable structure during manufacturing, housed within protective buffer tubes in the cable interstices. They function independently of the power transmission system, carrying data using light pulses rather than electrical signals. This makes them immune to electromagnetic interference and ensures reliable communication even in high-voltage environments. The fibres can be used for two main purposes: firstly, to provide high-speed communication channels for control systems and operational data, and secondly, to monitor the condition of the cable itself. Using specialised measurement equipment, it is possible to measure temperature, strain and other parameters along the entire length of the cable, providing valuable information for maintenance and operational optimisation.
What certifications are available?
PROTOLON cables are manufactured in accordance with DIN VDE 0250-813 standards and carry GOST-R certification, ensuring compliance with international quality and safety requirements. In addition, they have been tested and approved by numerous independent testing organisations around the world. For South African applications, the cables meet all relevant local standards and regulations, while the comprehensive documentation package provides all the evidence required for compliance verification. Quality assurance procedures during manufacturing are independently audited, ensuring consistent quality and performance across every batch produced.
Conclusion
The challenges faced by reeling cables in South African ports are among the most severe found anywhere in the world, combining high electrical loads, extreme mechanical forces, aggressive environmental conditions and complex dynamic movements. Standard cable technology simply cannot cope with these conditions, leading to frequent failures, high replacement costs and significant operational disruption. PROTOLON(SMK) (N)TSCGEWOEU cables represent a comprehensive solution to these challenges, developed through decades of research, testing and field experience.
Through innovations such as PROTOLON HS insulation, PROTOFIRM sandwich sheathing, split earth conductor design and optional optical fibre integration, these cables raise the bar for what is possible in reeling cable engineering. Every aspect of the design has been optimised to perform reliably in extreme conditions, with performance characteristics that far exceed standard requirements. While the initial investment is higher than for standard cables, the significantly longer service life, lower failure rates and reduced maintenance requirements result in much lower total cost of ownership – a critical consideration for large port operations where downtime can cost hundreds of thousands of Euros per day.
For engineering professionals and procurement specialists, the choice is clear. When reliability, performance and long-term value are the priorities, PROTOLON(SMK) cables represent the best available solution. They have been proven in more than 50 installations worldwide, including numerous South African ports, where they continue to demonstrate exceptional performance and reliability. By selecting these cables, operators are not just buying a product – they are investing in a technology that has been specifically engineered to meet their exact challenges, backed by the technical expertise and support of a global leader in cable technology.
If you are looking for reliable medium voltage reeling cables for port or heavy industrial applications, or need technical consultation and customized solutions, please contact the Feichun Special Cable team at Li.wang@feichuncables.com. Our experienced engineers will provide professional support and product recommendations tailored to your specific project requirements.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: