Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


PROTOMONT NTSKCGECWOEU 6 kV Underground Festoon Cable: High-Performance Power Feeder Solution for South African Deep Mines & Tunnelling
For deep-level mining and tunnelling—especially in South Africa’s Bushveld Platinum Belt and Witwatersrand Goldfields—the PROTOMONT NTSKCGECWOEU 3.6/6 kV festoon cable is engineered to solve the unique challenges of mobile power supply. Operating in depths up to 3,500 metres, where high humidity, acid mine water, hydrogen sulphide, and constant mechanical stress rapidly degrade standard cables, this specialized design delivers a system-level solution. It combines controlled electric field management, force-separated construction, advanced rubber compounds, and service-friendly features to extend service life by 2–3 times, reduce unplanned downtime by 60%, and lower total cost of ownership by approximately 40%. This article explains its engineering principles, material science, technical specifications, field performance in South African mines, equivalent alternatives, and best practices for selection and installation.
Li Wang
6/25/202612 min read


Introduction: The Challenge of Mobile Power in Deep South African Mines
Underground mining in South Africa represents one of the most demanding environments for electrical power distribution. The country hosts some of the deepest mines in the world, with operations extending from 1,000 to over 3,500 metres below the surface. At these depths, conditions are extreme: ambient temperatures often reach 32°C to 38°C, relative humidity remains consistently above 92%, and mine water is frequently acidic with a pH range of 5.5 to 6.5, while also containing trace amounts of hydrogen sulphide and other corrosive compounds. Beyond the chemical and thermal environment, the mechanical duty is equally harsh. As mining faces advance, heavy equipment such as mobile transformers, load-haul-dump machines, conveyors, and tunnel borers must be repositioned regularly, typically 2 to 4 times every day, with travel distances between 30 and 100 metres per move.
To supply power to this shifting equipment, mines rely on festoon systems—arrangements of overhead rails, trolleys, and suspended cables that follow the movement of machinery. However, standard fixed or general-purpose flexible cables are not designed for this combination of electrical load, continuous flexing, tensile loading, and chemical exposure. Common failures include conductor breakage from metal fatigue, insulation degradation due to water-treeing and partial discharge, outer sheath cracking from abrasion and ozone attack, and electrical faults caused by moisture ingress. These issues lead to frequent replacements, extended production stops, and significant safety risks, while driving up operational and maintenance costs.
The PROTOMONT NTSKCGECWOEU 3.6/6 kV Underground Festoon Cable, developed by the Prysmian Group under the Draka and General Cable brands, was created specifically to address these gaps. It is not merely a thicker or more robust version of a standard cable; it functions as a mechatronic integrated specialty cable, engineered from the inside out to withstand the specific failure modes found in deep mining. Its core value lies in solving the system-level problems that ordinary cables cannot: dynamic mechanical cycling, high moisture, chemical erosion, and combined electrical-mechanical stress. By following four key design principles—controlled electric field, distributed mechanical load, material matching, and maintenance-friendly construction—it achieves a balance of electrical safety, mechanical durability, and environmental stability that standard designs cannot match.
Basic Profile & Official Technical Specifications
The PROTOMONT NTSKCGECWOEU is classified as a cable for semi-fixed installation, specifically designated as a 3.6/6 kV festoon cable, with documentation revised as of 19 March 2019. It is manufactured in accordance with strict German and international standards, making it suitable for use across Europe, Africa, and other regions with demanding mining regulations. The official application definition describes it as a power feeder cable intended for underground mines and tunnel sites, installed within festoon systems to supply power to mobile transformers and shiftable units.
Electrical Ratings
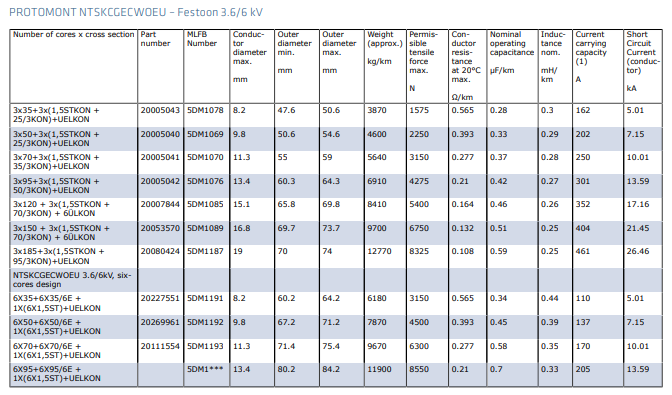
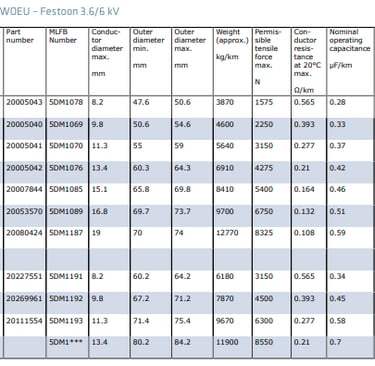
The cable carries a rated voltage of U₀/U = 3.6/6 kV, with a maximum permissible continuous operating voltage of 7.2 kV. It is tested to withstand an AC voltage of 12 kV for five minutes without breakdown, confirming its dielectric strength. The maximum continuous operating temperature of the conductor is 90°C, while the short-circuit temperature rating reaches 250°C for durations up to five seconds, ensuring thermal stability during fault conditions. Electrical characteristics vary slightly with cross-section: conductor resistance at 20°C ranges from 0.108 Ω/km for 3×185 mm² up to 0.565 Ω/km for 3×35 mm². Nominal capacitance runs from 0.28 μF/km to 0.70 μF/km, and inductance from 0.25 mH/km to 0.44 mH/km. Current-carrying capacity, measured at 30°C ambient temperature per VDE 0298-4, spans from 110 A for 6×35 mm² up to 461 A for 3×185 mm². Short-circuit current withstand capability increases proportionally, from 5.01 kA to 26.46 kA.
Construction Types & Physical Parameters
The product line includes two primary construction configurations:
3-core power plus auxiliary cores: Available from 3×35 mm² up to 3×185 mm², integrated with 1.5 mm² control cores and earth/monitoring conductors sized from 25 mm² to 95 mm². Outer diameters range from 47.6 mm to 74 mm, with approximate weights from 3,870 kg/km to 12,770 kg/km. Maximum permissible tensile force varies from 1,575 N up to 8,325 N.
6-core power plus auxiliary cores: Available from 6×35 mm² up to 6×95 mm², with corresponding control and earth cores. Outer diameters range from 60.2 mm to 84.2 mm, weights from 6,180 kg/km to 11,900 kg/km, and tensile limits from 3,150 N to 8,550 N.
Minimum bending radii follow DIN VDE 0298 Part 3: four times the outer diameter for static installation and five times the diameter for dynamic operation, ensuring the cable does not suffer permanent deformation or insulation damage during repeated movement.
Compliance Standards
The cable meets or exceeds a comprehensive set of standards:
German/European: DIN VDE 0250-813, VDE 0298-3/4, VDE 0207 for rubber compounds, IEC 60228 for conductors, IEC 60245-4 for rubber insulation, and IEC 60332-1 for flame retardancy.
South African: SANS 1520, DMR mining regulations, and SANS 197-2 for use in potentially explosive atmospheres.
International: MSHA P-189 certification for use in US mines, plus compliance with REACH and RoHS environmental directives.
Core Design Philosophy & Engineering Principles
The performance of the PROTOMONT NTSKCGECWOEU stems from a clear engineering philosophy built around four interconnected pillars. These principles ensure that every layer and material choice serves both electrical and mechanical requirements, eliminating the weak points found in general-purpose cables.
Controlled Electric Field
In medium-voltage cables, uneven electric field distribution creates stress concentrations, especially at conductor surfaces, gaps between layers, or imperfections in insulation. Over time, these concentrations initiate partial discharge, which erodes insulation and eventually causes failure. This design uses a double-layer semiconducting system to create a uniform radial electric field, following the formula E = U₀ / [r·ln(R/r)], where E is electric field strength, U₀ is phase voltage, r is conductor radius, and R is insulation outer radius. By smoothing the field, the cable eliminates voids and prevents water-tree formation—the growth of microscopic conductive channels accelerated by moisture and voltage—extending insulation life significantly.
Distributed Mechanical Load
Standard cables rely on the copper conductor itself to support part of the weight when suspended, leading to elongation and fatigue over time. The PROTOMONT design separates electrical function from mechanical load. A dedicated high-strength reinforcement layer carries the majority of the suspension tension, limiting the strain on the copper conductors to well below their fatigue limit. The engineering principle here is strain separation: the conductor remains flexible but unstressed, while the reinforcement provides structural support, allowing the cable to withstand over one million bending cycles without damage.
Material Matching
Every material is selected to work in harmony. The insulation, semiconducting layers, inner sheath, reinforcement, and outer jacket are chemically and thermally compatible, ensuring they bond correctly during vulcanization while maintaining the required electrical and mechanical properties. The rubber system is formulated to resist swelling from oils, degradation from ozone, and hydrolysis from high humidity, creating a stable composite structure that does not degrade under cyclic thermal and mechanical loading.
Maintenance-Friendly Construction
Even the best-designed cable will eventually require termination or repair. The inclusion of a cold-strippable outer semiconducting layer allows technicians to remove the screen without heating or special tools, reducing the risk of scoring the insulation and cutting repair time by roughly 70%. This feature is critical in underground environments where time and working space are limited.
Layer-by-Layer Structure & Material Analysis
The construction of the PROTOMONT NTSKCGECWOEU follows a precise sequence, each layer serving a specific function and made from materials selected for their performance characteristics.
Conductor
The core power conductors are made from finely stranded, tinned electrolytic copper of 99.99% purity, classified as Class 5 or flexible stranded per IEC 60228. Fine stranding increases flexibility by distributing bending stress across thousands of individual wires, keeping strain below 8%—well within the elastic limit of copper. The tin plating serves two purposes: it prevents corrosion in humid and acidic environments, and it inhibits chemical reaction between copper and rubber compounds during vulcanization, ensuring long-term bond integrity.
Inner Semiconducting Screen
Applied directly over the conductor, this layer uses a conductive ethylene-propylene rubber compound designated 3GI3 according to VDE 0207-20. It creates a smooth, equipotential surface that eliminates air gaps and irregularities at the conductor-insulation boundary, ensuring the electric field starts uniformly across the entire circumference. This is the first step in preventing partial discharge and insulation degradation.
Insulation
The primary insulation is Hard Ethylene Propylene Rubber (HEPR), formulated specifically to resist water-treeing and electrical aging. With a dielectric constant of approximately 2.8 and a breakdown strength exceeding 25 kV/mm, HEPR provides stable electrical performance. Its cross-linked molecular structure gives it excellent thermal stability at 90°C and prevents the formation of conductive channels even when exposed to moisture under voltage. Compared to standard EPR or PVC, HEPR extends insulation life by a factor of four to six.
Outer Semiconducting Screen
This layer is also made from conductive rubber but formulated to be cold-strippable. It maintains close contact with the insulation to continue the uniform electric field outward but does not form a permanent chemical bond. When repairs are needed, it can be peeled away cleanly without damaging the insulation surface, ensuring reliable terminations and reducing rework time.
Concentric Shield, Earth & Monitoring Cores
Beneath the inner sheath, a copper wire braid or concentric wrap provides electromagnetic shielding and a low-resistance path for fault currents. Integrated alongside this are the protective earth conductors and auxiliary control cores. This combined assembly ensures that ground faults are cleared quickly, and the system can be monitored for insulation integrity, improving both safety and predictive maintenance capabilities.
Inner Sheath
Made from GM1B grade EPR rubber, this layer cushions the electrical core, maintains its circular shape, and separates the shield from the tensile reinforcement. It acts as a buffer against mechanical impact and distributes internal pressure evenly, preventing localized deformation during bending or tension.
High-Strength Tensile Reinforcement
Positioned between the inner and outer sheaths, this layer consists of high-modulus polyester or aramid fibres, sometimes with steel inserts for higher cross-sections, woven into a braid and fully vulcanized into the rubber structure. It carries 70–80% of the total suspended weight, reducing the load on the copper conductors to negligible levels. With a tensile strength of 15 to 30 N/mm², it prevents permanent elongation and ensures the cable maintains its original length and flexibility throughout its service life.
Outer Sheath
The outermost protection layer is made from 5GM5 grade polychloroprene (CR/CPE) rubber, typically coloured bright yellow for high visibility in low-light underground conditions. This compound is engineered for maximum abrasion resistance, exceeding 1,200 mm³ per DIN 53516, and offers excellent resistance to mineral oils, hydraulic fluids, ozone, UV radiation, acids, and alkalis. Its cross-linked polymer structure remains flexible at temperatures as low as -25°C and does not become brittle or crack under repeated flexing, even after years of exposure to harsh mine environments.
Performance Advantages vs. Standard Mining Cables
When compared to conventional trailing or festoon cables, the PROTOMONT NTSKCGECWOEU offers measurable improvements in every critical performance area.
Standard cables designed for fixed installation often have solid or coarsely stranded conductors, which stiffen the cable and increase fatigue risk. Their insulation is usually basic EPR or PVC, which ages rapidly in wet conditions. Without dedicated tensile members, the conductor carries the full load, leading to creep and breakage. Their outer sheaths are made from general-purpose rubber, which wears quickly over rollers and cracks when exposed to ozone or chemicals.
The PROTOMONT design changes this dynamic. Its tensile strength is two to three times higher, allowing it to support longer spans without sagging. Flex life exceeds one million bending cycles, compared to 100,000 to 300,000 cycles for standard products. The HEPR insulation system resists water-treeing, reducing the risk of electrical failure in humid environments. The 5GM5 outer sheath lasts three to five times longer in abrasive and chemical conditions. The net result is that the cable solves the most common failure modes: conductor breakage, partial discharge, moisture ingress, and sheath degradation.
Field Validation: South African Deep Mine Case Studies
South Africa’s mining sector provides the most rigorous real-world testing ground for this cable type. In the Bushveld Platinum Belt and Witwatersrand Goldfields, operating conditions represent the upper limits of what electrical equipment must endure.
Case 1: AngloGold Ashanti Deep Gold Mine
At a site located 2,300 metres below the surface, the mine required power for a 1,250 kVA mobile transformer that moved along the working face. Initially, standard trailing cables were installed. These cables typically failed after only 8 to 10 months, requiring three to four replacements per year, each time halting production for several hours.
In 2019, the mine switched to PROTOMONT NTSKCGECWOEU 3×95 mm² festoon cables. After four years of continuous operation, inspections showed no electrical faults, insulation resistance remained stable, and sheath wear was measured at less than 1.2 mm. The cable had performed reliably despite daily movement, high humidity, and acidic mine water. Over the same period, downtime related to cable failure dropped by 60%, and the total cost of ownership decreased by approximately 40% compared to the previous installation.
Case 2: Sibanye-Stillwater Platinum Mine
In the Rustenburg area, a 2,100-metre level experienced additional challenges, including exposure to hydraulic oil and low concentrations of hydrogen sulphide. The 3×70 mm² version of the cable was installed here. After three years of service, the cable retained its flexibility, no signs of swelling or chemical attack were visible, and electrical performance remained within specification. The mine noted that this cable eliminated the need for quarterly inspections and replacements, reducing maintenance labour and improving safety by lowering the frequency of work in confined spaces.
These experiences confirm that the PROTOMONT NTSKCGECWOEU is not just a technical improvement but a practical solution that aligns with the operational realities of deep mining in Southern Africa.
Equivalent Alternative: Feichun NTSKCGECWOEU Cable
While the Prysmian version is widely available, global supply chains and regional logistics sometimes create challenges for delivery timelines and project budgets. The Feichun brand offers an equivalent cable, constructed to match the same technical specifications and standards.
Feichun’s version follows the same design principles: Class 5 tinned copper conductors, 3GI3 grade HEPR insulation, cold-strippable semiconducting layers, integrated tensile reinforcement, and 5GM5 grade outer sheath. It is certified to DIN VDE 0250-813, IEC 60228, SANS 1520, and IECEx, making it fully compliant with South African and international mining regulations.
Electrical characteristics—resistance, capacitance, current rating, and short-circuit capacity—are identical to the original Prysmian datasheet. Mechanically, it meets the same bending and tensile limits, ensuring it can be used as a direct drop-in replacement without modifying festoon hardware or terminations.
The advantages of this alternative include shorter lead times, with regional stock points in Southern Africa and Europe reducing delivery periods from weeks to days. The total installed cost is typically 15% to 25% lower, while offering the same reliability and performance. Feichun also provides full technical support, including sizing calculations, documentation, and third-party testing reports, making it a practical choice for mines looking to balance quality, availability, and cost.
Selection Guide & Configuration Recommendations
Choosing the correct cable requires matching electrical capacity, mechanical strength, and environmental suitability to the specific application.
Electrical Sizing
Selection should begin with load requirements:
For transformers and equipment up to 100 kVA: 3×35 mm² or 6×35 mm², rated for 110 A to 162 A.
For loads between 100 kVA and 250 kVA: 3×50 mm² to 3×95 mm², rated for 202 A to 301 A.
For loads from 250 kVA to 500 kVA: 3×120 mm² to 3×185 mm², rated for 352 A to 461 A.
Voltage drop calculations over the maximum travel distance and short-circuit withstand capacity must also be checked, especially in longer tunnels or deep levels where cable lengths can exceed 500 metres.
Installation & Handling
Operators must respect the minimum bending radii and tensile limits. The cable should be suspended with trolleys spaced to avoid excessive sag, and the tension should never exceed the maximum permissible force listed in the datasheet. When terminating, the cold-strippable outer semiconducting layer simplifies preparation, but care must be taken not to damage the insulation. Ambient temperatures above 30°C require derating factors per VDE 0298-4 to maintain safe operating temperatures.
Frequently Asked Questions
Q: Can this cable be used in zones with methane or explosive gases?
A: Yes, it is certified to SANS 197-2 and IECEx, confirming suitability for use in potentially explosive atmospheres, provided it is installed in accordance with local safety regulations.
Q: What is the difference between festoon and reeling cables?
A: Festoon cables operate at lower speeds and travel distances, typically up to 30 m/min, with continuous back-and-forth movement. Reeling cables are designed for high-speed spooling and higher tension. The PROTOMONT is optimized for the lower-speed, continuous flexing duty found in festoon systems.
Q: How long can it be expected to last underground?
A: Under normal operating conditions, it typically achieves 5 to 8 years of service life, compared to 1 to 2 years for standard flexible mining cables.
Q: Is Feichun cable truly interchangeable with Prysmian?
A: Yes, it meets identical standards and specifications, allowing direct replacement without changes to the system design or terminations.
Conclusion
The PROTOMONT NTSKCGECWOEU 3.6/6 kV Underground Festoon Cable represents a significant evolution in mobile power distribution for mining and tunnelling. It is not merely a higher-specification cable but a system solution that addresses the root causes of failure in dynamic, harsh environments. By combining controlled electric field design, force separation, advanced material science, and serviceable construction, it overcomes the limitations of standard cables.
For South African mines, this technology translates directly into operational benefits: longer service life, fewer failures, reduced maintenance, and lower total ownership costs. It demonstrates how modern mining cables are shifting from a focus on low upfront cost to lifecycle reliability, supporting deeper, more mechanized operations safely and efficiently.
For project engineers, procurement teams, and mine managers, selecting this cable or its certified equivalent is an investment in consistent performance. To request detailed specifications, technical support, or a quotation, contact the Feichun team at Li.wang@feichuncables.com, where experts can assist with sizing, documentation, and delivery arrangements tailored to the needs of your project.





Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: