Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


PROTOMONT(V) NTSKCGECWOEU 3 kV – 6 kV Coal Cutter Cable: Engineered for South African Longwall Shearer Drag Chains in Mpumalanga and Waterberg Mines – EPR Rubber Mining Power Solutions
Discover how the PROTOMONT(V) NTSKCGECWOEU 3kV–6kV Coal Cutter Cable delivers reliable power for South African longwall shearers. Learn about EPR insulation, drag chain engineering, tensile strength, mining safety, and Feichun’s equivalent replacement solutions for Mpumalanga and Waterberg coal mines.
Li.Wang
6/24/202612 min read


Introduction
Why Coal Cutter Cables Matter More Than Most People Realise
The hidden link between cable reliability and coal production
Every tonne of coal extracted from underground mines depends on a continuous, safe supply of electrical power. In modern longwall operations, a single longwall shearer can draw several hundred kilowatts to over one megawatt of power, and any interruption in this supply stops the entire production face. Unlike fixed installations, the power cable for a shearer moves back and forth along the face with every cut, travelling tens or even hundreds of metres every hour. This movement subjects the cable to forces that ordinary electrical cables were never designed to withstand. When a cable fails, the cost is not limited to the replacement value of the cable itself; it includes lost production time, labour costs for repairs, and the risk of safety hazards such as exposed conductors or insulation failure in methane‑rich atmospheres.
The challenge facing South African underground coal mines
South Africa remains one of the world’s most significant coal producers, with two major regions driving its industry: the Mpumalanga Coalfields and the Waterberg Basin. In Mpumalanga, mines have operated for decades, often at moderate depths but with high production rates, heavy dust loads, high humidity, and exposure to oil and hydraulic fluids. In the Waterberg, newer, deeper mines are being developed with larger, more powerful machinery, longer wall lengths, and higher ambient temperatures. Both areas share the same core challenges: restricted ventilation, potentially explosive methane and coal dust mixtures, constant mechanical movement, and the need for equipment that can operate reliably around the clock. Under these conditions, standard mining cables often show early signs of wear, leading to unplanned outages and higher operational costs.
Why ordinary mining cables often fail
Most conventional trailing cables are designed primarily for electrical performance, assuming only occasional movement or static installation. When subjected to the repeated bending, twisting, pulling, and abrasion found in drag‑chain systems, they fail in predictable ways: fine copper strands break from fatigue, insulation cracks due to repeated flexing, tensile forces stretch the conductor beyond its elastic limit, moisture and chemicals penetrate through worn sheaths, and electrical stress causes internal discharges that eventually lead to breakdown. These failures occur because the design does not address the dynamic nature of longwall operations.
Introducing PROTOMONT(V) NTSKCGECWOEU
The PROTOMONT(V) NTSKCGECWOEU 3kV–6kV cable is not a standard “mining rubber cable.” It is a high‑grade medium‑voltage power cable specifically engineered for drag‑chain applications on coal cutters and continuous miners. Its design philosophy integrates electrical engineering, materials science, fatigue mechanics, and mining safety regulations to solve the unique problem of delivering power safely and reliably under extreme mechanical stress. For mines in South Africa, this means a cable that can survive the daily cycle of movement, tension, and environmental exposure while maintaining its electrical integrity for years.
South Africa's Longwall Mining Industry and the Demand for High‑Reliability Coal Cutter Cables
Overview of South African coal mining
South Africa’s coal sector is central to its energy supply and export economy. The Mpumalanga Coalfields, located in the eastern part of the country, host the majority of operating underground mines, many using longwall systems for high productivity. The Waterberg Basin, further north, contains larger reserves and is becoming the focus of future expansion, with projects designed for higher capacity and greater mechanisation. In both regions, longwall mining is the preferred method where geological conditions allow, because it extracts coal more efficiently and safely than conventional bord‑and‑pillar methods.
How longwall shearers operate
A longwall system consists of a shearer that travels along a face conveyor, cutting coal from the seam. As the shearer advances, the roof supports follow, and the face conveyor moves forward. The power and control cables must move with the machine, but they cannot simply drag along the floor, where they would be crushed, cut, or buried under debris. Instead, they are housed in a cable protection chain, or drag chain, suspended or guided along the face. As the shearer moves, the chain bends in a controlled S‑shape, allowing the cable to follow without kinking or excessive friction. This arrangement protects the cable but also imposes a complex combination of forces: tension from the weight of the suspended cable, bending around the chain’s radius, torsion from directional changes, and friction against the chain’s internal surfaces.
Why cable failures are costly
In South African mines, a single hour of downtime on a longwall face can result in the loss of several hundred tonnes of coal, which translates into significant revenue. Beyond production losses, a cable failure requires isolation of the circuit, testing, repair or replacement, and a safety inspection before operations can resume. In hazardous areas, this process is strictly regulated and time‑consuming. There is also the human factor: damaged cables increase the risk of electric shock, fire, or ignition of flammable gases. Choosing a cable that resists these conditions reduces both financial and safety risks, making reliability a core economic consideration.
What Exactly Is the PROTOMONT(V) NTSKCGECWOEU Coal Cutter Cable?
Product overview
PROTOMONT(V) is part of the Prysmian Group’s dedicated range of underground mining cables, developed through decades of research and field experience. The designation NTSKCGECWOEU describes its construction and application: it is a medium‑voltage, rubber‑insulated, armoured cable designed for flexible, high‑tensile service in drag‑chain systems. It is built to DIN VDE 0250‑813, the leading European standard for mining cables, which sets strict requirements for electrical, mechanical, and chemical performance.
Applicable standards and certifications
Compliance with recognised standards is critical in global mining operations. This cable meets:
DIN VDE 0250‑813: Defines construction, testing, and performance for mining trailing and shearer cables
MSHA P‑07‑KA140034‑MSHA: Approved for use in US coal mines, accepted widely in Southern Africa and other regions
MA Certification: Chinese mining safety approval, recognised in international procurement
GOST‑R/K/B: Russian EAC and fire safety certification
IEC 60322‑1‑2 and IEC 60811‑404: Tests for flame retardancy and resistance to mineral oils
These approvals confirm that the cable satisfies rigorous safety and operational criteria, making it suitable for use in South African mines following SANS and international best practices.
Technical Specifications of PROTOMONT(V) NTSKCGECWOEU 3kV–6kV
Electrical ratings
Rated voltage: 1.8/3 kV and 3.6/6 kV
Maximum continuous AC operating voltage: 2.7/5.4 kV and 5.4/10.8 kV
Maximum continuous DC operating voltage: 2.1/3.6 kV and 4.2/7.2 kV
AC test voltage: 6 kV for 1.8/3 kV; 11 kV for 3.6/6 kV
AC test voltage for control cores: 2 kV
Capacitance: 0.33–0.79 µF/km, increasing with conductor size
Inductance: 0.25–0.33 mH/km, stable across sizes
Thermal ratings
Maximum continuous conductor temperature: 90 °C, higher than the 70 °C limit of many older rubber cables
Maximum short‑circuit temperature: 250 °C for up to 5 seconds
Ambient temperature range:
Fixed installation: −40 °C to +80 °C
Fully flexible operation: −20 °C to +60 °C
Mechanical ratings
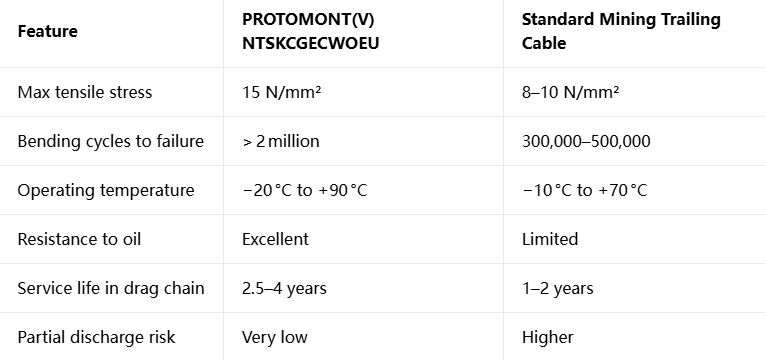
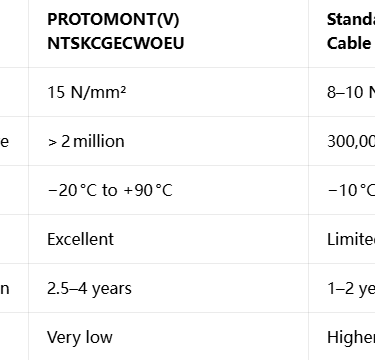
Maximum allowable tensile stress on conductor: 15 N/mm²
Minimum bending radius: 2.3 × outer diameter under tension ≤ 5 N/mm²
Minimum bending radius for S‑shaped direction changes: 20 × outer diameter
Torsional strength: ±100 °/m without permanent deformation
Maximum travel speed in drag chain: 60 m/min
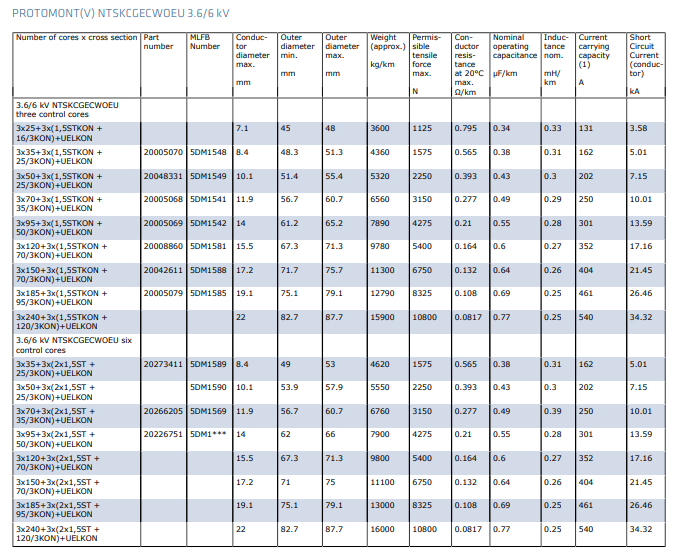
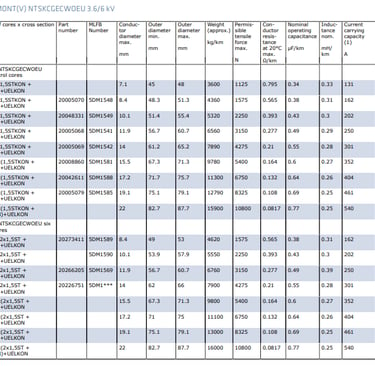
Available sizes and electrical performance
The cable is available in configurations from 3 × 25 mm² up to 3 × 240 mm², each including integrated control and protective earth cores. For example:
3 × 70 mm² / 3.6/6 kV: Current rating 250 A, short‑circuit capacity 10.01 kA, weight 6,560 kg/km, maximum tensile force 3,150 N
3 × 120 mm² / 3.6/6 kV: Current rating 352 A, short‑circuit capacity 17.16 kA, weight 9,780 kg/km, maximum tensile force 5,400 N
3 × 240 mm² / 3.6/6 kV: Current rating 540 A, short‑circuit capacity 34.32 kA, weight 15,900 kg/km, maximum tensile force 10,800 N
These figures allow engineers to select the correct size based on load, voltage drop, and mechanical requirements.
Why This Is Not Just Another Mining Rubber Cable
The three biggest problems ordinary mining cables cannot solve
Conductor fatigue: Standard cables use fewer, thicker strands, which develop high stress concentrations when bent repeatedly. Over time, this leads to internal breaks and increased resistance.
Combined torsion and bending: Most cables are designed for bending only; when twisted simultaneously, they tend to coil, bulge, or suffer internal damage.
Environmental degradation: Moisture, oils, ozone, and heat accelerate the ageing of general‑purpose rubber compounds, causing them to harden, crack, or lose insulation properties.
Engineering philosophy behind PROTOMONT(V)
Where conventional cables are designed with “power transmission first” in mind, PROTOMONT(V) is designed around “dynamic load first.” Every layer and material choice is made to ensure that the cable can withstand millions of cycles of movement without losing its electrical or mechanical properties. This shift in design priority is what makes it suitable for drag‑chain service where other cables fail prematurely.
Engineering Breakdown: Layer‑by‑Layer Cable Construction
FS Class Extra‑Flexible Tinned Copper Conductor
The innermost layer is a finely stranded copper conductor of Class FS according to DIN VDE 0295, with each strand tinned. The use of many fine strands reduces the bending stress on each individual wire, distributing the strain across the whole cross‑section. This follows the principles of fatigue mechanics: the lower the bending radius relative to strand diameter, the longer the service life. Tin plating serves two purposes: it prevents oxidation and chemical attack by sulphur compounds and moisture found underground, and it improves strand‑to‑strand conductivity, reducing heating under load.
PROTOLON EPR Insulation (3GI3)
Each main conductor is insulated with PROTOLON, a proprietary ethylene‑propylene rubber (EPR) compound classified as 3GI3. Compared to natural rubber, SBR, or PVC, EPR offers superior dielectric strength (> 20 kV/mm), higher thermal stability, and excellent flexibility at both high and low temperatures. Its cross‑linked molecular structure resists hydrolysis and maintains its elasticity even after years of heating and cooling. This directly addresses the need for insulation that does not become brittle or crack when flexed repeatedly.
Semi‑Conductive Electrical Field Control Layer
Over the insulation lies a cold‑strippable semi‑conductive rubber layer. In medium‑voltage cables, the electric field around the conductor is not uniform; it concentrates at irregularities, air gaps, or interfaces, which can cause partial discharges and eventually electrical treeing. The semi‑conductive layer equalises the electric field, reducing stress and eliminating the voids where discharges start. This is a fundamental principle of high‑voltage cable design, ensuring long‑term insulation reliability.
Double Concentric Control and PE Conductors
Between the insulated cores and inner sheath, two sets of control and protective earth conductors are arranged in a concentric spiral pattern. This arrangement serves three functions: it provides continuity for safety monitoring, it carries control signals, and it fills the interstices to maintain a round, stable cable profile. A circular shape ensures even distribution of bending and torsional forces, preventing localised stress points. The double earth system provides redundancy, a critical safety feature in mines.
EPR Inner Sheath
A vulcanised EPR sheath (type GM1B) surrounds the core assembly. It acts as a mechanical buffer, separating the cores from the armour layer and preventing abrasion between moving parts. It also contributes to the cable’s flexibility and maintains the round geometry, ensuring the armour can distribute tensile forces evenly along the length.
Steel/Copper Reinforced Armour Layer
The armour consists of a closed‑lay spiral of combined steel and copper wires. Steel provides high tensile strength, while copper improves electrical conductivity and corrosion resistance. This composite construction allows the armour to carry up to 85 % of the applied tension, protecting the copper conductors from over‑stretching. The lay angle is calculated to balance axial strength and flexibility, following the mechanics of helical reinforcement. In drag‑chain operation, this layer absorbs the dynamic loads that would otherwise deform the inner components.
PROTOFIRM CM Outer Sheath (5GM5)
The outermost layer is made of PROTOFIRM 5GM5, a heavy‑duty synthetic elastomer compound. It is formulated to resist abrasion, mineral oils, hydraulic fluids, ozone, UV radiation, and flame. With a high tensile strength and elongation at break, it withstands continuous sliding inside drag chains and exposure to harsh mine chemicals. Its bright red colour also aids visibility and inspection. The material’s high oxygen index ensures it does not propagate flame, complying with underground fire safety requirements.
The Science Behind Long‑Life Coal Cutter Cables
Fatigue mechanics
The service life of a moving cable is determined largely by fatigue. Each bend creates tensile stress on the outer fibres and compression on the inner ones. Repeating this cycle millions of times eventually leads to crack initiation. By using fine‑stranded conductors and flexible elastomers, the design lowers the peak stress below the fatigue limit of the materials. Laboratory testing shows that under typical drag‑chain conditions, this cable can complete over 2 million bending cycles without measurable damage.
Electrical engineering principles
Uniform electric field distribution is achieved through the conductor screen, insulation, and insulation screen. The formula E = U / (r × ln (R/r)) describes the field gradient; the semi‑conductive layers ensure no sharp peaks exceed the dielectric strength. This reduces partial discharges to below detectable limits, preventing insulation degradation. The thermal design follows IEC 60287, ensuring that heat generated by current flows away efficiently even in confined spaces.
Materials science principles
Cross‑linked EPR and CM compounds are selected for their ability to retain elasticity and mechanical properties over a wide temperature range. The cross‑linking process creates a three‑dimensional molecular network that resists thermal softening and chemical attack. The outer sheath’s resistance to oils comes from its chemical formulation, which does not swell or dissolve in hydrocarbons. The steel‑copper armour is protected by the rubber layers, which prevent electrolytic corrosion in the damp underground environment.
Performance Advantages in South African Mining Conditions
Mpumalanga coal mines
In older Mpumalanga mines, cables often operate in high‑humidity, dust‑laden air with regular exposure to cutting fluids and greases. Here, the EPR insulation and CM outer sheath show significant advantages over standard rubber cables, which can swell or harden within 12–18 months. The PROTOMONT(V) cable typically lasts 2.5–3 years, reducing replacement frequency and cutting maintenance costs by roughly 40 % in some operations.
Waterberg coal projects
In the Waterberg, where mines are deeper and temperatures higher, the 90 °C rating allows higher current density without overheating. The improved tensile strength and torsional stability also suit longer drag‑chain runs, which are becoming standard in modern high‑capacity faces. Operators report fewer instances of core breakage and better stability at higher travel speeds.
Comparison to standard trailing cables
Application Scenarios Beyond Longwall Shearers
While developed primarily for longwall shearers, this cable is also suitable for:
Continuous miners: Used in room‑and‑pillar mining, where frequent movement and turning impose similar forces
Roadheaders: Requiring flexible power and control supply in development tunnels
Shuttle cars and loaders: Mobile equipment moving on tracks or rubber tyres
Any machinery using drag‑chain or cable‑handler systems: Where the cable is continuously guided and flexed
How to Select the Correct PROTOMONT(V) NTSKCGECWOEU Cable
Step‑by‑step selection guide
Determine voltage: Choose 1.8/3 kV for systems up to 3.3 kV; 3.6/6 kV for systems up to 6 kV.
Calculate load current: Use the nameplate power of the machine, apply power factor and efficiency factors.
Check current rating: Ensure the selected size can carry the required current at the actual ambient temperature, applying derating factors from the technical manual.
Evaluate mechanical conditions: Consider drag‑chain length, travel speed, bending radius, and tension. Ensure the maximum allowable tensile force exceeds the calculated load by at least 1.5 times.
Verify environment: Confirm suitability for temperature, humidity, oil exposure, and gas classification.
Typical selection examples
Small continuous miner, 250 A, 3.3 kV: 3 × 70 mm², 1.8/3 kV
Medium shearer, 350 A, 6 kV: 3 × 120 mm², 3.6/6 kV
Large longwall shearer, 500 A+, 6 kV: 3 × 185 or 240 mm², 3.6/6 kV
Feichun Equivalent Replacement Solution
Can Feichun replace PROTOMONT(V) NTSKCGECWOEU?
Yes. Feichun Cables designs and manufactures cables that meet the same DIN VDE 0250‑813 specifications and performance criteria as the PROTOMONT(V) series. For mines seeking alternatives or needing faster delivery, Feichun’s equivalent NTSKCGECWOEU construction offers full technical parity.
Technical equivalence
Conductor: Class FS tinned copper, same flexibility and conductivity
Insulation: EPR compound 3GI3 equivalent, same electrical and thermal properties
Semi‑conductive layers: Same field‑grading function
Armour: Steel‑copper composite, matching tensile strength
Outer sheath: CM‑grade elastomer with identical resistance to oil, ozone, and flame
Testing: Complying with VDE, IEC, and MSHA‑style protocols
Advantages of Feichun equivalent solutions
Competitive pricing: Typically 15–25 % lower than premium European brands
Shorter lead times: Localised production and flexible scheduling reduce waiting periods
Customisation: Available with additional cores or optical fibres for integrated monitoring
Proven performance: Supplied to mines in Southern Africa, Australia, and South America
Total cost of ownership
While the initial purchase price is lower, the real benefit comes from matching the service life of the original design. With similar durability and safety margins, operators achieve the same reliability at a lower overall cost, improving the return on investment for each metre installed.
Common Failure Modes and How PROTOMONT(V) Prevents Them
Broken conductors: Fine stranding and low‑stress design prevent fatigue failure
Armour deformation: Helical lay and composite material maintain strength under tension
Insulation breakdown: Semi‑conductive layers and high‑grade EPR eliminate partial discharges
Moisture ingress: Vulcanised construction and tight sheaths block water entry
Sheath wear: High‑abrasion CM compound resists sliding and impact damage
Frequently Asked Questions
Is this cable suitable for South African mines?
Yes, it meets SANS requirements and is widely accepted in Mpumalanga and Waterberg operations.
Why EPR instead of XLPE?
XLPE is stiffer and less flexible; EPR maintains elasticity and insulation properties under repeated bending.
What is the purpose of the semi‑conductive layer?
It equalises the electric field, preventing partial discharges and extending insulation life.
Why is armour needed?
It carries the mechanical tension, protecting the copper conductors from over‑stretching and breakage.
How long does it last?
In drag‑chain service, typically 2.5 to 4 years, depending on operating conditions.
Can Feichun supply equivalent cables?
Yes, Feichun offers fully compliant alternatives with matching specifications and approvals.
Conclusion
The PROTOMONT(V) NTSKCGECWOEU 3kV–6kV cable stands out because it addresses the complete set of challenges found in underground longwall mining. It is not merely a cable that transmits power; it is a system engineered to withstand the dynamic forces of movement, the chemical aggression of the environment, and the strict demands of safety regulations. For mines in South Africa, where every hour of production counts, this design offers a proven way to reduce downtime, lower maintenance costs, and improve overall operational safety.
Whether choosing the original Prysmian design or the equivalent Feichun solution, the key principle remains: reliability in drag‑chain service depends on selecting a cable built specifically for the task, not just one that fits the voltage and current rating.
Contact Feichun Mining Cable Specialists
Looking for an equivalent replacement to PROTOMONT(V) NTSKCGECWOEU 3kV–6kV Coal Cutter Cable?
Feichun provides customised mining power cables designed for underground coal mining, longwall shearers, continuous miners, roadheaders, and drag‑chain applications.
Email: Li.wang@feichuncables.com
Our engineering team can assist with:
Cable selection and sizing
Technical comparison and specification review
Equivalent replacement evaluation
Compliance with South African mining standards
Fast quotation and delivery arrangements



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: