Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Revolutionary TENAX‑LUMEN (N)TSCGEH3S 6/10 kV Self‑Luminous Mining Trailing Cable: How It Solves Dark Visibility & Abrasion Failures in South African Draglines & Shovels
TENAX‑LUMEN (N)TSCGEH3S 6/10 kV is a medium‑voltage trailing cable that integrates active visibility, extreme environmental resilience, and proven electrical reliability. Designed specifically for large mobile mining machinery such as draglines and shovels, it breaks the vicious cycle of “invisibility in darkness → frequent mechanical damage → high operational costs → increased safety risks.” This article explains its engineering principles, material science, technical specifications, and real‑world performance in South African open‑pit mines, showing how it delivers both compliance and long‑term value.
Li. Wang
6/23/202613 min read


Introduction: The Hidden Challenge in South African Open‑Pit Mining
South Africa remains one of the world’s largest producers of coal, platinum, iron ore, and manganese, with vast open‑pit operations stretching across the Northern Cape, Mpumalanga, and Limpopo provinces. These mines operate 24 hours a day, 365 days a year, with nearly 40 percent of all shifts taking place during the night or in low‑visibility conditions. The environment itself is unforgiving: temperatures swing from as low as -15 °C in winter nights to over 40 °C in summer, dust concentrations are often high enough to reduce visibility to just a few metres, and the ground is rough, rocky, and constantly shifting as excavation progresses.
At the heart of every large‑scale operation are heavy mobile machines—draglines, electric shovels, bucket‑wheel excavators, and mobile crushers. These machines rely entirely on medium‑voltage trailing cables to deliver continuous power. A single cable failure can bring an entire production line to a halt, costing hundreds of thousands of rands per day in lost output, labour, and emergency repairs. Over decades, mine engineers and operators have observed a consistent pattern: cables that are difficult to see in the dark or through dust are the most likely to be run over, snagged, cut, or dragged across sharp rock faces. This creates a repeating cycle: invisibility leads to damage, damage leads to costly replacements and downtime, and frequent outages increase both operational expenses and the risk of accidents.
Traditional trailing cables rely on bright orange or red outer jackets to stand out, but this is only passive visibility. In complete darkness, thick dust, rain, or fog, even the most vivid colours become indistinct after just a few metres. When visibility drops, machine operators struggle to judge the exact position and length of the cable, and ground crews working nearby cannot easily identify where the cable lies across the work area. This is where the TENAX‑LUMEN (N)TSCGEH3S 6/10 kV cable introduces a fundamental change. Instead of depending on reflected light, it produces its own uniform glow, making it visible from distances of more than 20 metres even in pitch‑black conditions. It combines the electrical performance expected of a modern mining cable with a new level of active safety and durability, directly addressing the root causes of failure in the field.
The core value of this cable lies not in any single specification, but in how it resolves a long‑standing closed‑loop problem: invisibility in darkness leads to mechanical damage, damage raises costs and downtime, and both factors increase safety risks. By integrating visibility, flexibility, and electrical stability into one design, it changes the way mines manage their power distribution for mobile equipment.
Product Overview & Full Technical Specifications
The TENAX‑LUMEN (N)TSCGEH3S 6/10 kV is classified as a medium‑voltage trailing cable designed for flexible, continuous reeling and unreeling applications. It is developed in accordance with DIN VDE 0250‑813, the leading European standard for rubber‑insulated mining cables, and also meets the requirements of IEC 60228, IEC 60332‑1‑2, and EN 60811‑404. For use in South Africa, it complies fully with SANS 1520‑2 and SANS 1411, the national standards accepted by the Department of Mineral Resources and Energy.
The rated voltage of the 6/10 kV version indicates its suitability for systems operating at 6 kV phase‑to‑ground and 10 kV phase‑to‑phase. The maximum permissible operating voltages are 6.9/12 kV alternating current and 9/18 kV direct current. During factory quality testing, each cable must withstand an AC test voltage of 17 kV applied for five minutes without breakdown or partial discharge. This ensures a sufficient safety margin for reliable operation under fluctuating load and environmental conditions.
Thermal and mechanical ratings are equally critical in mining environments. The conductor can operate continuously at a maximum temperature of 90 °C, and withstand short‑circuit temperatures as high as 250 °C for brief durations. When installed in a fixed position, the cable performs reliably across an ambient temperature range from -50 °C to +80 °C. When moving, being reeled, or dragged across the ground, it remains fully flexible and functional between -50 °C and +60 °C. This operating range is far broader than that of many competing cables, making it suitable not only for South African conditions but also for high‑altitude or colder regions worldwide.
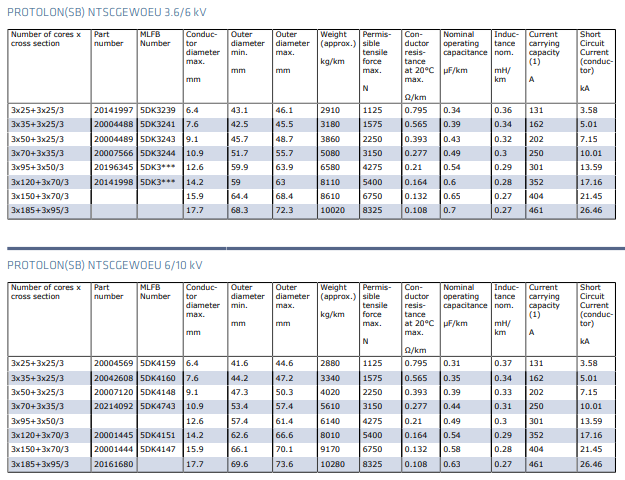
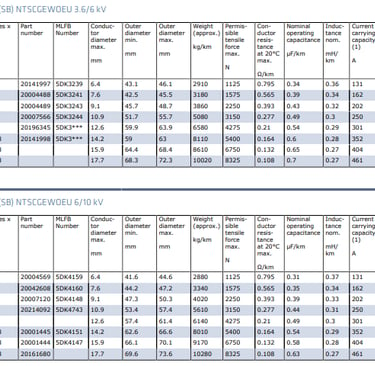
The cable follows a multi‑core configuration consisting of three main power cores, two pilot or earth cores, and one additional auxiliary core. Available cross‑sections extend from 3 × 35 + 2 × 16 + 16 mm² up to 3 × 240 + 2 × 70 + 16 mm². Each size is defined with precise electrical and mechanical data. Conductor resistance at 20 °C ranges from 0.565 ohms per kilometre for the smallest cross‑section down to 0.0817 ohms per kilometre for the largest, ensuring low energy loss over long distances. Inductance values vary between 0.26 mH/km and 0.35 mH/km, supporting stable power transmission. Nominal current‑carrying capacities, measured at a reference ambient temperature of 30 °C, start at 162 A and reach 540 A. Short‑circuit current ratings range from 5.01 kA to 34.32 kA, confirming that the cable can safely carry fault currents while protection systems operate to isolate the circuit.
The integrated luminescent feature operates independently of the power circuit. The electroluminescent element functions at a maximum voltage of 125 V AC and a frequency of up to 2000 Hz, drawing only approximately 15 A per kilometre. It generates no measurable heat, and the light distribution achieves more than 95 percent uniformity around the entire circumference, producing a consistent 360‑degree glow along the full length of the cable.
Structure, Material Science & Engineering Principles
To understand why this cable performs better than conventional alternatives, it is necessary to examine its construction layer by layer, and the scientific reasoning behind each material choice.
Starting from the innermost component, each conductor is made of tinned copper wires stranded in Class 5 configuration according to IEC 60228 and DIN VDE 0295. Tinning serves two key purposes: it prevents oxidation and chemical attack by sulphur compounds, moisture, and oils commonly found in mining environments, and it ensures stable electrical contact even after years of repeated flexing. Class 5 stranding uses a large number of fine wires rather than fewer thick strands, which increases overall flexibility and reduces metal fatigue. This design follows the principle that mechanical stress is distributed across many small sections rather than concentrated in a few points, significantly extending the working life of the conductor.
Immediately surrounding each conductor is a layer of semiconductive rubber compound. This is followed by the main insulation, manufactured from ethylene‑propylene rubber, known as EPR, compound type 3GI3. Unlike thermoplastics such as PVC or cross‑linked polyethylene, EPR is a thermoset elastomer that retains its elastic properties over a wide temperature range. It has a dielectric strength exceeding 20 kV per millimetre, a low dielectric constant, and excellent resistance to ozone, ultraviolet radiation, and chemical exposure. The outer surface of the insulation is covered by a second semiconductive layer, formulated to be cold‑strippable. Together, these inner and outer semiconductive layers create a smooth and uniform electric field distribution. In any medium‑voltage cable, the highest electrical stress occurs at the interface between the conductor and insulation. Without semiconductive layers, small air gaps and surface irregularities would cause localised high‑field zones, leading to partial discharge and eventual insulation breakdown. By equalising the electrical potential across the boundary, the semiconductive system prevents this process and ensures long‑term dielectric stability.
Embedded within the cable structure are the pilot and earth cores, also constructed with tinned copper Class 5 conductors and EPR insulation. These provide continuous earth‑fault monitoring and system grounding, which is essential for safety in medium‑voltage networks. Between the insulated cores runs the electroluminescent string. This is a specialised component consisting of a phosphor layer that emits visible light when excited by a low‑frequency alternating electric field. Unlike LED strips or incandescent elements, it has no moving parts, no filaments, and generates no heat. The light output is continuous and diffused, making it visible from all angles without creating glare that could distract or disturb machine operators.
All cores are arranged around a central filler made of semiconductive rubber reinforced with aramid yarns. Aramid fibres have a tensile strength approximately five times that of steel at the same weight, and a very high modulus of elasticity. When the cable is pulled or wound onto a drum, most of the mechanical tension is carried by the aramid reinforcement rather than the copper conductors. This follows the principle of load sharing: the conductive elements remain within their safe mechanical limits, while the reinforcement absorbs the forces of reeling, dragging, and pulling. This central structure also helps maintain the cable’s round cross‑section, preventing deformation that could damage internal layers or reduce flexibility.
The outermost layer is a transparent polyurethane sheath, referred to as PUR. This material is selected specifically for its exceptional mechanical and chemical properties. Compared to standard chloroprene rubber jackets, PUR offers two to three times greater resistance to abrasion and tearing. Its glass transition temperature is below -60 °C, meaning it remains flexible and elastic well below the lowest operating temperature of -50 °C. It is also highly resistant to mineral oils, greases, ozone, and moisture, making it suitable for unrestricted outdoor use in all weather conditions. The transparency of the sheath is a critical design choice: it allows the light from the electroluminescent element to pass through unobstructed, creating the active visibility effect without requiring any additional external lighting devices.
Why Standard Trailing Cables Fail
To appreciate the advantages of the TENAX‑LUMEN design, it is helpful to examine the limitations of conventional cables used in the same applications.
The most obvious limitation is visibility. Traditional cables rely on pigmented jackets in high‑visibility colours such as orange or yellow. These colours only work effectively when there is sufficient ambient light to be reflected back to the observer. In darkness, heavy dust, or fog, there is no light to reflect, and the cable effectively disappears from view. Even under moonlight or vehicle headlights, the distance at which they can be clearly identified is often less than five metres. For a large machine moving at slow speeds but with considerable inertia, this distance is too short to allow the operator to adjust position and avoid driving over the cable. In South African mines, operational records show that up to 65 percent of cable failures are caused by mechanical impact, crushing, or snagging—events directly linked to poor visibility.
Temperature performance is another critical weakness. Most standard rubber compounds begin to lose flexibility at temperatures below -15 °C. At -20 °C, they become stiff and difficult to bend, and at -30 °C or lower, they become brittle, prone to cracking and splitting when flexed. This means that during winter shifts or operations at higher elevations, the outer jacket can crack open, allowing moisture and dust to penetrate into the insulation layers. Once water enters, electrical tracking and partial discharge begin, eventually leading to insulation failure and the need for replacement.
Abrasion resistance also falls short in many designs. Conventional rubber jackets wear down relatively quickly when dragged across rough rock or gravel. Over time, the thickness reduces, exposing the internal layers and reducing the cable’s mechanical strength. This is why the average service life of a standard trailing cable in South African open‑pit mines is often only six to eight months. After that period, even if it still functions electrically, the physical condition is too degraded to continue using safely.
From a regulatory perspective, standard cables often meet only the minimum electrical requirements but do not address the visibility clause introduced in recent updates to the SANS 1520‑2 standard. The Department of Mineral Resources and Energy now requires cables used in high‑risk zones to be distinguishable from the surrounding environment at all times. Cables that only rely on passive visibility can no longer satisfy this requirement, potentially leading to fines or temporary suspension of operations.
How TENAX‑LUMEN Overcomes These Limitations
The TENAX‑LUMEN cable addresses each of these limitations through design and material choices that are based on engineering principles rather than incremental improvements.
In terms of visibility, the shift from passive reflection to active emission is the most significant change. The electroluminescent element produces its own light, so visibility does not depend on daylight or artificial lighting. The 360‑degree glow means the cable can be seen from any direction, whether it is lying flat on the ground, suspended in a loop, or partially covered by dust. Field observations in South African mines show that this increases the effective visibility range to more than 20 metres, giving operators enough time to adjust their position and avoid contact. This change alone has been shown to reduce mechanical damage rates by between 40 and 60 percent in operations where it has been installed.
Low‑temperature performance is ensured through the combination of EPR insulation and PUR sheathing. Both materials retain their elastomeric properties far below the minimum operating temperature of -50 °C. Even in the coldest winter nights, the cable remains flexible enough to be reeled, unreeled, and dragged without cracking or hardening. The aramid reinforcement further reduces the strain on the jacket, ensuring that bending forces are distributed rather than concentrated at specific points along the length.
Mechanical longevity is achieved through the use of high‑modulus materials. The PUR sheath wears at a much slower rate than traditional rubber, while the aramid reinforcement ensures that the cable can withstand repeated cycles of tension and flexing without internal damage. The result is an operational life of 18 to 24 months—two to three times longer than that of a standard cable. Although the upfront purchase price is approximately 15 to 20 percent higher, the reduction in replacement frequency and downtime means the total cost of ownership is lower. Most mines report a return on investment within 12 to 14 months.
Compliance is fully covered. The design meets all the requirements of DIN VDE 0250‑813, IEC, EN, and the South African SANS standards, making it acceptable for use in any mine under DMRE jurisdiction. It satisfies both electrical and mechanical regulations, as well as the new visibility requirements, so operators can use it without concerns about non‑compliance.
South African Mine Case Study
A practical example of these benefits can be seen at a large open‑pit coal mine in the Mpumalanga coalfields. This site operates a fleet of P&H 4100XPC electric shovels and Marion 8750 draglines, working around the clock in conditions that range from hot and dusty summers to cold and frosty winters. Before switching to TENAX‑LUMEN cables, the mine used standard SANS‑approved trailing cables with orange rubber jackets.
Over a three‑year period, the average life of these cables was just seven months. Failures occurred at a rate of 1.8 times per month, with each incident requiring between four and eight hours to repair or replace. The associated costs included the cable itself, labour, crane hire, and production losses, which added up to approximately 3.2 million Rand per year. In addition, there were several near‑miss incidents when operators almost ran over cables that were difficult to see in the dark.
In 2021, the mine installed TENAX‑LUMEN 6/10 kV cables in the size 3 × 150 + 2 × 35 + 16 mm². The cables were connected to the same machines and subjected to identical operating conditions. After four years of continuous service, the performance data showed clear improvements. The average service life extended to 21 months, and the failure rate dropped to 0.3 times per month. The glow of the cables made them easily visible from the operator cabin and from ground level, and no cable‑related near‑misses were recorded during the entire period.
The financial calculation confirmed the economic advantage. Even with the higher initial purchase price, the mine reduced its annual expenditure on cables and downtime by around 3.6 million Rand, resulting in a return on investment within the first 13 months. The technical team also noted that the cable remained flexible even during winter nights when temperatures dropped to -18 °C, with no signs of jacket cracking or insulation degradation.
Feichun Equivalent: Certified Alternative
While the original design is well‑proven, availability and lead times can sometimes be a concern for mines operating on tight schedules. This is where the Feichun equivalent of the TENAX‑LUMEN (N)TSCGEH3S 6/10 kV cable offers a practical solution.
Feichun manufactures its version to the exact same construction and performance specifications. It uses Class 5 tinned copper conductors, EPR 3GI3 insulation, double semiconductive shielding, aramid reinforcement, electroluminescent elements, and transparent PUR sheathing. All electrical, thermal, and mechanical parameters match those of the original design, including the same voltage ratings, temperature range, bending radius, and luminescence characteristics. It holds full certification to DIN VDE 0250‑813, IEC, EN, and SANS 1520‑2, making it directly interchangeable in existing installations without modification.
The advantages of the Feichun alternative lie in supply and cost. Prices are typically 15 to 25 percent lower than the original product, while lead times are reduced to four to six weeks compared to the 10 to 16 weeks often required for imported stock. This is particularly valuable for mines that need to replace damaged cables quickly or plan upgrades without waiting for long delivery cycles. Full technical documentation, test reports, and compliance certificates are provided, and the product is supported by technical assistance for selection, installation, and maintenance.
Application & Selection Guide
The TENAX‑LUMEN (N)TSCGEH3S 6/10 kV cable is suitable for a wide range of medium‑voltage trailing applications. Its primary use is for large mobile equipment in open‑pit mines, including draglines, electric shovels, bucket‑wheel excavators, and mobile crushers. It also works well in other industries where similar conditions exist, such as quarries, large construction sites, and ports, but its design is optimised specifically for mining environments.
When selecting the correct size, the first consideration is the system voltage. The 6/10 kV rating is suitable for distribution networks operating at 10 kV. The cross‑section should be chosen based on the full‑load current of the machine, taking into account ambient temperature, laying conditions, and the length of the run. The current‑carrying capacity figures given at 30 °C can be adjusted using derating factors provided in the technical data sheet. Mechanical limits must also be observed: the maximum permissible tensile force per size should never be exceeded, and the minimum bending radius of 20 times the outer diameter must be maintained during installation and operation to avoid damage to the internal structure.
Frequently Asked Questions
Does the luminescent feature generate heat?
The electroluminescent principle works by exciting phosphor particles in the material, not by heating a filament or element. The power consumption is low, and there is no measurable rise in temperature along the cable.
Is the transparent PUR sheath as strong as traditional rubber?
PUR is specifically chosen for its superior mechanical properties. It offers better resistance to abrasion, tearing, oil, and ozone than standard rubber compounds, and it remains flexible at much lower temperatures.
Can this cable be used in South African mines?
It is fully compliant with SANS 1520‑2 and meets the visibility requirements set by the DMRE. It is accepted for use in all types of open‑pit and underground operations.
Can it replace existing cables directly?
The dimensions, electrical ratings, and termination requirements are identical to those of standard trailing cables. No modifications to equipment or connection boxes are required.
Conclusion
The TENAX‑LUMEN (N)TSCGEH3S 6/10 kV cable represents a meaningful step forward in mining cable technology. It does not rely on a single innovation but combines several proven principles—electrical field control, advanced elastomer insulation, high‑strength reinforcement, and active visibility—to solve a long‑standing operational challenge.
Its core value lies in breaking the cycle of invisibility, damage, and cost. By being visible in all conditions, it reduces the chance of mechanical failure. By using materials that perform well in extreme temperatures and under heavy wear, it extends service life. By meeting international and local standards, it ensures compliance and safety. For mines in South Africa and around the world, it offers a solution that protects both equipment and personnel while delivering better long‑term economics.
Contact Information
If you require detailed datasheets, technical specifications, pricing, or delivery schedules for the TENAX‑LUMEN (N)TSCGEH3S 6/10 kV cable, please contact the Feichun technical and sales team:
Email: Li.wang@feichuncables.com



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: