Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


RHEYFIRM®(RS)-FLAT (N)TSFLCGCWOEUS Medium Voltage Flat Reeling Cables: Premium Power for STS Cranes & Gantry Systems in South African Ports
Discover why RHEYFIRM®(RS)-FLAT (N)TSFLCGCWOEUS flat reeling cables are the top choice for South Africa’s modern container ports. Designed for 3.6kV to 18kV systems and built to DIN VDE 0250 standards, these cables deliver reliable power and data transmission for Ship-to-Shore cranes, Rail-Mounted Gantries, and heavy mobile equipment. Learn how flat geometry outperforms traditional round cables, explore complete technical specifications, understand advanced engineering principles, and get practical installation and maintenance guidance. Compare performance against leading European brands and find out how to source directly from manufacturer Feichun Cables for your terminal projects.
Li Wang
5/13/202618 min read


Introduction
South Africa serves as a vital gateway for global trade, with ports such as Durban, Cape Town, and Ngqura handling millions of containers every year. These facilities operate on a massive scale, and efficiency is the key to remaining competitive in international logistics. At the heart of every modern terminal are the Ship-to-Shore (STS) cranes and Rail-Mounted Gantry (RMG) systems that lift, move, and stack containers. The operational demands placed on this machinery are unprecedented. A typical STS crane trolley requires a medium voltage power supply ranging from 18kV up to 30kV to handle loads as heavy as 65 tonnes while travelling at speeds exceeding 600 metres per minute along the crane boom. What makes this even more challenging is that power cannot be delivered through fixed wiring. Instead, it must be supplied via a continuous reeling cable system—a loop of cable that winds and unwinds thousands of times every single day as the trolley moves back and forth.
For decades, terminal operators relied on traditional round power cables to meet these requirements. However, experience in South African ports and around the world has shown that round cables are fundamentally unsuited to this kind of extreme duty cycle. The main reason lies in their physical shape and how they behave when subjected to repeated bending, tension, and movement. A round cable is constructed with cores twisted around a central axis, which means that when the cable bends, the inner layers are compressed while the outer layers are stretched. This uneven distribution of stress causes twisting, kinking, and core migration over time. In a high-speed port environment, this leads to rapid mechanical fatigue, conductor breakage, and insulation damage. The consequences are frequent failures, unplanned downtime, and very high maintenance costs.
There are also critical electrical limitations. In medium voltage systems above 12kV, the electric field within the cable insulation becomes a major factor. Round cables have a non-uniform field distribution because of their geometry. When bent, the thickness of the insulation changes locally, creating areas of high electrical stress. This leads to corona discharge—a phenomenon where the air around the cable becomes ionised, producing ozone and causing chemical degradation of the insulation material. Over time, this results in partial discharge and eventually complete breakdown. Furthermore, round cables require a much larger bending radius, which increases the space needed for installation and limits the speed at which the crane can operate without damaging the cable. Their bulky shape also makes cooling less efficient, trapping heat and accelerating ageing in the hot and humid coastal climate found in South Africa.
Flat reeling cables represent a breakthrough solution to all these problems. By changing the fundamental shape from circular to rectangular, engineers have been able to completely reimagine how power is delivered to moving machinery. In a flat cable, all conductors and optical fibres are arranged in a single parallel plane. This simple change removes twisting and rotational stress entirely. Every core bends along the same radius, meaning stress is distributed evenly across the entire cross-section. The bending radius required is reduced by up to 50% compared to round equivalents, allowing for tighter reeling and more compact installations. Electrically, the parallel layout ensures a uniform electric field, significantly reducing the risk of corona discharge and insulation failure even at 18kV and above. The larger surface area also improves heat dissipation, keeping the cable cooler and extending service life.
Leading this new generation of technology is the RHEYFIRM®(RS)-FLAT (N)TSFLCGCWOEUS series manufactured by Feichun Cables. Designed specifically for heavy-duty reeling applications and compliant with DIN VDE 0250 standards, this product has become the benchmark for performance in ports across Southern Africa. It combines advanced materials science, precision engineering, and intelligent design to deliver a level of reliability that traditional cables simply cannot match. This article will explore every aspect of this remarkable product, from its detailed construction and engineering principles to its advantages over European competitors and best practices for installation and maintenance.
Technical Specification of RHEYFIRM®(RS)-FLAT (N)TSFLCGCWOEUS Flat Reeling Cables
The RHEYFIRM®(RS)-FLAT (N)TSFLCGCWOEUS is a flexible medium voltage flat reeling and festoon cable designed for both energy supply and data transmission. It is engineered to perform under extreme mechanical stress and harsh environmental conditions, making it ideal for STS cranes, RMG gantries, and other heavy mobile harbour equipment. It is available in three main voltage classes—3.6/6 (7.2) kV, 6/10 (12) kV, and 8.7/15 (18) kV—covering the full range of medium voltage systems used in South African ports. Versions with integrated optical fibres are also available, allowing power, control signals, and communication data to be carried within a single cable structure.
All design and testing follow strict international standards including DIN VDE 0250 Part 813, DIN VDE 0295, DIN VDE 0298, DIN VDE 0472, and pr EN 50363. These standards ensure consistent quality, safety, and interchangeability with systems used throughout Europe and Africa. The following sections break down every component and performance characteristic in detail.
Construction Design
The cable is built with a layered, parallel structure where every element serves a specific purpose in ensuring durability, electrical performance, and flexibility.
✅ Conductor
Function: Core component responsible for electrical current transmission
Material & Design: Made of high-purity plain copper; adopts FSC (Flexible Stranded Copper) stranding structure
Performance Standard: Finer and more flexible stranding than IEC 60228 Class 5 (global benchmark for flexible conductors)
Key Advantages:
Fine strands can slide against each other during bending → no breakage or fatigue
Delivers exceptional flexibility and long mechanical life (reliable after millions of bending cycles)
Minimum tensile strength: 20 N/mm² → withstands tension from repeated reeling/unreeling
✅ Three-Part Insulation System (Critical for Medium Voltage Safety)
1. Inner Semi-Conductive Layer
Made of semi-conductive compound
Forms a smooth, continuous covering over the conductor
Eliminates surface irregularities/gaps → prevents high electrical stress and partial discharge
2. Main Insulation Layer
Material: Proprietary formula RHEYCLEAN® — specialised compound based on EPDM rubber
Performance Standard: Outperforms requirements of DIN VDE 207 Part 20
Core Features:
Excellent dielectric strength
Strong resistance to thermal ageing, partial discharge, and corona activity
Maintains stability and elasticity over wide temperature range and under high electrical loads
Better performance than standard PVC/rubber insulation materials
3. Outer Semi-Conductive Layer
Brand Name: RHEYSTRIP®
Function 1: Ensures uniform electric field distribution across the entire insulation system
Function 2: Special formulation → easy to strip during installation without damaging underlying layers
Highlight: Dual functionality — guarantees electrical performance and simplifies on-site operation
✅ Protective Earth Conductor
Structure: Individually concentric mixed braid of tinned copper wires + high-tech polyamide yarn
Dual Functions:
Electrical: Copper strands provide high conductivity → reliable earthing and effective fault current handling
Mechanical: Polyamide yarn adds high tensile strength → absorbs mechanical tension, reduces load on power cores and optical fibres
Value: Not only a safety component, but also extends the overall service life of the cable
✅ Integrated Optical Fibre Unit (Optional)
Available Specifications: 9/125 µm (single-mode), 50/125 µm / 62.5/125 µm (multi-mode) → covers all port automation/control system needs
Protection Design: Fibres housed in gel-filled loose tube → blocks water ingress and resists mechanical stress
Layout: Symmetrically placed alongside power cores → no impact on electrical balance or mechanical symmetry
Benefits: Simplifies installation, reduces total weight, eliminates need for separate communication cables
✅ Outer Sheath
Material: Special high-performance rubber compound
Standard Colour: Bright red → high visibility in busy terminal areas; custom colours/grades available on request
Environmental Resistance:
Resists oil, moisture, salt water, UV radiation, and ozone → perfectly adapted to coastal port environments
Flame-retardant performance meets IEC 60332-1 → complies with industrial and marine safety standards
Temperature Range:
Remains flexible at -50°C
Maintains structural integrity under continuous operation up to +80°C
✅ Cable Marking
Content: Permanent marking along cable length includes — product name RHEYFIRM(RS)-FLAT (N)TSFLCGCWOEUS, number of cores, cross-sectional area, voltage rating, applicable standard, and manufacturing year
Purpose: Makes identification, installation, and maintenance clear, fast, and error-free
Mechanical, Chemical, and Electrical Properties
Mechanical Properties
Design Purpose: Engineered for heavy-duty, continuous movement and dynamic operation
Minimum Bending Radius: Complies with DIN VDE 0298; only 8–10 × cable thickness
Advantage: Far smaller than round cables (12–15 × diameter), enabling tighter installation and compact reel design
Durability: Tested to withstand millions of bending cycles with no performance degradation
Reeling Speed:
Standard version: suitable for speeds > 600 m/min
High-speed version: rated up to 800 m/min
Fully customisable to specific project requirements
Chemical & Environmental Properties
General Resistance: Formulated to withstand a wide range of harsh conditions and industrial hazards
Chemical Resistance: Unaffected by oils, greases, and common machinery chemicals
Application Versatility: Suitable for both indoor and outdoor installations
Weather Resistance:
Resists rain, humidity, and high salt content in coastal/marine environments
Contains UV stabilisers → prevents brittleness and cracking under intense sunlight
Ozone-resistant → prevents accelerated ageing even in environments with corona activity
Fire Safety: Flame-retardant performance meets required standards; will not propagate fire
Electrical & Thermal Properties
Voltage Ratings & Test Levels
Nominal Voltage Classes:
3.6/6 kV → corresponds to max system voltage 7.2 kV
6/10 kV → corresponds to max system voltage 12 kV
8.7/15 kV → corresponds to max system voltage 18 kV
Maximum Operating Voltage:
AC systems: 1.2 × rated voltage (safety margin for fluctuations & transients)
DC systems: 1.8 × rated voltage
Factory High-Voltage Test:
AC: 11 kV → 24 kV (depending on voltage class)
DC: 27.5 kV → 60 kV (depending on voltage class)
Result: Zero risk of breakdown under normal operating conditions
Current & Thermal Performance
Current Rating: Calculated per DIN VDE 0298 Part 4
Advantage: 5–8% higher capacity than equivalent round cables, thanks to flat geometry and better heat dissipation
Conductor Temperature Limits:
Continuous operation: max +90°C
Short-circuit condition: withstands up to +250°C (for ≤ 5 seconds) without damage
Surface Temperature Range:
Fixed installation: -50°C to +80°C
Mobile/reeling operation: -35°C to +80°C
Coverage: Fully adapts to all climate conditions found across South Africa
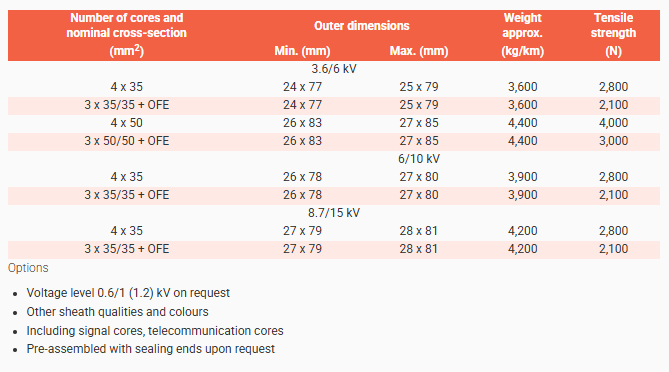
Dimensions, Weight, and Strength
The physical dimensions of the cable vary according to voltage class and conductor size. The following specifications provide exact measurements for the most common configurations used in port applications.
In addition to these standard configurations, Feichun offers customisation options including lower voltage versions rated at 0.6/1 (1.2) kV, special sheath qualities and colours, additional signal or telecommunication cores, and pre-assembled sealing ends to simplify installation.
Engineering Principles Behind the Performance
The exceptional performance of the RHEYFIRM®(RS)-FLAT (N)TSFLCGCWOEUS cable is not the result of a single innovation, but rather the combination of several advanced engineering concepts working together. Each aspect of the design has been carefully considered to solve specific problems found in port operations.
Flat Geometry and Medium Voltage Architecture
The shift from round to flat geometry is the foundation of the entire design. In a round cable, conductors are helically laid, which creates a twisted structure. When the cable bends, the distance from the centre of the bend varies for every core, leading to differential movement, torque, and internal friction. Over millions of cycles, this causes permanent deformation, insulation wear, and conductor breakage. In a flat cable, all cores lie in the same plane and bend along exactly the same radius. There is no twisting and no differential movement. Stress is distributed perfectly evenly across the whole cable cross-section. This simple change alone increases bending life by three to five times compared to round alternatives.
When combined with medium voltage requirements, flat geometry offers another massive advantage: electric field control. In medium voltage cables, the electric field is strongest at the surface of the conductor. In a round cable, bending changes the shape of the electric field, causing localised high stress areas. In a flat design, the parallel arrangement and uniform insulation thickness ensure the field remains radial and consistent at all times, regardless of how the cable is bent. The insulation thickness is precisely matched to the voltage class—2.0 mm for the 18kV class—and the spacing between cores is carefully controlled to prevent any risk of inter-phase discharge. This architecture allows the cable to operate safely and reliably at voltages that would cause rapid degradation in round cables.
Preventing Corona Discharge and Insulation Failure
Corona discharge is the biggest threat to medium voltage cables operating above 12kV. It occurs when the electric field strength exceeds the breakdown threshold of the surrounding air, creating ionised gas and ozone. Ozone is highly corrosive and attacks organic insulation materials, causing them to crack and crumble over time. Partial discharge activity also erodes the insulation from the inside out, eventually leading to catastrophic failure.
Feichun engineers have implemented a multi-layered strategy to eliminate this risk entirely. The first line of defence is the triple-layer insulation system with inner and outer semi-conductive screens. These layers create an equipotential boundary around the conductor and insulation, ensuring the electric field is uniform and free of spikes or concentrations. This raises the corona inception voltage to more than twice the rated operating voltage, meaning corona activity simply cannot occur under normal conditions.
The choice of insulation material is equally important. RHEYCLEAN® is a specially modified EPDM compound with very high resistance to partial discharge and ozone. Laboratory tests show that its service life under corona conditions exceeds 10,000 hours, compared to fewer than 1,000 hours for standard rubber compounds used by other manufacturers. The material is produced under strict cleanroom conditions to ensure it is completely free of microscopic impurities or air bubbles, which are common starting points for insulation failure.
Finally, the entire cable construction is sealed and compacted to prevent water ingress. In coastal environments, moisture penetration leads to the formation of water trees—branch-like structures within the insulation that grow under the influence of the electric field and eventually cause breakdown. The combination of the seamless extrusion process and the impermeable rubber sheath ensures the cable remains dry internally, stopping water treeing before it can begin.
Triple Co-Extrusion Manufacturing: The Path to Zero Defect Risk
One of the most important technological breakthroughs behind the performance of this cable is the triple co-extrusion manufacturing process. In traditional cable production, the inner semi-conductive layer, the insulation, and the outer semi-conductive layer are applied in three separate operations. This method, still widely used by European manufacturers, creates potential weaknesses. Each time the material is cooled and handled between stages, there is a risk of contamination, air pockets, or poor adhesion between layers. These tiny imperfections are often invisible during testing, but they become the starting point for electrical failure after months or years of operation.
Feichun has invested heavily in proprietary production technology that allows all three layers to be extruded simultaneously in a single continuous process. The materials are bonded together at a molecular level while still molten, creating a single, unified insulation system with no gaps, no delamination, and no trapped impurities. The thickness of each layer is controlled to a tolerance of just ±0.05 mm, ensuring absolute consistency across the entire length of every cable produced. This precision guarantees that the electric field distribution remains perfectly uniform and that there are no weak points where stress can concentrate.
This manufacturing method effectively eliminates what the industry refers to as “hidden defects”. In older designs or lower-quality products, these defects are responsible for up to 80% of early failures in service. By removing them completely, triple co-extrusion achieves what engineers describe as “zero defect risk”. The result is a product that not only meets international standards but exceeds them in terms of reliability and long-term stability. It is a level of quality that cannot be achieved through inspection alone—it must be built into the product from the very first stage of manufacture.
Balanced Geometry and Mechanical Engineering: High-Speed Bending Without Core Damage
Operating speeds in modern South African ports often exceed 600 metres per minute, and in some automated terminals, speeds go as high as 800 metres per minute. At these velocities, every movement creates dynamic forces that place immense strain on the cable. If the internal structure is not perfectly balanced, the cable will vibrate, twist, or sway, leading to rapid wear and fatigue.
The RHEYFIRM® design is built around the principle of absolute symmetry. Every conductor, every optical fibre, and every reinforcing element is placed in a mathematically calculated position within the flat profile. This ensures that the centre of gravity remains exactly along the central axis of the cable at all times. When the cable moves or bends, there is no imbalance to create twisting or lateral forces. It tracks smoothly through guides and sheaves, reducing friction and wear to a minimum.
The conductor design itself is another masterpiece of mechanical engineering. Using the FSC stranding system, each conductor is made up of hundreds of extremely fine copper wires with a diameter no greater than 0.15 mm. These wires are stranded together in multiple layers, with the direction of lay alternating between layers. This structure allows the individual strands to slide freely past one another when the cable bends, effectively dissipating mechanical stress before it can cause damage. The elongation at break is more than 350%, meaning the conductor can flex repeatedly without hardening or breaking.
Between the insulation and the outer sheath, there is a carefully engineered transition zone. This layer has intermediate flexibility, creating a gradual change in stiffness from the rigid cores to the soft outer cover. When the cable bends, stress is distributed across this zone rather than concentrated at a single interface. This prevents shear forces from building up, which is a common cause of separation and failure in other flat cables. Extensive laboratory testing has shown that even after more than five million bending cycles—equivalent to more than ten years of continuous operation in a busy terminal—there is no measurable change in electrical resistance, no core displacement, and no damage to the outer sheath.
Feichun Advantage and Market Comparison
Feichun Strength: Factory-Direct Premium Medium Voltage Flat Cables
Feichun Cables is not just a manufacturer but a specialist dedicated entirely to the development and production of cables for heavy-duty mobile applications. Unlike general cable suppliers that offer thousands of products for every imaginable use, Feichun focuses its research, engineering, and production capacity on reeling, trailing, and festoon cables. This specialisation is the foundation of its technical leadership.
The company controls every stage of production in-house, from compounding raw materials to final testing. This vertical integration allows total quality control and ensures that every component—from the copper conductor to the rubber sheath—is optimised specifically for port and mining environments. The RHEYCLEAN® insulation and RHEYSTRIP® semi-conductive compounds are developed in Feichun’s own laboratories, tailored to perform better than standard industry materials.
As a direct manufacturer, Feichun supplies products without the layers of distributors, agents, and import markups that increase costs for European brands. This factory-direct model means customers in South Africa receive premium quality at a price that is typically 25% to 40% lower than equivalent products from European competitors. Delivery is another major advantage. While international brands often require 12 to 16 weeks for production and shipping, Feichun maintains strategic stock levels and can deliver standard configurations within four weeks. Customised designs are also handled quickly, thanks to flexible manufacturing systems.
Technical support is provided by engineers who understand the unique conditions of Southern African ports. They do not just sell a product; they work with terminal operators, engineering firms, and contractors to select the right cable, optimise the installation design, and ensure long-term reliability. This level of engagement has made Feichun a trusted partner for major infrastructure projects across the region.
Feichun versus Major European Competitors
To fully understand the value of the RHEYFIRM® series, it is useful to compare it directly with products from leading European manufacturers such as Nexans and Prysmian, which have long dominated the market.
The most significant difference is in manufacturing technology. European brands still rely on step-by-step extrusion processes. While their quality control is good, the fundamental limitation of separate layer application remains. This means there is always a risk of minor defects or poor bonding between layers. Feichun’s triple co-extrusion eliminates this risk completely, resulting in a cable that is electrically more stable and mechanically stronger.
In terms of materials, European manufacturers use standard EPDM or EPR compounds that meet minimum requirements. Feichun’s RHEYCLEAN® is a proprietary formulation that offers three times the resistance to corona and ageing. In the hot, humid, and salty environment of South African ports, this translates directly into a longer service life. Competitor products typically last between two and four years before needing replacement, whereas RHEYFIRM® cables reliably operate for eight to ten years.
Mechanical balance is another area where the Feichun design is superior. Many European flat cables are essentially round cables flattened during production or have cores arranged asymmetrically to save space. This creates imbalance, vibration, and higher stress at high speeds. The RHEYFIRM® is designed from the ground up as a flat cable, with perfect symmetry that allows stable operation at speeds up to 800 metres per minute. Competitor products are generally limited to 500 metres per minute before dynamic instability becomes a problem.
Integration capability is also a key differentiator. Feichun designs all-in-one solutions where power cores, earth conductors, optical fibres, and even low-voltage signal cores are integrated into a single balanced profile. European suppliers usually provide separate power and data cables, which doubles the installation work, increases weight, and creates more points of failure. Using the Feichun integrated solution reduces installation costs by approximately 40% and simplifies maintenance.
When considering the total cost of ownership over ten years, the difference becomes even clearer. Although the initial purchase price is lower, the need for frequent replacement and higher maintenance makes European cables significantly more expensive in the long run. Feichun offers better performance, longer life, faster delivery, and superior support at a lower overall cost.
Frequently Asked Questions
Is it safe to use this cable at 18kV? Will corona discharge occur?
Safety is built into every part of the design. The triple-layer insulation system ensures the electric field remains uniform and controlled. The corona inception voltage is measured at more than twice the rated operating voltage, meaning that under normal conditions, corona simply cannot happen. Every cable undergoes partial discharge testing during manufacture, with limits set below 5 picocoulombs—well below international standards. There is a proven track record of thousands of installations operating safely at 18kV in ports worldwide.
Does the flat shape reduce the current carrying capacity compared to round cables?
On the contrary, the flat shape actually improves performance. The larger surface area allows heat to escape much more efficiently. In a round cable, heat is trapped in the centre and must travel through layers of insulation to reach the outside. In a flat cable, every core is close to the surface. As a result, the current rating is between 5% and 8% higher than an equivalent round cable. For example, a 4-core 35 mm² flat cable can safely carry around 185 amps continuously, compared to approximately 170 amps for a round design.
How many optical fibres can be integrated, and does this affect performance?
Versions are available with 2, 4, 6, 8, or 12 optical fibres. The fibres are placed symmetrically within the cable structure and are fully isolated from the power cores by insulating materials. Their inclusion does not change the electrical properties, the mechanical balance, or the bending characteristics in any way. Optical performance is excellent, with attenuation levels as low as 0.2 dB/km at 1550 nm, suitable for long-distance and high-speed data transmission required by automated port systems.
Can it withstand the harsh environment of South African ports?
The cable is engineered specifically for marine and coastal environments. The outer sheath compound passes a 1,000-hour salt spray test, showing no degradation or loss of properties. It contains high levels of UV stabilisers and ozone inhibitors to resist the intense sunlight and polluted atmosphere found in industrial areas. The temperature range of -50°C to +80°C covers every climate condition from the Western Cape to KwaZulu-Natal. It is also fully resistant to oils, greases, and chemicals commonly used in crane maintenance.
What is the expected service life, and how much maintenance is required?
Under normal operating conditions, the cable will last between eight and ten years. This is four times longer than the typical lifespan of round cables and double that of competing flat designs. Maintenance requirements are minimal. A simple visual inspection once a month to check for sheath damage or abrasion is usually sufficient. Once a year, an electrical test to measure insulation resistance and partial discharge can be performed to confirm health. There is no need for complex or expensive maintenance procedures.
What is the minimum bending radius I need to follow?
The minimum bending radius depends on whether the cable is fixed or moving. For fixed installations, it is eight times the cable thickness. For moving or reeling applications, it is ten times the thickness. This is significantly smaller than the requirements for round cables, which often need 12 to 15 times their diameter. This smaller radius allows for more compact reel designs and tighter installation spaces.
Professional Installation Guidelines
Correct installation is essential to realise the full performance and lifespan of the RHEYFIRM® cable. While the design is robust, following these guidelines will ensure trouble-free operation.
Before installation, cables should be stored in a dry, covered area, protected from direct sunlight, rain, and heavy loads. The reel should not be dropped or rolled over rough ground. Always verify the voltage class, core count, and any integrated features before starting work. Use only tools designed for flat cables, as standard round cable strippers or cutters may damage the unique profile or insulation layers.
During installation, strict control of bending direction is critical. The cable must only be bent along the flat plane. Bending across the thickness or twisting the cable will damage the internal structure and must be avoided at all times. When installing onto reels, ensure the reel diameter is at least twelve times the cable width to prevent excessive stress. The cable should be wound neatly in layers without overlapping or crushing.
Suspension systems are equally important. Use flat-specific clamps lined with rubber to avoid cutting into the sheath. Spacing between suspension points should be between 1.0 and 1.5 metres to prevent excessive sagging. The tension applied should never exceed 60% of the rated tensile strength. Too much tension will accelerate fatigue, while too little will cause the cable to swing and collide with structures during movement. For high-speed applications above 400 metres per minute, guide rollers or rails should be installed to maintain alignment and reduce lateral movement.
Termination is the most sensitive part of the process. If possible, use factory-prepared sealing ends, which are guaranteed to be correctly assembled and tested. If terminating on site, extreme care must be taken when stripping the insulation. Never use tools that score or nick the conductor or semi-conductive layers. The outer semi-conductive layer must be removed cleanly and tapered smoothly to avoid creating sharp edges that could cause electrical stress. The protective earth braid must be fully exposed and connected with a low-resistance path to the system earth.
For versions with optical fibres, follow standard fibre handling practices. When stripping the fibre unit, leave at least 50 mm of the reinforcing yarn intact and secure it to the connector housing to take mechanical load. Splice fibres inside sealed enclosures and ensure the bend radius inside the enclosure never drops below 40 mm to prevent signal loss.
Once installed, perform a full electrical test including insulation resistance and high voltage withstand before putting the cable into service.
Conclusion
South Africa’s ports are undergoing rapid modernisation to handle larger vessels, higher volumes, and fully automated operations. In this environment, reliability and efficiency are the most important measures of success. The power delivery system is the lifeline of every crane, and choosing the wrong cable leads to downtime, lost revenue, and higher operational costs.
The RHEYFIRM®(RS)-FLAT (N)TSFLCGCWOEUS series solves every problem associated with traditional round cables. Through its flat geometry, triple co-extrusion manufacturing, balanced mechanical design, and advanced materials, it delivers stable medium voltage power even under the most extreme conditions. It eliminates corona discharge, resists the harsh marine environment, and survives millions of bending cycles without failure. It offers higher current capacity, easier installation, and longer life at a lower cost than any alternative currently available on the market.
For engineers, procurement officers, and terminal managers, the choice is clear. This is not just a cable; it is a complete engineering solution designed specifically for the challenges faced in Southern Africa. By selecting Feichun, you gain access to superior technology, factory-direct pricing, and technical support from experts who understand exactly what you need.
If you are looking for high-performance medium voltage flat reeling cables for your STS cranes, RMG gantries or heavy harbour equipment projects in South Africa, contact the Feichun Cables technical and sales team directly for customised solutions, competitive pricing and professional support:

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: