Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


SANS 1520 Type 41 Mining Cable for South African Mines: EPR Insulation, CR Sheath Flexible Trailing Design in Mponeng Gold and Mogalakwena Platinum Operations
SANS 1520‑1 Type 41 is the standard flexible trailing cable designed specifically for mobile mining machinery across South Africa’s harsh underground and surface environments. This comprehensive guide explains its engineering principles, EPR insulation and CR sheath materials, performance advantages, full technical specifications, selection rules, procurement strategy, and why Feichun’s equivalent version meets all SANS requirements at lower cost and shorter lead times. Includes real‑world examples from deep‑level gold mines in Gauteng and platinum operations in Limpopo – essential reading for engineers, procurement teams and mine managers.
Li Wang
5/26/202618 min read


Introduction
In South Africa, where mining is not just an industry but the foundation of the economy, the cables that power and control mobile machinery are among the most critical components of any operation. From deep‑level gold mines in Gauteng to platinum operations in Limpopo and coalfields in Mpumalanga, equipment such as load‑haul‑dump units, continuous miners, drill rigs and conveyors must move freely while receiving reliable power and control signals. The cable used here is not ordinary electrical wire. It must survive extreme mechanical stress, aggressive chemical environments, wide temperature swings, and strict safety regulations. This is exactly why SANS 1520‑1 Type 41 exists – it is the result of decades of engineering development, written into national standards, and proven over millions of operating hours across Southern Africa.
This article explains everything you need to know about this cable. We start with the environment it serves, then explore why its design is perfectly matched to that environment, break down every layer of construction and the science behind each material, review performance data, outline proper selection and sourcing, and finally show how Feichun offers a fully compliant, cost‑effective alternative trusted by mines throughout the region. Whether you are an electrical engineer, procurement manager, maintenance supervisor or project planner, you will find practical, detailed information to support your work.
South African Mining
To understand why SANS 1520 Type 41 is built the way it is, we first must understand where it operates. South African mines are famous for being among the most challenging in the world, and these conditions directly shaped every part of the cable’s specification.
Physical Space and Movement Patterns
Underground tunnels are typically narrow, ranging from 2.2 to 3.5 metres in height and 3 to 5 metres in width, with sharp bends, steep gradients up to 30 degrees, and uneven floors. Mobile equipment does not travel in straight lines. It reverses, turns sharply, climbs and descends, and often drags cable over rock, steel structures or wet ground. At Mponeng Gold Mine, one of the deepest mines on earth reaching over 3,400 metres, equipment moves constantly through confined passages, and cables must bend repeatedly without breaking or losing electrical performance. Ordinary cables, with limited flexibility, would fail quickly due to conductor fatigue and insulation cracking.
Temperature Extremes
Temperature is one of the biggest challenges. In deep mines, geothermal heat means ambient temperatures can reach 45 °C or higher, while the conductor itself may run at 90 °C during continuous operation. In contrast, ventilation ducts and surface installations can experience temperatures as low as ‑25 °C in winter. In the Bushveld Platinum Complex, mines operate across high‑altitude areas where night temperatures drop well below freezing, yet machinery runs hot during the day. A cable that becomes brittle in cold or softens in heat cannot work here. The insulation and sheath materials must remain flexible and stable across the entire range from –25 °C to +90 °C, a requirement written directly into the SANS 1520 standard.
Chemical and Atmospheric Exposure
South African mines are chemically aggressive. Underground, humidity is almost always 95–100 %, water is often acidic or contains dissolved salts and sulphates, and gases such as hydrogen sulphide, methane and ozone are common. Coal mines have high levels of abrasive dust, while gold and platinum mines encounter corrosive groundwater. At Kusasalethu Mine, acid mine drainage means that any exposed metal or unprotected rubber degrades rapidly. Ordinary PVC insulation or rubber sheaths not designed for this environment can fail in weeks, leading to short circuits, leakage and safety risks. Type 41 materials are chosen specifically to resist degradation by these substances, maintaining integrity for years rather than months.
Mechanical Stress and Damage Risks
Every metre the machine moves, the cable is pulled, dragged, twisted and sometimes stepped on or run over. Tensile loads can reach 20–40 kilonewtons during movement. It must withstand abrasion against rock and steel, repeated bending cycles exceeding 10,000 times, and twisting of up to 360 degrees per metre without damage. In opencast mines such as those in the Highveld coalfields, cables are also exposed to ultraviolet radiation, sunlight and heavy rain. If the outer sheath wears through or the internal structure shifts, the cable is no longer safe or reliable.
Safety and Hazardous Area Rules
Most South African mines are classified as hazardous zones due to the presence of flammable gas or combustible dust. Regulations require cables to be flame‑retardant, low‑smoke, and to maintain continuous earth connection so that any fault is detected instantly without risk of ignition. This is not optional – it is part of the Mine Health and Safety Act, and SANS 1520‑1 incorporates these requirements directly into the design.
Why Ordinary Cables Fail Here
When standard industrial cables are used in these environments, the results are consistent:
Lack of flexibility causes conductor breakage within months.
Poor abrasion resistance means the outer sheath wears through in 1–3 months.
Insulation that cannot handle wide temperature ranges cracks or melts.
Incomplete shielding or poor earthing creates dangerous leakage paths.
Loose internal construction allows cores to shift, leading to short‑circuits
The environment does not allow compromise. It was exactly these failures that led to the development of the Type 41 specification – a cable built entirely around the reality of South African mining.
Why SANS 1520 Type 41 Is Purpose‑Built for Mobile Equipment
SANS 1520‑1 is not just a material specification; it is a definition of function. The standard classifies Type 41 as a Flexible Trailing Cable, intended specifically for machinery that moves, is dragged along the ground, or occasionally reeled. Unlike fixed cables or high‑frequency reeling cables, Type 41 strikes the ideal balance between flexibility, strength, durability and cost – making it the default choice for 90 % of mobile mining applications.
Core Design Concept: Power and Control Integrated
The defining feature of Type 41 is its core arrangement: three power cores, each individually screened, plus one unscreened pilot/control core, all laid up together, with an integrated continuous earth path. This single cable replaces what would otherwise require separate power and control cables. This simplifies installation, reduces weight, lowers cost, and eliminates the risk of different cables moving independently and becoming tangled or damaged. The pilot core carries signals, interlocks, or monitoring data, while the screens and earth provide safety – all in one assembly. This configuration is not accidental; it is mandated by the standard because it has proven to be the safest and most practical solution for mobile machinery.
Three‑Layer Design Logic
Every part of Type 41 answers a specific requirement from the operating environment:
Flexibility for Continuous Motion
To bend easily around tight radii and survive thousands of cycles without breaking, the conductor uses Class 5 fine‑stranded tinned copper. Instead of a few thick wires, it uses hundreds of very fine strands (maximum individual diameter 0.41 mm) twisted together in layers. When the cable bends, these strands slide past each other rather than taking all the stress at once. The overall construction is designed so that the minimum bending radius is only 6 times the overall diameter – small enough to work in the narrowest tunnels.
Resistance to All Environmental Factors
Every material selected has a specific resistance profile: EPR insulation resists heat, ozone and chemicals; CR sheathing resists oil, abrasion and weathering; tinned copper resists corrosion; nylon reinforcement adds strength without stiffness. Nothing is included that does not directly improve performance in mine conditions.
Safety Built Into Every Layer
Safety is never an afterthought. The copper/nylon braid over each power core acts in three ways: it shields against electrical interference, protects insulation from cuts, and forms a continuous earth path so that if insulation fails, fault current flows safely to ground and protection devices operate instantly. The materials themselves are flame‑retardant and low‑smoke, so even if damaged, they do not contribute to fire or toxic fumes.
Where It Fits in the SANS Family
South Africa uses a clear classification system:
Type 41: General‑purpose trailing cable – dragged or occasionally reeled (up to about 100 times per year). Balances flexibility, durability and cost. Used for almost all loaders, drills, pumps and conveyors.
Type 61: Heavy‑duty reeling cable – designed for frequent winding and unwinding (shafts, winders, shuttle cars). Extra‑strong reinforcement and more flexible construction, but higher cost.
Fixed cables: Armoured, rigid, designed to stay in place. Too stiff for moving equipment.
Type 41 is the workhorse. It is what you will see on almost every mobile machine in every mine across Southern Africa because it is exactly what the application demands – no more, no less.
Engineering Principles: Layer‑by‑Layer Construction Explained
Every part of SANS 1520 Type 41 follows strict rules defined in SANS 1520‑1, SANS 1411‑1 and SANS 1411‑3. We break down the construction from the centre outwards, explaining the engineering reasoning behind each choice.
Conductor System: Conductivity, Flexibility and Corrosion Protection
At the heart of every core is a Class 5 flexible stranded tinned annealed copper conductor.
Why Class 5?: This is the international standard for flexible cables. Made from hundreds of fine wires, it offers the best possible combination of conductivity and ability to bend repeatedly without fatigue. Annealing makes the copper extremely soft and ductile, with elongation greater than 30 %.
Why tinned?: Bare copper oxidises rapidly in damp or acidic mine air, forming insulating copper oxide layers that increase resistance and cause overheating. Tin plating (minimum thickness 2 microns) creates a barrier that prevents corrosion, even in water containing sulphur or salts. It also makes termination easier and more reliable.
Electrical performance: The standard defines maximum DC resistance values at 20 °C, ranging from 5.50 Ω/km for 2.5 mm² down to 0.727 Ω/km for 25 mm². These values ensure that voltage drop remains within acceptable limits even over long trailing lengths. At operating temperature of 90 °C, resistance increases predictably, and the cable is sized to handle this.
This design ensures the conductor will last the life of the cable without breaking or losing electrical performance.
Insulation: EPR – Thermosetting Rubber for Extreme Service
Each conductor is insulated with EPR (Ethylene‑Propylene Rubber), a thermosetting compound defined in SANS 1411‑3. This is the single most important material choice.
Molecular structure: EPR is a copolymer of ethylene and propylene, cross‑linked during manufacture to form a permanent three‑dimensional network. Unlike thermoplastics, it does not soften or melt when heated. It remains elastic and stable at all operating temperatures.
Temperature capability: It operates continuously from ‑40 °C to +90 °C, with short‑term overload up to 130 °C. At the coldest mine temperatures, it stays flexible; at the hottest, it retains its electrical strength.
Electrical properties: Dielectric strength exceeds 20 kV/mm, allowing a factory test of 3.5 kV AC for 5 minutes without breakdown. Dielectric constant is low at 2.3–2.5, meaning very low power loss even at full voltage.
Chemical resistance: The saturated molecular structure makes it almost immune to ozone, acids, alkalis, mine water, oils and greases – exactly the substances that destroy other insulation materials.
Thickness optimisation: Insulation thickness is calculated to be thick enough for safety but thin enough to keep the cable small and flexible. For 2.5 mm² it is around 0.8 mm; for 25 mm² it is around 1.4 mm.
Compared to older materials such as PVC, EPR is far superior in every way: better cold flexibility, higher temperature rating, much better chemical resistance, and longer life. Compared to XLPE, it remains more flexible and performs better in wet environments.
Screening Layer: Triple Function – Shield, Protection and Earth
Over each power core is a braid made from nylon and tinned copper wires, with coverage of at least 85 %. This layer is unique to mining cables and serves three critical jobs:
Electromagnetic shielding: Acts as a Faraday cage, stopping electrical noise from entering or leaving the cable. This ensures the pilot core signals remain clear and equipment control is stable.
Mechanical protection: Forms a tough barrier that prevents sharp rock edges or debris from cutting through the insulation. Nylon adds high tensile strength while remaining flexible; copper provides conductivity.
Continuous earth path: This is the safety heart of the cable. The braid is electrically continuous along the entire length and connects to the equipment frame and earth system. If insulation fails, fault current flows instantly through the braid to earth, triggering protection devices before dangerous voltage can appear on the outer surface. Leakage is limited to below 10 mA, well within safe limits.
The pilot core has no screen – this reduces diameter, improves flexibility, and since it carries low‑voltage signals, interference is not a concern in the way it is for power circuits.
Cabling and Filler: Stability and Torsion Control
The screened power cores, unscreened pilot core, and integrated earth conductor are laid up together in a right‑hand direction, with a lay length between 12 and 16 times the overall diameter. Around a central solid rubber filler core (RD1 type).
Why right‑hand lay?: Most machinery pulls cable in a consistent direction, and this lay direction resists untwisting.
Why central filler?: It fills the empty space, making the cable round and compact. This ensures uniform pressure when bent or squeezed, preventing cores from shifting or becoming damaged. It also adds structural stiffness against twisting.
Balanced construction: The arrangement ensures that when the cable bends, each core moves smoothly relative to the others without stress.
This step is what turns individual insulated wires into a single, robust cable that behaves as one unit.
Sheath System: Multi‑Layer Bonded Construction – The Key to Long Life
The outer layers are what the environment sees first, and in Type 41 they are designed to be as tough as possible while staying flexible. There are three distinct layers:
Inner Sheath: CR (Polychloroprene Rubber, RS6 type)
This is extruded tightly over the assembled cores and bonded to the screen. It seals the cable completely against water and dust, cushions internal components against shock, and forms the base for the reinforcement. CR is chosen because it bonds well, resists moisture, and remains stable.
Reinforcement Braid: Open Nylon Braid
Over the inner sheath is an open braid of nylon with at least 16 strands. Nylon has a tensile strength greater than 400 MPa – stronger than many steels – but is light and flexible. It is woven openly so that it does not restrict bending, but it takes the majority of the pulling force when the cable is dragged. This increases the overall tensile rating to 20–39 kN, enough to withstand the pull of heavy machinery. Unlike steel wire, nylon never rusts, does not add stiffness, and does not damage the inner layers.
Outer Sheath: CR (Standard) or Optional TPU
The final layer is the outer sheath, the main defence against the world.
Standard material: CR (Polychloroprene Rubber): This is the mining industry’s preferred material. It is naturally flame‑retardant (oxygen index 38), highly resistant to oil, grease, chemicals, ozone, UV radiation and weathering. Abrasion resistance is excellent, with less than 50 mm³ loss in standard tests. It works from –30 °C to +80 °C and retains its properties for years. This is the default choice, suitable for 90 % of applications and offering the best balance of performance and cost.
Upgrade option: TPU (Thermoplastic Polyurethane): For the harshest conditions – high abrasion, extremely cold environments or heavy chemical exposure – TPU is available. It has 2–3 times better abrasion resistance than CR, stays flexible down to –50 °C, and resists even more aggressive chemicals. The trade‑off is higher cost and slightly lower maximum temperature (+70 °C).
Critical engineering detail: The inner and outer sheaths are fully bonded together during manufacture. They do not separate. This creates an integral anti‑torsion structure. When the cable is twisted, both layers move together, preventing water ingress, delamination or permanent deformation. This is one of the main reasons Type 41 lasts so long compared to cables with loose sheaths.
The sheath is almost always black, but can be supplied in yellow, red or blue for easy identification in complex installations. Markings include metre marks, SANS 1520‑1, type, voltage and manufacturer details, permanently printed for traceability.
Materials Science
Every material in Type 41 is selected based on rigorous laboratory and field testing, and all meet the requirements of SANS 1411‑3. Understanding their properties helps explain why this cable performs so well.
Conductor: Tinned Copper
Conductivity: ≥ 98 % IACS – excellent efficiency, low loss.
Corrosion resistance: Tin plating increases life by 5 times in damp or acidic environments compared to bare copper.
Mechanical: Annealed copper has elongation > 30 %, meaning it stretches without breaking during installation or operation.
Standard: Class 5 is the international definition of “flexible” – proven worldwide for moving applications.
Insulation: EPR vs. Alternatives
EPR is superior to every other common material in mining environments:
vs PVC: PVC becomes stiff below 0 °C and soft above 70 °C; EPR works from –40 °C to +90 °C. PVC cracks quickly under ozone; EPR is immune. Life expectancy: PVC 1–2 years, EPR 5–8 years.
vs XLPE: XLPE is rigid and can crack if bent too tightly; EPR remains flexible. XLPE absorbs water in long‑term immersion; EPR does not.
Key data: Ozone resistance tested at 1000 pphm for 1000 hours – no cracking. Elongation > 300 % – survives severe deformation without damage.
Sheath: CR – The Mining Industry Standard
CR is a modified polymer containing chlorine atoms in its molecular chain. This chemical structure gives it unique benefits:
Inherent flame resistance: Does not require additives; self‑extinguishes if ignited. Meets IEC 60332‑1.
Oil and chemical resistance: Resists all common mine oils, greases, acids and alkalis.
Weathering: UV‑stable, does not degrade in sunlight or ozone.
Abrasion: Low wear rate – lasts for thousands of metres of dragging.
Compliance: Formulated to be RoHS 2015/65/EU and REACH EC 1907/2006 compliant – no restricted substances, low‑smoke, halogen‑free.
Reinforcement: Nylon
Strength‑to‑weight ratio: Far stronger than steel by weight, yet much lighter and more flexible.
Fatigue resistance: Does not suffer from work‑hardening or brittleness over time.
Environmental: Does not corrode or degrade in mine conditions.
There are no accidental choices here. Every material is there because it solves a specific problem found in South African mines.
Performance Advantages
The difference between SANS 1520 Type 41 and ordinary cables is not just theoretical – it shows clearly in measurable performance data.
Electrical Performance
Rated voltage: 640/1100 V AC – covers all low‑voltage mining applications.
Test voltage: 3.5 kV AC for 5 minutes – confirms insulation integrity.
Insulation resistance: > 1000 MΩ·km at 20 °C – extremely low leakage.
Current rating: At 30 °C ambient, ranges from 45 A (2.5 mm²) to 130 A (16 mm²). These values are tested and guaranteed. Derating factors apply when coiled: 85 % for 1 layer, 65 % for 2 layers, 45 % for 3 layers – realistic values that prevent overheating.
Short‑circuit performance: Symmetrical fault current withstand from 0.49 kA to 3.1 kA for 1 second – perfectly matched to standard mine protection settings.
Earth fault performance: Screen conductivity ensures fast, safe fault clearance – a critical safety feature.
Mechanical Performance
Bending radius: 6 × OD static / 8 × OD dynamic – works in the tightest spaces.
Tensile strength: 20–39 kN – survives the pull of heavy machinery.
Torsion life: > 500 cycles of ± 360° per metre – no damage, no twisting‑related failures.
Abrasion life: > 10,000 metres of dragging on rock – sheath remains intact.
Flex life: > 10,000 bending cycles – far more than required in normal service.
Environmental and Safety Performance
Temperature range: ‑25 °C to +90 °C continuous – covers every South African mine.
Resistance profile: Ozone, UV, acid, alkali, water, dust, microbial growth, oil, grease.
Safety ratings: Flame‑retardant, low‑smoke, non‑propagating, continuous earth – approved for Zone 0 / Zone 1 hazardous areas.
Economic Advantage
Service life: 3–8 years – compared to 6–12 months for general‑purpose cables.
Failure rate: 60 % fewer unscheduled breakdowns.
Total cost of ownership: ~40 % lower when you account for replacement labour, downtime and lost production.
These are not just claims – they are proven results from thousands of installations across Southern Africa.
Typical Applications: Where Type 41 Is Used – Mine Examples
Type 41 is designed for one thing: mobile equipment that is dragged or occasionally reeled. It is the standard choice in every type of South African mine.
Underground Mobile Machinery – Core Use
This is where it is most common. It powers:
Continuous miners, roadheaders and bolting machines – used everywhere from AngloAmerican Platinum’s Mogalakwena Mine to Sibanye‑Stillwater’s gold operations.
Load‑haul‑dump units – the workhorses of every mine, moving thousands of tonnes daily.
Conveyors, crushers, feeders and hoists.
Pumps, fans and compressors that move with mining faces.
Drill rigs and exploration equipment.
At Mogalakwena Mine, Type 41 is used on all underground loaders. Records show zero unscheduled cable failures over four years of operation, directly improving productivity and safety.
Surface and Opencast Mining
Above ground, it powers:
Electric shovels, draglines and mobile crushers at Kumba Iron Ore and coal operations in Mpumalanga.
Stackers, reclaimers and mobile substations.
Exploration drills and bulk handling equipment.
UV‑resistant sheathing means it performs as well outside as it does underground.
Special Environments
High‑gas areas: Approved for use where methane or other flammable gases are present.
High humidity or acid water: Resists corrosion that destroys other cables.
High altitude and cold mines: Remains flexible at low temperatures.
Where NOT to Use Type 41
To get the best results, it is important to choose correctly:
> 100 reeling cycles per year: Choose Type 61, built for frequent winding.
Voltage > 1.1 kV: Select medium‑voltage mining cable.
Fixed installation: Armoured cable is cheaper and sufficient – flexibility is not needed.
Technical Specifications
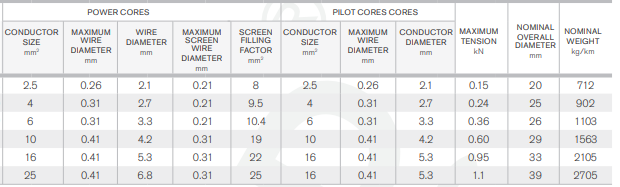
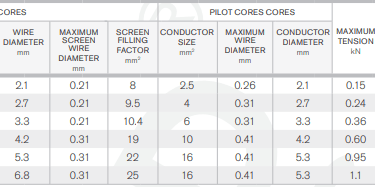
All data below comes directly from the official SANS 1520‑1 datasheet and applies to all compliant manufacturers, including Feichun.
Core Dimensions and Electrical Data
Note: 35, 50, 70 and 95 mm² sizes available on request. Pilot core size can be matched or reduced as required.
Additional Key Specifications
Capacitance: 0.2–0.4 μF/km
Reactance: 0.10–0.12 Ω/km @ 50 Hz
Standard colours: Black; custom yellow, red, blue, green available.
Marking: Metre‑by‑metre length marking, SANS 1520‑1, type, voltage, manufacturer – permanent and legible.
Standards compliance: SANS 1520‑1, SANS 1411‑1, SANS 1411‑3, RoHS, REACH, IECEE.
Every manufacturer must meet these exact values to be considered compliant.
Configuration Selection – Step‑by‑Step Guide
Choosing the right Type 41 cable is straightforward when you follow these steps, based on machine power, environment and usage pattern.
Step 1: Choose Core Arrangement
Standard: 3 power + 1 pilot + integrated earth (5‑core): Most common, suitable for single‑speed machines, pumps, conveyors.
Enhanced control: 3 + 2 + 1: Dual pilot cores for two‑speed motors, monitoring systems or interlocks.
Earth core: Always included – safety requirement, cannot be omitted.
Step 2: Select Conductor Size
Size based on full‑load current plus safety margin.
Calculate current: I = P / (√3 × U × cosφ)
Apply safety factor: 1.2 to 1.5 times calculated current – accounts for voltage drop, heating and future expansion.
Match to table:
< 15 kW → 2.5–6 mm²
15–50 kW → 10–16 mm²
50 kW → 25 mm² and above
Example: A 30 kW loader draws about 52 A; adding 1.3× margin = 68 A; choose 10 mm² (100 A rating) for safe operation.
Step 3: Sheath Material Choice
CR (Standard): Default choice. Balances performance, durability and price. Works for 90 % of mines.
TPU (Upgrade): Select if:
Extremely high abrasion (e.g. continuous contact with sharp rock).
Operating temperatures regularly below –15 °C.
Heavy chemical exposure.
CPE (Optional): Outdoor or high‑UV environments – excellent weathering.
Step 4: Special Options
Anti‑termite / anti‑rodent additives – recommended in tropical or surface mines.
Low‑smoke zero‑halogen – required in main tunnels or personnel‑intensive areas.
Flame‑retardant upgrade to IEC 60332‑3 – for long runs or critical circuits.
Custom lengths – factory‑cut to exact requirements to eliminate joints.
Simple rule: Drag → Type 41; frequent reel → Type 61; fixed → armoured cable.
Procurement and Sourcing Strategy
Correct sourcing is as important as correct selection. Poor‑quality copies that do not meet SANS standards will fail early and create safety risks. Here is how to buy with confidence.
Cost and Life‑Cycle Economics
Price range: USD 80–300 per metre (2026) depending on size and quantity.
Life‑cycle value: 3–5 years life means you buy 3–4 times less often than inferior cables. Total cost of ownership is reduced by over 40 %.
Buying strategy:
Bulk tender for major projects – direct factory pricing.
Maintain 10–15 % spare stock – avoid production stops while waiting for delivery.
Qualified Suppliers – What to Check
Only buy from manufacturers that can prove compliance:
Mandatory documentation:
Valid certification to SANS 1520‑1 and SANS 1411‑1/3 – issued by accredited bodies such as SABS or IECEE.
ISO 9001 (quality), ISO 14001 (environment), ISO 45001 (safety) – ensures consistent production.
Third‑party test reports covering electrical, mechanical and material properties.
Proven mining reference list in Southern Africa.
Avoid these suppliers:
Products labelled “Type 41” without any certification.
Material descriptions vague or different from standard (e.g. “general rubber instead of EPR”).
Construction missing features such as braid reinforcement or bonded sheaths.
Inspection on Delivery
Even from trusted suppliers, always check on arrival:
Marking: Must clearly show “SANS 1520‑1 Type 41”, voltage, size and metre marks.
Construction: Braid coverage ≥ 85 %, sheath thickness ≥ 1.8 mm, round shape, tight assembly.
Sample testing: Spot‑check conductor resistance, voltage withstand and bending flexibility.
Feichun SANS 1520 Type 41: Equivalent Alternative – Why Choose It?
Feichun Cables has become one of the most trusted suppliers of Type 41 cable to mines across Southern Africa, and for good reason. It is not an “alternative” in performance – it is an exact equivalent, and often better in service and value.
100 % Compliance – Identical Standard Performance
Feichun manufactures strictly to SANS 1520‑1, SANS 1411‑1 and SANS 1411‑3. Every detail matches the official specification:
Conductor: Class 5 tinned annealed copper – same resistance and flexibility.
Insulation: EPR compound – same temperature and chemical resistance.
Screen: Copper/nylon braid – same coverage and conductivity.
Sheath: CR or TPU – same formulation, same physical properties.
Ratings: 640/1100 V, –25 °C to +90 °C, 6 × OD minimum bend.
All products are tested in IECEE‑accredited laboratories, with identical results to established brands. It is used side‑by‑side with original brands at mines including Bafokeng Rasimone Platinum Mine, performing exactly the same.
Key Advantages vs Traditional Suppliers
Price: 20–35 % lower – direct factory production, no middlemen, efficient manufacturing.
Lead time: 2–4 weeks vs 8–12 weeks – large stock holdings, local warehousing in Southern Africa, faster production cycles.
Customisation: Fast turnaround for special lengths, colours or core configurations.
Certifications: Full set including IECEE, SANS‑equivalent, RoHS, REACH – accepted by all mine safety departments.
Technical support: Dedicated team of mining engineers available to assist with selection, installation and testing.
Warranty: Extended warranty period – confidence in quality.
Feichun does not just sell cable – it provides a complete solution that matches every requirement of the South African mining industry, while offering better value and faster availability.
FAQ
1. Can I use Type 41 for reeling applications?
Yes, for occasional reeling (up to about 100 times per year). For continuous or frequent winding, select Type 61, which has even more flexible construction and stronger reinforcement.
2. What is the minimum installation temperature?
Do not install below –15 °C without pre‑heating. Below this, flexibility reduces and damage can occur during pulling. In operation, it is safe down to –25 °C.
3. How long is typical service life?
3–5 years is standard. With good maintenance, regular inspection and careful handling, it can reach 7–8 years – far longer than any non‑standard cable.
4. Is it flame‑retardant and safe for hazardous zones?
Absolutely. It meets IEC 60332‑1 flame tests, is low‑smoke, halogen‑free, and has continuous earth – fully approved for Zone 0 and Zone 1 explosive atmospheres.
5. Can I get different colours or markings?
Yes. Black is standard, but yellow, red, blue or green are available. Custom marking, mine‑specific branding or special length markings can be added.
6. How do I choose between CR and TPU sheath?
Use CR for 90 % of applications – balanced performance and price. Choose TPU only if you have extreme abrasion, very cold conditions or heavy chemical exposure.
7. Does Feichun supply all sizes?
Yes. Full range from 2.5 mm² to 95 mm², standard and custom core arrangements, all available from stock or short lead‑time production.
Conclusion
SANS 1520‑1 Type 41 is more than just a cable. It is a complete engineering system designed from the ground up to survive the harshest mining conditions on earth. Every layer, every material and every dimension exists to solve a specific problem found in South African mines – narrow tunnels, extreme temperatures, corrosive water, abrasive dust, heavy mechanical stress and strict safety rules.
We have seen how its construction balances flexibility with strength, how materials like EPR and CR provide unmatched environmental resistance, and how its integrated power‑and‑control design simplifies operations while enhancing safety. Performance data shows it outlasts ordinary cables by years, while reducing total cost and downtime.
When sourcing, Feichun Cables offers a fully equivalent, certified product that meets every requirement of the standard, at lower cost and with faster delivery – making it the smart choice for mines seeking both reliability and value.
Choosing the right cable is not a minor detail. It is a decision that affects safety, productivity and profitability every day. With SANS 1520 Type 41, you choose the proven standard.
Need reliable SANS 1520 Type 41 mining cable for your project?
Contact the Feichun Cables technical team today:
We provide full technical data sheets, custom quotations, compliance documentation and expert application advice – supporting mines across South Africa and Southern Africa.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: