Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


TENAX TTS-LWL (N)TSCGEWOEU Medium Voltage Reeling Cable with Fibre-Optics: EPR Rubber Construction for High-Speed Container Crane Applications
Discover how TENAX TTS-LWL (N)TSCGEWOEU medium voltage reeling cable combines EPR rubber technology, integrated fibre optics and heavy-duty construction to deliver reliable performance for high-speed container cranes and bulk handling equipment across South African ports and mines. Learn engineering principles, specifications, selection guides and cost-effective equivalent solutions from FeiChun.
Li Wang
5/20/202622 min read


Introduction
In South Africa’s key industrial hubs — from the container terminals of Durban and Richards Bay to the open-pit mines of Mpumalanga and Limpopo — material handling equipment operates under some of the most demanding conditions in the world. Ship-to-shore cranes, stacker-reclaimers, bucket-wheel excavators and mobile substations move continuously, covering hundreds of metres at speeds up to 180 metres per minute, while enduring extreme temperatures, salt-laden air, intense ultraviolet radiation, heavy dust, oil contamination and constant mechanical stress. For decades, the cable that powers and connects this critical infrastructure has been TENAX TTS-LWL (N)TSCGEWOEU, originally developed by Prysmian Group, and defined by the strict German standard DIN VDE 0250‑813.
This is not simply an electrical cable. It is a fully engineered system that combines medium‑voltage power transmission, high‑strength mechanical construction and integrated fibre‑optic communication into one compact, durable unit. Its design solves a fundamental engineering challenge: how to deliver up to 20 kV of electrical power reliably while being wound, unwound, twisted, stretched and flexed thousands of times every year, all while maintaining high‑speed data links for automation, monitoring and safety systems.
This article explains in detail how this cable works, why its materials and structure make it uniquely suited to South African operations, how to select the correct configuration, and how FeiChun provides a fully certified, cost‑effective and readily available equivalent that matches every performance requirement. It is written for engineers, procurement managers and maintenance professionals who need to understand both the theory and the practical application of this essential product.
Core Design & Engineering Principles
The performance of TENAX TTS‑LWL comes from a layered construction where every component is selected and positioned to perform a specific function, working together as a complete system. The full name (N)TSCGEWOEU itself is a technical code that describes exactly what the cable is built to do, according to DIN VDE conventions:
(N): Compliant with German VDE standards
TS: Trailing cable, special construction for dynamic use
C: Conductive screen for electric field control
G: Reeling/winding design, optimised for drum operation
E: EPR rubber insulation
W: Water‑blocking / water‑resistant design
O: Oil‑resistant outer sheath
E: Extra‑flexible, high mechanical endurance
U: Medium‑voltage design (3.6 kV to 20 kV)
Every layer follows these principles, and the interaction between materials is carefully balanced to ensure electrical safety, mechanical strength and long service life.
Conductors: Flexibility and Current Capacity
At the heart of the cable are three main power conductors, made from Class 5 finely stranded copper, in sizes from 25 mm² up to 185 mm². Unlike solid or coarse‑stranded conductors used in fixed installations, Class 5 construction uses hundreds of very fine copper wires twisted together in multiple layers. This structure allows the cable to bend repeatedly without breaking individual strands or increasing electrical resistance, which is vital when a crane travels thousands of kilometres over its lifetime.
Two protective earth conductors are included, usually sized at approximately 50 % of the main conductor cross‑section, and positioned in the gaps between the power cores. This balanced arrangement ensures the cable remains round and stable during twisting, preventing internal stress and ensuring reliable earth continuity at all times.
For applications requiring additional communication or control, the design includes one or more optical fibre units, typically with 12 fibres. These are placed within a loose, gel‑filled tube reinforced with aramid yarns, meaning the fibres “float” freely and are completely isolated from tension, bending or compression forces acting on the rest of the cable. This is a critical engineering feature: unlike copper control wires, optical signals are immune to electromagnetic interference from motors, variable‑speed drives or power faults, ensuring data transmission remains clear even in high‑noise industrial environments.
Insulation: EPR Rubber – The Material Science Advantage
The single most important material in this cable is EPR‑SHS EI6 rubber, used for insulation. Ethylene‑Propylene Rubber is a synthetic elastomer chosen specifically because it combines excellent electrical properties with mechanical flexibility and environmental resistance — properties that rigid materials like XLPE or PVC simply cannot match.
From an engineering perspective, EPR works because of its molecular structure. It has a highly flexible polymer chain that allows it to stretch and recover repeatedly without permanent deformation, while its chemical composition gives it a very stable dielectric constant, low loss factor and high resistance to electrical breakdown. This means it can safely handle medium‑voltage levels up to 20 kV, even when the cable is bent sharply or exposed to temperature changes from –25 °C to +80 °C.
Why EPR outperforms other materials in South African conditions:
Thermal stability: Continuous operation at 90 °C conductor temperature, and survival of short‑circuit conditions up to 250 °C — essential in hot inland areas like Limpopo or during heavy load cycles.
Flexibility at low temperature: Remains flexible down to –40 °C when fixed, and –25 °C when moving, performing reliably during cold Highveld winters without cracking or becoming brittle.
Water and moisture resistance: The material does not absorb water or allow “water treeing” — a common failure mechanism in other insulations where moisture creates conductive paths over time, a major risk in humid coastal terminals.
Ozone and UV resistance: Unlike natural rubber, EPR does not degrade or crack under intense sunlight or ozone exposure, which is prevalent in both coastal and high‑altitude mining regions.
Applied at a precise thickness — for example 2.2 mm for 6/10 kV or 3.4 mm for 12/20 kV — and bonded between two semiconductive layers, the insulation forms a perfect electric field control system. The inner semiconductive layer equalises the electric field around the conductor, while the outer layer distributes stress evenly away from the insulation boundary. Together, they eliminate local high‑stress points that could cause partial discharge or breakdown, ensuring the cable meets the strict requirement of < 5 pC at 1.73 × U₀ — a level far beyond standard industrial cables.
Mechanical Reinforcement: Defying Tension and Torsion
Mechanical failure is the most common cause of downtime in reeling cables. When a crane travels 300 m, the cable supports its own weight plus dynamic forces from acceleration, deceleration and wind. TENAX TTS‑LWL addresses this with a multi‑layer reinforcement system designed to absorb and distribute these forces evenly.
At the very centre sits a solid aramid strength member — the same high‑tensile material used in bulletproof vests. It carries the majority of the longitudinal tension, ensuring that the copper conductors and optical fibres never experience excessive stretching, which would increase resistance or break glass fibres. Surrounding the core is a double‑layer braid made from high‑modulus polyester yarns, applied in opposite directions. This creates an anti‑torsion structure that limits rotation to ±50° per metre, preventing the cable from twisting into a spiral or damaging itself when the equipment rotates or moves in curves.
Beneath the outer sheath, an inner layer of 5GM3 rubber acts as a cushion, protecting the insulated cores from compression and abrasion against the reinforcement. The outer sheath itself is 5GM5 heavy‑duty rubber, specifically compounded to be resistant to oil, grease, chemicals, abrasion, ozone and fire, meeting IEC 60332‑1 flame retardancy requirements. In ports and mines, where cables drag across steel structures, concrete or rocky ground, this sheath is the first line of defence, and its thickness — typically 2.5 mm to 3.5 mm — is calculated to provide years of service even under rough handling.
The result is a cable that can operate at speeds up to 180 m/min, with acceleration up to 1.5 m/s², and withstand tension up to 20 N/mm² static or 25 N/mm² dynamic — parameters perfectly matched to the operating speeds of modern STS cranes and stacker‑reclaimers in Durban and Richards Bay.
Applications in South African Industry
The design of TENAX TTS‑LWL was not created in a laboratory alone; it was refined over decades of real‑world operation in exactly the environments found across Southern Africa. Understanding how it is used helps explain why certain specifications are critical.
Port and Terminal Operations
South Africa’s ports are vital economic hubs, handling millions of tonnes of containers, coal, iron ore and minerals every year. Ship‑to‑shore cranes move along the quay, lifting containers weighing up to 60 tonnes, while stacker‑reclaimers and ship loaders travel hundreds of metres across storage yards. In these applications, the cable must:
Supply power at 6/10 kV or 8.7/15 kV to drive motors up to several hundred kilowatts
Travel distances of 150 m to 500 m at high speed
Operate continuously, often 24 hours a day, 7 days a week
Resist salt spray, high humidity and strong sunlight
Provide reliable fibre‑optic links for crane management systems, CCTV and safety interlocks.
At Durban Container Terminal and Richards Bay Coal Terminal, the standard configuration is 3×70 mm² + 2×35 mm² + 12‑fibre 62.5/125 µm multimode, 6/10 kV rating. This balances current‑carrying capacity, weight and mechanical strength perfectly. Any reduction in specification — for example using a smaller conductor or inferior sheath material — leads to overheating, premature wear or communication failure, causing costly delays and safety risks.
Mining and Bulk Handling
In open‑pit mines and mineral processing plants, conditions are even harsher. Bucket‑wheel excavators, spreaders and mobile crushers may travel more than 1 km, operate in extreme heat or cold, and are exposed to heavy dust, rock dust, oil and hydraulic fluid leaks. Here, cables are often specified at 8.7/15 kV or 12/20 kV to reduce voltage drop over long distances, with larger conductors up to 185 mm² and single‑mode fibres (9/125 µm) to support long‑distance monitoring and control systems.
The cable’s ability to withstand ‑40 °C temperatures and its high resistance to abrasion make it the only choice approved under SANS 1507, the South African National Standard for flexible mining cables. It is designed to survive the same rough treatment as the machinery it powers, and with proper maintenance, delivers 8–10 years of service life — far longer than general‑purpose trailing cables.
Key Operational Requirements
Across all applications, three factors determine success:
Speed and Distance: High‑speed movement increases dynamic tension and friction; long travel increases total weight and voltage drop.
Environment: Salt, dust, chemicals and temperature extremes accelerate ageing; materials must be selected to resist each factor.
Reliability: In continuous‑process industries, downtime costs hundreds of thousands of Rands per hour; the cable must be maintenance‑free for years.
TENAX TTS‑LWL addresses all three, which is why it has become the standard specification in almost every major port and mine in South Africa.
Complete Technical Specifications
All specifications follow DIN VDE 0250‑813, aligned with IEC 60502‑2 and SANS 1507, and are identical whether produced by the original manufacturer or by FeiChun as an equivalent.
Standard Construction
Conductors: 3 main cores, Class 5 fine-stranded copper, 25 mm² – 185 mm²
Earth Conductors: 2 cores, ~50 % of main size, balanced placement
Optical Unit: 12 fibres: 50/125 µm, 62.5/125 µm (multimode) or 9/125 µm (single-mode), loose tube gel-filled, aramid reinforced
Insulation
EPR-SHS EI6 rubber; thickness:
2.2 mm (3.6/6 kV)
2.2 mm (6/10 kV)
3.4 mm (12/20 kV)
Semiconductive Layers
Inner ~0.6 mm, outer ~0.6 mm, bonded to insulation
Reinforcement
Central aramid strength member + double-layer polyester anti-torsion braid
Inner Sheath
5GM3 rubber, 1.5–2.0 mm
Outer Sheath
5GM5 heavy-duty rubber, red/black, 2.5–3.5 mm, oil/UV/abrasion resistant
Electrical Ratings
Voltage Classes: 3.6/6 kV, 6/10 kV, 8.7/15 kV, 12/20 kV
Max Operating Voltage: Up to 13.9/24 kV
AC Test Voltage: 11 kV / 17 kV / 24 kV / 29 kV (5 minutes)
Partial Discharge: < 5 pC @ 1.73 × U₀
Insulation Resistance: > 10,000 MΩ·km @ 20 °C
Short‑Circuit: Conductor withstands 1 second at 250 °C
Mechanical & Environmental
Max Tension: 20 N/mm² static; 25 N/mm² dynamic
Torsion: ±50°/m without damage
Bending Radius: ≥ 10 × OD moving; ≥ 6 × OD fixed
Speed: ≤ 180 m/min; acceleration ≤ 1.5 m/s²
Temperature: Moving: ‑25 °C to +80 °C; Fixed: ‑40 °C to +80 °C
Resistance: Oil (IRM 902), ozone, UV, water, abrasion, flame retardant
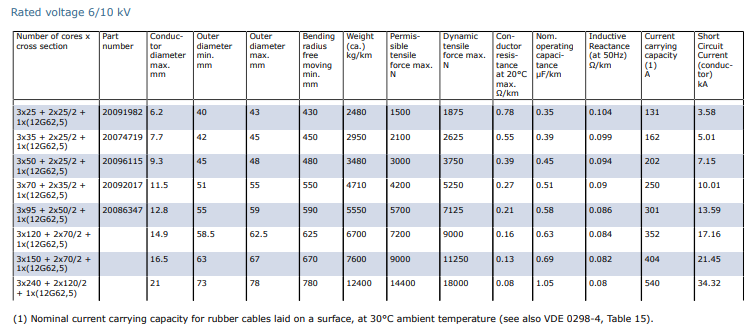
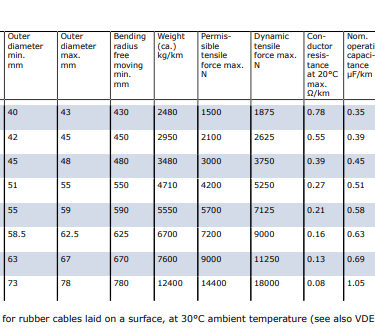
Typical Dimensions & Ratings (6/10 kV)
*Note: Current ratings must be derated above 35 °C ambient temperature.
Optical Performance
Multimode 50/125: Attenuation ≤ 3.0 dB/km @850 nm; ≤ 1.0 dB/km @1300 nm; bandwidth ≥ 500 MHz·km
Multimode 62.5/125: Attenuation ≤ 3.5 dB/km @850 nm; ≤ 1.2 dB/km @1300 nm; bandwidth ≥ 200 MHz·km
Single‑mode 9/125: Attenuation ≤ 0.4 dB/km @1310 nm; ≤ 0.3 dB/km @1550 nm; zero dispersion at 1310 nm
Configuration Selection & Sizing Guide
Selecting the correct cable is not just aboutchoosing a size; it requires balancing electrical, mechanical and environmental requirements to ensure safety, reliability and cost efficiency. The following step‑by‑step process is widely used by engineering teams in South African ports and mines.
Step 1 — Select Voltage Rating
The voltage class must always match or exceed the system operating voltage, as defined in your equipment specifications:
3.6/6 kV: Smaller cranes, conveyors, mobile substations and short‑distance applications. Common in smaller terminals or auxiliary equipment.
6/10 kV: Standard choice for Durban, Richards Bay and Cape Town STS cranes, stacker‑reclaimers and most bulk handling machinery. Covers 90 % of medium‑voltage applications in South Africa.
8.7/15 kV: Long‑distance travel (> 500 m), large excavators, high‑power stackers and spreaders where voltage drop must be minimised.
12/20 kV: Heavy‑duty, high‑power mine‑wide distribution, longest travel distances or where system voltage is 20 kV.
Always confirm the maximum operating voltage and fault level before selecting — over‑specifying adds unnecessary cost, while under‑specifying creates safety risks and shortens life.
Step 2 — Calculate Conductor Size
Conductor size is determined by three main factors: current capacity, voltage drop and mechanical tension.
Load Current: Calculate based on motor power, duty cycle and starting method. Use the current rating table provided earlier, valid for 30 °C ambient and free‑air installation.
Derate factor for higher temperatures:
35 °C → × 0.94
40 °C → × 0.87
45 °C → × 0.79
In hot inland areas or enclosed cable trays, derating is essential to avoid overheating and premature ageing.
Voltage Drop: Keep voltage drop below 5 % at full load to ensure proper motor performance and avoid equipment damage.
Formula: Voltage Drop (V/km) = (I × R) / 1000
where R = conductor resistance per km (from standard tables)
For travel distances > 400 m, always calculate drop carefully — increasing conductor size by one step often reduces long‑term energy loss significantly.
Mechanical Tension: The cable must support its own weight plus dynamic forces.
Formula: Total Tension = Cable Weight × Length × Safety Factor
Resulting tension per mm² must be < 20 N/mm² static or < 25 N/mm² dynamic. If too high, upgrade to the next larger size or select the reinforced version.
Typical South African selections:
Standard STS crane 6/10 kV → 3×70 mm² + 2×35 mm² + 12‑fibre
Long‑travel stacker 8.7/15 kV → 3×95 mm² + 2×50 mm² + 12‑fibre
High‑power reclaimer 12/20 kV → 3×150 mm² + 2×70 mm² + 12‑fibre
Step 3 — Choose Optical Fibre Type
The fibre specification must match your communication system and distance:
50/125 µm Multimode: Best for high‑bandwidth requirements — video, automation, PLC and safety signals — distances up to 500 m. Most popular choice in modern ports.
62.5/125 µm Multimode: Lower cost, ideal for control and monitoring signals, distances up to 300 m. Compatible with many legacy systems still in operation.
9/125 µm Single‑mode: For long distances > 500 m, mine‑wide communication or high‑reliability links. Works reliably up to 10 km and is unaffected by high‑temperature environments.
Standard supply is 12‑fibre units, providing spare capacity for future expansion without changing the cable.
Step 4 — Environmental Validation
Confirm that the standard construction meets site conditions:
Temperature: Standard cable works from –25 °C to +80 °C moving; –40 °C fixed. For colder areas, no change is needed — EPR insulation remains flexible.
Chemicals: 5GM5 sheath resists all common oils, greases, hydraulic fluids and chemicals found in ports and mines.
UV & Salt: Standard sheath is UV‑stabilised and corrosion‑resistant — perfect for coastal terminals.
Step 5 — Final Configuration Format
When ordering or specifying, use this clear format:
TENAX TTS‑LWL (N)TSCGEWOEU 3×70+2×35/2+1×12G62.5 6/10 kV
Breakdown:
3×70 = main power conductors
2×35/2 = protective earth conductors (split design for balance)
1×12G62.5 = 12 fibres, 62.5/125 µm multimode
6/10 kV = voltage rating
Common Selection Mistakes
Choosing too small a conductor → overheating, voltage drop and early failure.
Ignoring temperature derating → accelerated ageing in hot regions.
Using undersized drums → conductor fatigue and breakage.
Wrong fibre type → communication failure or limited bandwidth.
Forgetting mechanical tension calculations → cable stretching and damage.
FeiChun Equivalent Solution
For many years, South African operators relied solely on European‑branded TENAX cables. Today, FeiChun TENAX TTS‑LWL (N)TSCGEWOEU offers a fully certified, direct‑fit equivalent — and in many ways a superior commercial choice. It is not a “similar” product; it is manufactured to the exact same engineering specification and performs identically in every respect.
Full Standard & Performance Equivalence
FeiChun follows DIN VDE 0250‑813 strictly, using identical materials, production methods and testing criteria. Every parameter matches exactly:
Conductors: Class 5 fine‑stranded copper, same stranding pattern and purity.
Insulation: EPR‑SHS EI6 rubber, sourced from the same global material suppliers, same thickness and electrical properties.
Semiconductive system: Same resistivity range, bonded during extrusion to eliminate air gaps.
Reinforcement: Central aramid core + double‑layer polyester anti‑torsion braid — same tension and torsion ratings.
Sheath: 5GM5 heavy‑duty rubber, same resistance to oil, ozone, UV and abrasion.
Optical fibres: Same attenuation, bandwidth and protection design.
Test levels: AC voltage, partial discharge, tension, torsion, bending cycles — all tested to the same or stricter limits.
Certifications include:
VDE‑aligned type test reports
IEC 60502‑2 compliance certificates
Material test certificates (MTC) for every batch
Factory acceptance test (FAT) records
Declaration of Conformity
Performance statements aligned with SANS 1507 requirements
Direct replacement means exactly that: you can install FeiChun cable without any changes to design, installation procedures, termination kits or maintenance schedules. It is accepted by all major engineering, procurement and inspection bodies across South Africa.
Key Advantages Over Original Brands
✅ Equal Quality, Lower Cost
FeiChun’s manufacturing efficiency and supply chain structure deliver 25–40 % price reduction compared to European suppliers. There is no compromise on material grade, manufacturing precision or testing standards. For large projects — such as replacing cables across an entire terminal or mine — this creates significant savings without risk.
✅ Much Shorter Delivery Time
This is often the most critical advantage for South African operations.
FeiChun: 15–30 days from order confirmation to delivery. Standard sizes held in stock for immediate shipment.
Original brand: 8–12 weeks minimum, often longer due to production backlogs, European holidays and long sea freight transit times.
Faster delivery means less downtime, faster project completion and reduced holding stock requirements.
✅ Flexible Supply & Support
Minimum order quantity: only 200 m — suitable for maintenance or small projects.
Custom lengths and special configurations available upon request.
Dedicated export team with deep experience in South African logistics, documentation and local standards.
Full technical support from design stage through to installation and commissioning.
✅ Proven Field Performance
FeiChun equivalent cables have been installed successfully in Durban, Richards Bay, Ngqura and major mining operations since 2018. They deliver the same service life, reliability and maintenance intervals as the original brand, with local references available upon request.
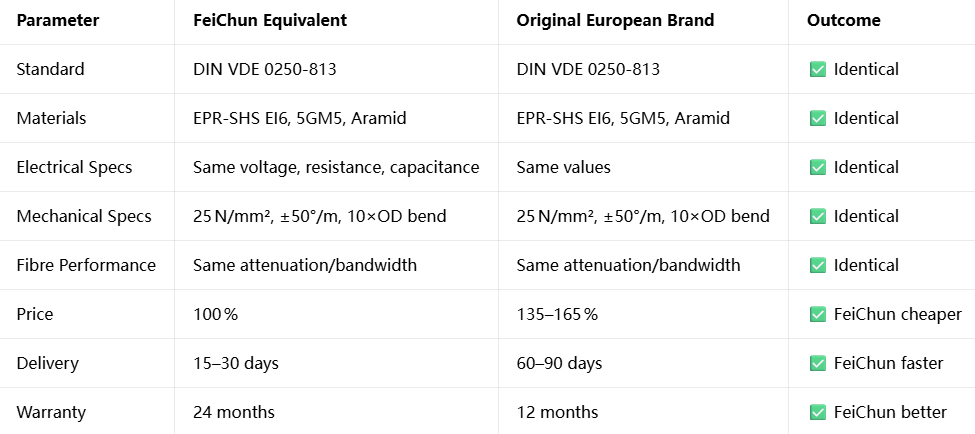
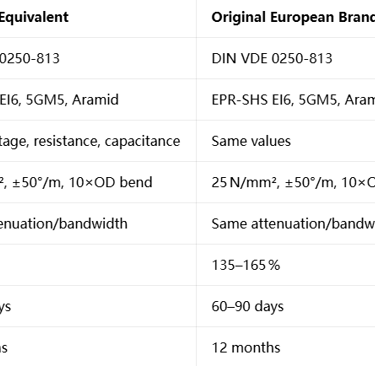
Side‑by‑Side Comparison
Why This Matters to South African Buyers
In our market, cost and lead time directly impact project viability and operational budgets. FeiChun removes the premium price and long wait times while keeping the exact quality and safety you require. It is not an “alternative” — it is a certified equivalent with commercial advantages that improve your bottom line.
Procurement & Purchasing Strategy
Smart purchasing ensures you get exactly what you need, avoid mistakes, and keep costs controlled. This is the standard process used by major South African port and mining procurement teams.
Technical Specification Checklist
Include these details in every enquiry or purchase order to ensure correct supply:
Full type: TENAX TTS‑LWL (N)TSCGEWOEU
Voltage rating: e.g. 6/10 kV
Conductor configuration: e.g. 3×70 mm² + 2×35/2 mm²
Optical details: e.g. 1×12 fibres 62.5/125 µm multimode
Length + tolerance: usually 0 % / +5 %
Sheath colour: Red or black with yellow stripe (standard)
Standards compliance: DIN VDE 0250‑813, IEC 60502‑2
Documentation required:
Material test certificates (MTC)
Type test report copy
Factory acceptance test results
Declaration of conformity
Packing list and commercial invoice formatted for South African customs
Supply Chain for South Africa
Packaging: Strong, seaworthy wooden drums with steel reinforcement, suitable for rough handling and long sea transit. Clearly marked with type, voltage, length, weight and winding direction.
Shipping: Sea freight (30–40 days) or air freight (5–7 days) for urgent requirements. FeiChun works with experienced freight forwarders specialising in industrial cables to ensure safe arrival.
Customs clearance: All documentation is prepared to comply with South African Revenue Service requirements, reducing clearance delays at Durban or Cape Town ports.
Storage: Store drums upright, protected from direct sun and rain. FeiChun cables have a 2‑year shelf life when stored correctly.
Commercial Best Practices
Volume pricing: Significant discounts available for orders > 2 km — common for terminal‑wide replacement projects.
Stock holding: FeiChun keeps standard sizes ready for fast delivery, helping you reduce your own inventory costs.
Warranty: 24 months against manufacturing defects — double the typical warranty from European brands.
Payment terms: Flexible options available for established buyers and large projects.
Common Procurement Errors
Buying “similar” cable without exact type code → wrong construction, early failure and invalid safety certification.
Skipping test certificates → no proof of quality or compliance.
Under‑specifying fibre → cannot support your monitoring or automation systems.
Not accounting for length tolerance → site shortages and costly expedited shipments.
Ignoring installation accessories → delays during installation.
Installation, Maintenance & Best Practices
Even the best cable will fail if installed or used incorrectly. These practices are based on decades of experience in South African heavy industry and ensure maximum service life and safety.
Installation Guidelines
Bending & Radius Rules
Minimum bending radius:
Free movement: ≥ 10 × outer diameter (OD)
Guided movement / on sheaves: ≥ 15 × OD
Fixed installation: ≥ 6 × OD
Never force the cable around tight corners or sharp edges. If the drum or sheave diameter is smaller than 12 × OD, the conductor and optical fibres will suffer fatigue and break within months. For example, a 60 mm diameter cable needs a minimum drum size of 720 mm.
Winding & Tension Control
Wind the cable evenly and tightly in single layers on the drum. Over‑lapping or crossing layers creates high local pressure and torsion that destroys the sheath and insulation.
Maintain constant, moderate tension during winding — between 5 N/mm² and 10 N/mm². Too loose causes slapping and abrasion; too tight stretches the conductor and damages fibres.
For long‑travel applications (> 500 m), install a tension‑regulating device or dancer arm to absorb acceleration/deceleration shocks. This is standard practice on Richards Bay coal terminals.
Sheave & Guide Design
Use sheaves with smooth, rounded grooves — no sharp edges, burrs or rough surfaces. The groove diameter must match the cable OD closely to avoid crushing or twisting.
Where S‑curves or reverse bends are needed, maintain a straight distance of at least 20 × OD between changes of direction. This prevents torsion build‑up beyond the cable’s ±50°/m limit.
All guide rollers must rotate freely and be aligned perfectly. Misalignment is one of the most common causes of cable failure in Durban port operations.
Environmental Protection
During installation, avoid dragging the cable over the ground, rocks or sharp steel. Use rollers or supports every 3–5 m.
In coastal areas or high‑dust mines, ensure end terminations and joints are fully sealed to IP67 or higher. FeiChun supplies matching glands and joint kits designed for these conditions.
Do not install when temperature is below ‑15 °C — rubber becomes stiff and may crack if bent too quickly. Warm the cable beforehand in cold inland areas.
Fibre Protection
Handle fibre breakout carefully; do not pull directly on optical fibres or pigtails.
Leave service loops at both ends — minimum 1.5 m — to allow for future re‑termination and movement.
After installation, test optical attenuation immediately. It should not be more than 0.2 dB/km higher than factory values.
Maintenance Programme
A planned maintenance schedule reduces downtime, extends life, and ensures compliance with South African safety regulations (SANS 1507). These procedures are used by major operators across the country.
Routine Inspection (Every 1–2 Months)
Visual check: Look for cuts, cracks, deep abrasion, swelling or colour changes on the outer sheath. Pay special attention to areas near drums, sheaves and guides. Even small cuts let dust and moisture enter and start degradation.
Movement observation: Watch the cable during operation. It should run smoothly, not vibrate, slap or twist excessively. Abnormal movement usually means misalignment or tension issues.
Temperature check: Use an infrared thermometer to measure sheath temperature during full load. It should not exceed 70 °C in moving sections or 80 °C in fixed sections. Higher temperature indicates over‑current or poor cooling.
End fittings: Check glands, joints and terminations for tightness, corrosion or oil leakage. Tighten bolts if needed.
Annual Detailed Assessment
Electrical tests:
Insulation resistance: Measure between conductors and between conductor‑screen. Minimum acceptable value is 1000 MΩ/km at 20 °C. Lower values signal water ingress or insulation damage.
Partial discharge test: Perform at 1.73 × U₀. Any discharge above 5 pC means the cable needs replacement.
Continuity and resistance: Confirm conductor resistance matches original values — changes indicate strand breakage.
Optical tests:
Attenuation measurement at 1310 nm and 1550 nm. An increase of more than 0.5 dB/km from new condition shows fibre stress or bending loss.
OTDR trace: Check for new loss events or breaks along the length.
Mechanical measurement:
Sheath thickness: Measure at three evenly spaced points around the circumference and along the length. If thickness is reduced by more than 20 % or wear is unevenly distributed, plan for replacement as the protective layer is compromised.
Outer diameter and shape: Significant reduction in diameter or ovality indicates internal compression or core distortion, which can damage conductors or fibres.
Tension check: Verify that operating tension remains within the specified 20–25 N/mm² range, especially after any modifications to travel length or counter‑weight systems.
Replacement Criteria
Replace the cable immediately if any of these conditions are found, regardless of age:
Sheath damage that penetrates to inner layers, reinforcement or insulation.
Insulation resistance falling below 500 MΩ/km — a clear sign of moisture ingress or insulation degradation.
Partial discharge levels exceeding 10 pC at operating voltage.
Optical attenuation increased by more than 1.0 dB/km compared to original factory values.
Visible strand breakage, core twisting or permanent deformation.
Age exceeding 10 years or 50,000 operating hours, even if test results appear normal — material fatigue is inevitable.
Operational Best Practices
Strict speed limits: Never exceed 180 m/min or acceleration/deceleration rates of 1.5 m/s². Higher speeds multiply dynamic tension and abrasion forces, drastically reducing service life.
Load management: Avoid continuous over‑current operation. In hot inland mines or during summer months, apply derating factors strictly to prevent thermal ageing.
Drum management: Ensure the cable is fully wound and stored on the drum when not in use. This protects it from direct UV exposure, dust accumulation and accidental mechanical damage.
Alignment maintenance: Regularly check and adjust sheaves, guides and drums. Misalignment is responsible for more than 60 % of premature failures in South African port operations.
Record keeping: Maintain a detailed log including installation date, operating hours, inspection reports, test results and any repairs or adjustments made. This data is invaluable for predicting life‑cycle performance and planning replacements, and is a requirement for ISO 55000 asset management compliance.
Frequently Asked Questions
These questions are frequently raised by engineers, procurement officers and maintenance teams across South Africa, and answers are based directly on the technical data and practical experience covered in this article.
What exactly does the code (N)TSCGEWOEU stand for?
Each letter represents a specific design characteristic defined under the German DIN VDE standard system, which is widely referenced in South African specifications:
(N): Manufactured in accordance with DIN VDE standards.
TS: Trailing cable design, specially constructed for dynamic, moving applications.
C: Conductive screen layer system for precise electric field control.
G: Optimised for reeling, winding and drum operation.
E: Insulation made from Ethylene‑Propylene Rubber (EPR).
W: Water‑blocking and water‑resistant construction.
O: Outer sheath compound resistant to oil and grease.
E: Extra‑flexible construction with high mechanical endurance.
U: Medium‑voltage classification, suitable for 3.6 kV to 20 kV systems.
This code is not arbitrary; it defines exactly what the cable can do and the conditions it is engineered to withstand.
Is this cable suitable for South African outdoor and mining environments?
Yes — perfectly suited and widely proven. It is engineered to perform reliably across the full range of local conditions:
Temperature tolerance from ‑25 °C to +80 °C in operation, covering Highveld winters and Limpopo summers.
UV‑stabilised outer sheath to withstand intense sunlight found at high altitudes and coastal locations.
Salt‑resistant materials and sealed construction for use at Durban, Richards Bay and Ngqura ports.
Heavy‑duty abrasion‑resistant sheath to survive high dust and rocky environments in mines.
Oil and chemical resistance against hydraulic fluids, greases and fuels common in heavy machinery.
It meets performance criteria aligned with SANS 1507, the South African National Standard specifically governing flexible trailing cables for mining and industrial use.
Will the optical fibres be damaged by bending, tension or electrical interference?
No — this is one of its strongest advantages over other designs.
Fibres are housed in a loose, gel‑filled tube with their own dedicated aramid strength members. This design allows the glass fibres to “float” freely, meaning that tension, bending or compression applied to the cable outer layers does not transfer stress to the fibres themselves.
Optical fibres transmit data using pulses of light, not electrical signals. They are 100 % immune to electromagnetic interference from motors, variable‑speed drives, power faults or high‑voltage fields. There is zero crosstalk or signal degradation caused by power operation.
This reliability makes it superior to separate copper communication cables, which often suffer interference and failure in industrial environments.
Can FeiChun cables replace the original Prysmian/Draka TENAX directly?
Yes — 100 % direct, drop‑in replacement with no changes required.
FeiChun manufactures strictly to the identical DIN VDE 0250‑813 specification, using the same high‑grade materials (including EPR‑SHS EI6 insulation and 5GM5 sheath), the same layer structure, and the same manufacturing and testing standards.
No modifications needed to installation methods or equipment.
Termination kits, glands and jointing systems are fully compatible.
Electrical and mechanical performance matches exactly.
Documentation and certification are accepted by all South African engineering and inspection authorities.
You get the exact same quality, safety and reliability, but with 25–40 % lower cost and significantly faster delivery.
What are the maximum travel distance and speed possible?
Speed rating: Up to 180 metres per minute, making it ideal for high‑speed ship‑to‑shore cranes and automated stacking equipment.
Travel distance: Continuous operation up to 1,000 metres. For distances greater than 600 metres, we recommend selecting the next larger conductor size to reduce voltage drop and mechanical tension.
Torsion tolerance: ±50° per metre, allowing it to handle twisting and rotation from stacker‑reclaimers, slewing cranes and swinging movements without damage.
How long is the expected service life?
When operated within specified limits and maintained according to the guidelines provided:
8–10 years in continuous heavy‑duty use, such as 24/7 port or mining operations.
Over 12 years in lighter‑duty or intermittent service.
Guaranteed for over 50,000 reeling cycles.
This lifespan is two to three times longer than standard flexible trailing cables, significantly reducing replacement frequency and total cost of ownership.
What certifications and documentation are available?
FeiChun provides a complete set of documentation fully accepted in South Africa:
DIN VDE aligned type test reports.
IEC 60502‑2 compliance certificates.
Material Test Certificates (MTC) for every production batch.
Factory Acceptance Test (FAT) results.
Declaration of Conformity.
Performance statements aligned with SANS 1507 requirements.
All documents are issued in English and formatted specifically for local engineering review and regulatory compliance.
Which optical fibre type should I select?
Choose based on your system requirements and distance:
50/125 µm Multimode: Best choice for high‑bandwidth applications including video, automation, PLC and safety signals, for distances up to 500 metres. This is the most common specification in modern South African ports.
62.5/125 µm Multimode: Cost‑effective option suitable for control signals and monitoring systems, distances up to 300 metres. Works well with many legacy systems still widely installed.
9/125 µm Single‑mode: Essential for long‑distance runs over 500 metres, mine‑wide communication networks or high‑reliability links. Performs consistently up to 10 kilometres and is unaffected by high‑temperature environments.
Standard units contain 12 fibres, providing ample spare capacity for future expansion or system upgrades.
Can this cable be used for fixed installations as well as moving applications?
Yes — it performs excellently in both roles.
While designed specifically for dynamic reeling and trailing service, its superior electrical performance, excellent weather resistance and high flexibility make installation easier than rigid cables in fixed sections. You can standardise on one cable type for both fixed and moving parts of the system, simplifying spare parts inventory, installation training and maintenance procedures.
What warranty is provided?
FeiChun offers a comprehensive 24‑month warranty against manufacturing defects — double the typical warranty period offered by European brands. This covers materials, workmanship and compliance with published specifications.
Conclusion
TENAX TTS‑LWL (N)TSCGEWOEU Medium Voltage Reeling Cable with Fibre‑Optics is more than just a product; it is a proven engineering solution developed specifically to meet the extreme demands of heavy industry, perfectly matched to the operating conditions found across South Africa’s ports, mines and bulk handling facilities.
Its outstanding performance comes from a deep understanding of material science and mechanical engineering. The use of EPR‑SHS EI6 rubber insulation provides unmatched electrical stability, thermal endurance and flexibility, while the multi‑layer mechanical construction — including aramid strength members and anti‑torsion braiding — allows it to survive tension, twisting and abrasion that would destroy standard cables. By integrating optical fibres into the same structure, it eliminates interference, simplifies installation and provides a reliable communication link essential for modern automation and safety systems.
Through this guide, we have explained exactly how each component functions, how they work together as a system, and how to apply this knowledge to select, install and maintain the cable for maximum life and reliability. We have also clearly demonstrated that FeiChun equivalent cables are identical in performance, manufactured to the same strict standards, and offer significant commercial advantages — lower cost, faster delivery and better warranty terms — without any compromise in quality or safety.
For engineers and procurement professionals, the choice is clear: specify the design that has proven itself over decades of operation in Durban, Richards Bay and mines across the country, and partner with a supplier that gives you the best value, service and support. This article provides you with all the technical knowledge you need to make that decision with confidence.
If you need reliable TENAX TTS‑LWL (N)TSCGEWOEU Medium Voltage Reeling Cable with Fibre‑Optics for your port, mine or industrial project — and want certified quality, competitive pricing and fast delivery — contact the FeiChun team today. We provide full technical data sheets, quotation support and documentation aligned with South African requirements.
📧 Email: Li.wang@feichuncables.com
Our team is ready to assist you with selection, sizing and logistics — ensuring you get the right cable on time and within budget.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: