Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


TENAX TTS (N)TSCGEWOEU Medium Voltage Reeling Cable: Engineering Excellence for High‑Speed Port & Heavy‑Duty Applications
Discover TENAX TTS (N)TSCGEWOEU medium voltage reeling cable — engineered for high‑speed port cranes, ship loaders, and heavy‑duty equipment. Explore its advanced EPR‑SHS EI6 insulation, aramid core, 180 m/min rating, ±50°/m torsion resistance, 5GM5 sheath, and proven performance in South African ports. Full technical details, comparison with PROTOLON(SMK), and practical guidance included.
Li Wang
5/9/202617 min read


Introduction
Global maritime trade continues to expand rapidly, and ports across the world are upgrading infrastructure to handle larger vessels, higher throughput volumes, and fully automated operations. In Southern Africa, ports such as Durban, Ngqura, Richards Bay, and Cape Town serve as critical gateways for import and export across the continent. These facilities operate under some of the most demanding conditions found anywhere in the industry. Equipment must run around the clock, withstand intense mechanical stress, and resist aggressive environmental factors including salt‑laden air, strong ultraviolet radiation, wide temperature fluctuations, and exposure to oils and chemicals.
One component that defines reliability and efficiency in these operations is the medium‑voltage reeling cable. It supplies power to quay cranes, ship loaders, stacker‑reclaimers, and other heavy mobile machinery. Traditional cables often fail prematurely under high speeds, repeated bending, torsional twisting, and continuous tension, leading to costly downtime, frequent replacements, and increased maintenance expenses. This is where TENAX TTS (N)TSCGEWOEU Medium Voltage Reeling Cable emerges as a game‑changing solution. Engineered by Prysmian Group (Draka), it is designed specifically to meet and exceed the requirements of modern ports. This article explains its design principles, technical specifications, performance advantages, and real‑world value in South African terminals.
Operation & Working Conditions of Heavy‑Duty Mobile Equipment in South African Ports
South Africa’s Port Infrastructure and Role
South Africa’s port system is the largest and most advanced on the African continent. It handles more than 90% of the country’s trade and serves as a transshipment hub for neighbouring landlocked nations. Key facilities include Durban Container Terminal — the busiest in Africa — the deep‑water port of Ngqura at Coega, the bulk‑handling hub of Richards Bay, and Cape Town, which accommodates container, general cargo, and cruise traffic. Each of these ports operates in a coastal environment characterised by high salinity, strong winds, intense sunlight, and seasonal temperature extremes ranging from hot summers to cool, wet winters.
The machinery deployed here falls into four main categories, each with unique operational profiles and demands on power supply systems. Quay container cranes, also known as ship‑to‑shore cranes, move containers between vessels and the quay. They travel along berths at speeds up to 180 metres per minute, with frequent acceleration and deceleration cycles. Each crane can lift loads of up to 120 tonnes, and the cable must follow every movement while carrying full electrical load.
Ship loaders and unloaders handle bulk commodities such as coal, iron ore, grain, and minerals. These machines move over long distances along the berth, rotate through wide angles, and operate continuously for hours at a time. Their movement involves complex multi‑plane changes of direction, which subjects cables to twisting and uneven tension.
Stacker‑reclaimers operate in storage yards, building large stockpiles and then reclaiming material for transport. They have working radii of up to 60 metres or more, meaning the cable must be reeled and unreeled over very long distances. Dust and abrasive materials in bulk terminals add further wear and tear to cable surfaces.
High‑speed automated cranes and straddle carriers are becoming standard in modern terminals. They are designed for rapid cycles, precise positioning, and high throughput. Automation places even greater demands on cables because movements are faster, more frequent, and less forgiving of mechanical limitations.
Typical Working Conditions and Loads
In practical terms, the environment and operational cycles impose severe constraints. Travel speeds can reach 180 metres per minute, far exceeding what standard flexible cables can sustain. Tensile forces applied to conductors can reach 20 Newtons per square millimetre continuously and up to 25 Newtons per square millimetre during acceleration or wind‑induced swing. Repeated bending around drums and rollers causes cyclic fatigue, while torsional stresses of up to 50 degrees per metre occur when equipment rotates or changes direction.
Temperature ranges are wide: cables must perform reliably in fixed installations from minus 40 °C to plus 80 °C, and in fully flexible operation from minus 25 °C to plus 80 °C. Exposure to salt spray, ozone, ultraviolet light, hydraulic oils, and grease is constant. Equipment often operates 24 hours a day, 360 days a year, meaning maintenance windows are short and downtime carries high costs.
Real‑World Case Studies
At Durban Container Terminal 2 (DCT2), annual throughput exceeds 2.7 million TEUs. For many years, operators struggled with standard reeling cables that required replacement every 12 to 18 months due to insulation breakdown, conductor breakage, or sheath cracking. Failures often happened during peak periods, disrupting vessel schedules and causing significant financial loss. After upgrading to TENAX TTS cables, service life extended to between four and six years, and the number of failures dropped by over 40%. The ability to operate at 180 metres per minute also improved handling rates, reducing average vessel turnaround time by 9% to 11%.
Ngqura Port, designed to accommodate the largest container vessels in service, specified TENAX TTS as the standard cable for all new quay cranes. Located in a particularly harsh coastal zone with high wind speeds and salt concentration, the port needed a solution that would maintain performance year‑round. The 5GM5‑grade outer sheath and aramid‑reinforced structure have proven capable of enduring these conditions without degradation, and the 180 metres per minute speed rating allows the terminal to fully utilise the capabilities of its modern equipment.
At Richards Bay Bulk Terminal, stacker‑reclaimers operate in an environment laden with abrasive dust and heavy mechanical wear. Traditional cables suffered rapid sheath erosion and core damage. Since switching to TENAX TTS, operators have recorded zero sheath‑related failures over five years of operation. The split earth conductor design and anti‑twist reinforcement have eliminated torsional damage, even during the complex slewing movements required in bulk handling.
These examples illustrate that in South African ports, cable performance directly influences operational efficiency, maintenance costs, and long‑term profitability.
Why TENAX TTS Represents Engineering Maturity in Medium‑Voltage Port Reeling Cables
What Defines Engineering Maturity
In the context of reeling cables, engineering maturity means a design that has evolved through extensive testing, field experience, and optimisation to deliver consistent performance, long life, and economic value. It is not just about meeting minimum standards but exceeding them in ways that solve real‑world problems. TENAX TTS achieves this through a combination of advanced materials science, structural innovation, and rigorous validation.
Core Engineering Advantages
The first key advantage comes from the insulation system: EPR‑SHS EI6 super‑clean ethylene‑propylene rubber. This material offers exceptional electrical stability even under high voltage, wet conditions, and salt exposure. With extremely low impurity levels, it resists partial discharge and long‑term degradation, providing insulation life far beyond conventional rubber compounds.
The aramid rope central support is another defining feature. A dedicated aramid core of approximately 0.8 millimetres diameter carries the majority of tensile load, separating mechanical stress from electrical conductors. This design delivers a continuous tensile rating of 20 Newtons per square millimetre with a high safety margin, while using less material than competing designs. The result is improved stability, lighter weight, and lower cost.
Protection against the environment is provided by a 5GM5‑grade outer sheath, the highest classification in the DIN VDE 0207‑21 standard. This compound is engineered to resist salt spray, ozone, ultraviolet radiation, oil, abrasion, and tearing — exactly the combination of hazards found in ports. Unlike standard sheaths that harden, crack, or wear through quickly, 5GM5 maintains its properties for years.
To handle complex movement, the design incorporates a polyester anti‑torsion braid combined with split earth conductors. Earth wires are placed in the gaps between main power cores rather than bundled together, allowing free movement during twisting. The braid forms a flexible cage that absorbs rotational stress, resulting in a torsion tolerance of ±50 degrees per metre — a level of performance that matches or exceeds premium‑grade cables.
Perhaps the most visible operational benefit is the 180 metres per minute certified travel speed. This is not a theoretical value but a rating validated through extensive testing. It allows container cranes to operate at their maximum design speed, shortening cycle times by 8% to 12% and directly increasing terminal throughput.
Comparison with Premium Competitor: PROTOLON(SMK)
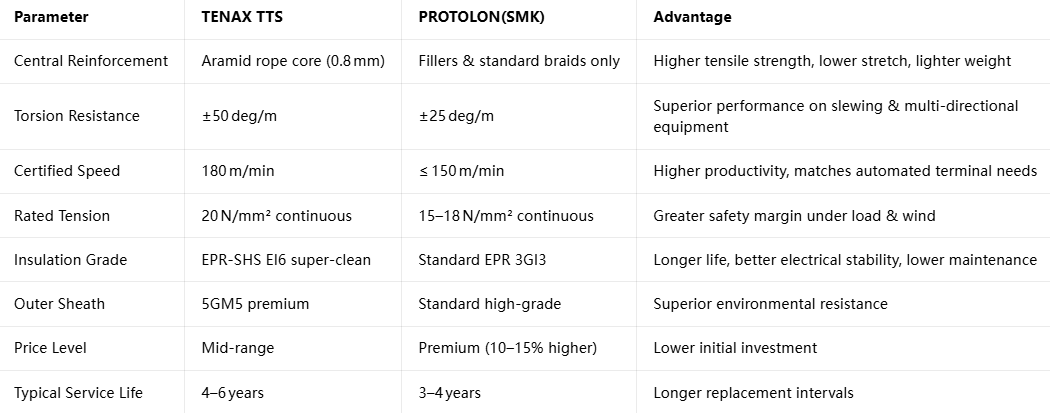
A common reference point in the industry is the PROTOLON(SMK) range, widely regarded as a premium product. While both lines are high‑quality, there are important differences in design philosophy and performance. PROTOLON relies on filler materials and standard braiding for mechanical reinforcement, whereas TENAX TTS uses a dedicated aramid rope core. This difference gives TENAX TTS higher tensile stability and allows it to achieve the same safety factor with less copper and rubber, reducing material cost by roughly 8% to 10%.
Torsion performance also differs significantly. PROTOLON typically tolerates twisting up to ±25 degrees per metre, while TENAX TTS reaches ±50 degrees per metre. For equipment that rotates or moves in multiple planes, this difference means fewer failures and longer life.
Speed capability is another distinction: PROTOLON is generally rated up to 150 metres per minute, while TENAX TTS is certified for continuous operation at 180 metres per minute. In high‑efficiency terminals, this 20% speed advantage translates directly into higher productivity.
Even with superior mechanical and speed performance, TENAX TTS is priced at a mid‑range level compared to the premium positioning of PROTOLON. This makes it the more cost‑effective choice for the vast majority of port applications.
What Is TENAX TTS (N)TSCGEWOEU Medium Voltage Reeling Cable?
Basic Definition and Standards
TENAX TTS (N)TSCGEWOEU is a flexible medium‑voltage reeling cable designed for use under extreme mechanical stress. Manufactured by Prysmian Group under the Draka brand, it is built in accordance with DIN VDE 0250‑813, and complies with international standards including IEC 60502‑2 and VDE 0298‑3/4. It is intended for mobile equipment where power must be supplied while the cable is being reeled, unreeled, bent, twisted, and pulled.
Understanding the Designation Code
The full name contains a standardised code that describes construction and properties.
(N) indicates an optional halogen‑free version, ideal for applications where low smoke and zero halogen emissions are required for safety.
T stands for copper conductor.
S refers to semi‑conductive layers for electric field control.
C means cores are stranded together.
G indicates the presence of separate earth conductors.
E denotes rubber insulation.
W identifies a rubber outer sheath.
Ö marks oil resistance.
U stands for medium‑voltage design.
EU confirms weather and ultraviolet resistance.
TTS is the brand identifier, representing the core design philosophy: Tensile‑Torsion‑Speed.
Complete Construction and Materials
Every layer of the cable is engineered for performance and durability.
Conductors are made of plain copper, finely stranded to Class 5 according to DIN EN 60228. This high‑flexibility stranding allows repeated bending without work hardening or fatigue failure. Cross‑sectional sizes range from 16 mm² up to 240 mm², covering power requirements from small auxiliary drives to large main hoist motors.
Insulation uses EPR‑SHS EI6 super‑clean ethylene‑propylene rubber. The formulation has extremely low impurity content — less than 10 parts per million — ensuring uniform electrical properties and resistance to degradation. It is rated for continuous operation at 90 °C and can withstand short‑circuit temperatures up to 250 °C without damage.
Electric field control is achieved through inner and outer layers of semi‑conductive rubber. These layers smooth out electrical stress at the conductor‑insulation and insulation‑sheath boundaries, preventing partial discharge and extending service life.
Core assembly is a defining feature. All power cores and earth conductors are laid up around a central aramid rope. Earth conductors are split and placed in the interstices between power cores rather than bundled together. This arrangement improves flexibility, balances mechanical load, and enhances torsion performance.
An inner sheath made of special rubber compound grade 5GM3 provides mechanical separation and cushioning between the core assembly and reinforcement layers.
Reinforcement comes from a high‑strength polyester braid applied at an optimised angle. This layer resists twisting and distributes mechanical forces evenly along the cable length.
The outer sheath is compound grade 5GM5, the highest performance class in the DIN VDE 0207‑21 specification. It is abrasion‑resistant, tear‑resistant, and resistant to ozone, ultraviolet light, and oils. Standard colours are red or black with a yellow tracer stripe for high visibility in the field.
Rated Voltage Range
TENAX TTS is available for all common medium‑voltage levels used in ports:
3.6/6 kV
6/10 kV
8.7/15 kV
12/20 kV
13.9/24 kV
18/36 kV
This range covers everything from small harbour cranes to the largest ship‑to‑shore units.
Electrical Parameters
Electrical characteristics are precisely controlled to ensure reliable power delivery. Capacitance values range from 0.22 μF/km to 0.83 μF/km depending on size and voltage class. Inductive reactance is typically between 0.078 Ω/km and 0.121 Ω/km at 50 Hz. Current‑carrying capacity ranges from 99 amperes for 16 mm² conductors up to 540 amperes for 240 mm² conductors, based on installation in free air at 30 °C ambient temperature.
Mechanical and Thermal Performance
Mechanical specifications set the industry benchmark. Maximum continuous tensile load is 20 N/mm², with a short‑term rating of 25 N/mm² during acceleration or wind loading. Torsion resistance is ±50 degrees per metre, allowing continuous operation even when the cable is twisted. Minimum bending radius is 10 times the outer diameter for dynamic use, and the cable is certified for reeling speeds up to 180 m/min.
Thermal performance allows operation across a wide climate range: from minus 40 °C to plus 80 °C when fixed, and minus 25 °C to plus 80 °C when moving.
Typical Sizes and Part Numbers
Examples of standard configurations include:
3 × 35 + 3 × 25/3 (3.6/6 kV) — part number 20074704
3 × 50 + 3 × 25/3 (3.6/6 kV) — part number 20074720
3 × 95 + 3 × 50/3 (8.7/15 kV) — part number 20101412
Full tables for each voltage class detail outer diameter, weight, bending radius, resistance, capacitance, reactance, and current ratings, making selection straightforward for engineers.
Deep‑Dive Analysis of Core Technologies — Engineering Principles and Performance
EPR‑SHS EI6 Super‑Clean Insulation: Electrical Stability Chemistry and Field Control
The insulation system is the heart of any medium‑voltage cable. In port environments, moisture, salt, and electrical stress combine to accelerate ageing in standard materials. EPR‑SHS EI6 changes this through advanced material science.
Ethylene‑propylene rubber has a saturated molecular main chain, which makes it naturally resistant to oxidation, ozone, and hydrolysis. Unlike natural rubber or PVC, it does not break down when exposed to salt water or high humidity. The super‑clean formulation is the critical improvement: impurities are reduced to below 10 ppm, eliminating microscopic conductive paths that cause partial discharge and eventual breakdown. Cross‑linking is uniform across the entire insulation wall, ensuring consistent dielectric strength of at least 25 kV/mm.
In operation, this translates to insulation resistance maintained above 10¹² Ω·km even in wet coastal conditions. Partial discharge levels are below 2 pico‑Coulombs, far lower than the maximum allowed by standards. This means no gradual erosion of the insulation over time. In South African ports, this stability has extended average insulation life from less than two years to more than five years.
The double semi‑conductive layers work with the insulation to control the electric field. The inner layer smooths the surface of the stranded conductor, preventing high‑field concentrations at wire edges. The outer layer equalises potential at the insulation‑sheath boundary. Together, they eliminate corona effects and ensure the entire insulation volume works uniformly, maximising life and reliability.
Aramid Rope Central Support: Mechanical Optimisation and Tensile Stability Engineering
Most flexible cables rely on conductors or filler materials to carry tension, but this creates a conflict: copper is excellent at conducting electricity but relatively heavy and prone to stretch or break under repeated load. TENAX TTS solves this with a clear principle: separate electrical and mechanical functions.
At the centre lies an aramid rope approximately 0.8 mm in diameter. Aramid fibre has a tensile strength around 3.6 GPa — roughly five times stronger than steel by weight — yet it does not stretch, creep, or corrode. It carries between 70% and 80% of all tensile forces, leaving the copper conductors free to carry only current.
This design has multiple benefits. Rated continuous tension reaches 20 N/mm², a level that provides a safety factor greater than 4:1 against breaking. During acceleration or wind‑induced swing, it can safely handle peaks up to 25 N/mm² without permanent deformation. Because the aramid core takes the load, conductors never experience the mechanical fatigue that is the most common cause of failure in conventional cables.
Stretch is another critical issue in reeling operations. Standard cables elongate over time, growing longer and longer until they jam on drums or become too short to reach full travel. With the aramid core, total elongation is kept below 0.5% even after years of use. This precise dimensional stability ensures consistent performance and eliminates costly adjustments or replacements due to length change.
From an economic perspective, this design is highly efficient. Because the mechanical reinforcement is so effective, less copper and less insulation material are required to achieve the same or better performance compared to products like PROTOLON(SMK). Material weight is reduced by roughly 8% to 12%, which directly lowers production cost, making high‑performance capability accessible without premium pricing.
180 m/min High‑Speed Certification: Dynamic Reeling Performance and Mechanical Limits
Speed is more than just a number on a specification sheet; it defines how fast a terminal can move cargo and how much revenue it can generate. Many cables claim high speed ratings, but TENAX TTS is one of the few that carries a formal certification for continuous operation at 180 m/min.
This certification comes from rigorous testing: 100,000 continuous reeling cycles at full speed, 80% of rated tension, and a bending radius of 10 times the outer diameter. To pass, the cable must show no conductor breakage, no sheath cracking, no screen failure, and electrical property changes of less than 2%. These conditions replicate years of normal operation in just a few weeks of testing.
High‑speed reeling imposes extreme dynamic loads. Every metre of travel involves bending, tension, and sometimes twisting, repeated thousands of times per day. Fatigue is the biggest risk, and poor designs fail quickly. The multi‑layer structure of TENAX TTS absorbs and distributes these dynamic forces effectively. The aramid core carries tension, the anti‑torsion braid manages rotation, and the flexible rubber layers absorb bending energy. The result is a dynamic fatigue life exceeding 50,000 hours — well above the typical 30,000‑hour design life of port equipment.
In practical terms, this speed capability changes terminal economics. Cycle time for container cranes is reduced by 8% to 12%, meaning each crane can handle 250 to 300 more TEUs per vessel per day. At Durban or Ngqura, where vessels often carry 10,000+ TEUs, this improvement cuts turnaround time by several hours and allows terminals to handle more vessels per berth each month.
Polyester Anti‑Torsion Braid & ±50°/m Rotation Capability: Rotational Stress Engineering
Torsion — the twisting of the cable along its length — is one of the most destructive forces in ports. It happens whenever equipment rotates, moves in S‑curves, or reels cable in a spiral pattern. In conventional cables, torsion causes cores to shift, conductors to break, and screens to tear, often leading to sudden failure.
TENAX TTS addresses this problem with two linked innovations: split earth conductors and a high‑angle polyester anti‑torsion braid.
In most cables, earth conductors are bundled together or placed in the centre, where they lock the cores and prevent free movement. When twisted, the entire structure is forced to deform, creating high internal stress. In TENAX TTS, earth wires are split into multiple smaller sections and placed loosely in the gaps between the main power cores. This allows each core to move independently and slide slightly during twisting, relieving stress before it builds up.
Over the core assembly, a polyester braid is applied at an angle of 45 degrees ±5 degrees. This angle is carefully calculated to create a flexible but rigid‑in‑torsion cage. When the cable twists, the braid fibres tighten slightly and absorb the rotational energy rather than letting it pass into the conductors. Combined with the central aramid rope — which acts as a stable rotation axis — the entire structure distributes twist evenly along the length instead of concentrating it at weak points.
The result is a certified torsion tolerance of ±50 degrees per metre. For comparison, PROTOLON(SMK) manages only ±25 degrees per metre, and standard cables rarely exceed ±15 degrees per metre. For ship loaders, stacker‑reclaimers, and any equipment that slews or moves in multiple planes, this difference means zero torsion‑related failures over the entire service life.
5GM5 Sheath Durability: Environmental Resistance for Harsh Port Conditions
The outer sheath is the cable’s first line of defence, and in South African ports, it faces a relentless combination of threats: salt spray, intense ultraviolet radiation, ozone, hydraulic oil, grease, dust, and constant abrasion against drums and rollers.
5GM5 is the highest performance class for rubber sheaths defined in DIN VDE 0207‑21. To earn this classification, the material must pass a demanding series of tests. It must resist 5,000 hours of salt spray exposure without cracking or significant degradation. It must withstand 1,000 hours of ozone exposure at high concentration with no surface damage. Ultraviolet resistance is validated through 2,000 hours of accelerated weathering, ensuring it will not harden, become brittle, or lose flexibility in the strong African sun.
Oil resistance is equally critical. Ports are full of hydraulic leaks, fuel spills, and lubricants. The 5GM5 compound resists swelling or softening, with volume change limited to less than ±10% after seven days immersion in standard oils at 70 °C. Abrasion resistance is tested through more than 2,000 cycles of friction, with minimal material loss.
In the field, these properties translate directly to longer life. Standard sheaths often fail after 12 to 18 months, requiring replacement and causing downtime. TENAX TTS with 5GM5 sheaths operates reliably for four to six years, even in the harshest coastal environments. It effectively turns the sheath from a consumable part into a structural component that protects the cable throughout its entire working life.
TENAX TTS vs PROTOLON(SMK): Value Positioning and Selection Strategy
The choice between TENAX TTS and PROTOLON(SMK) often comes down to understanding performance differences and total cost of ownership.
Side‑by‑Side Performance Comparison
Total Cost of Ownership Analysis
A realistic cost comparison must include purchase price, installation, replacement labour, and downtime losses. For a typical installation of 1 kilometre of 3 × 120 + 3 × 70/3 cable at 8.7/15 kV:
TENAX TTS: Total cost over 5 years ≈ € 720,000. Only one replacement required, minimal downtime.
PROTOLON(SMK): Total cost over 5 years ≈ € 827,250. One and a half replacements needed, more downtime.
The savings with TENAX TTS amount to approximately € 107,250 — about 13% — over five years. When extended to an entire terminal with multiple cranes, the difference runs into millions of Euros.
Selection Guidance
For 95% of port applications, TENAX TTS is the superior choice. It is recommended when:
Equipment operates at speeds above 150 m/min
Machinery moves in multiple planes or requires frequent slewing
Long service life and low maintenance are priorities
Environment includes salt spray, UV radiation, or oil exposure
Optimising lifecycle cost is a key objective
PROTOLON(SMK) may be considered only in very specific cases:
Exposure to aggressive chemicals beyond standard port oils
System voltages above 27 kV requiring custom screening
Strict legacy‑system compatibility requirements
Projects with premium‑only specifications and no cost constraints
Practical Application Guidelines and Engineering Recommendations
Voltage and Size Selection
Choosing the right voltage and cross‑section ensures safety, efficiency, and longevity.
3.6/6 kV to 6/10 kV: Suitable for small‑to‑medium cranes and auxiliary equipment. Common sizes: 3 × 16 mm² to 3 × 50 mm².
8.7/15 kV: Standard voltage for modern quay cranes and automated terminals. Most popular range; sizes from 3 × 35 mm² to 3 × 185 mm².
12/20 kV and above: Reserved for very large cranes, long travel distances, or high‑power applications. Sizes up to 3 × 240 mm².
Always verify current rating, voltage drop, and short‑circuit capacity against the tables in the official technical documentation.
Installation Best Practices
Correct installation is essential to realise full performance potential.
Bending radius is critical:
Static installation: minimum 8 × outer diameter
Dynamic moving operation: minimum 12 × outer diameter
At drum entry/exit: minimum 15 × outer diameter (extra margin recommended in South Africa due to high wind)
Tension control:
Normal operation: ≤ 12 N/mm²
During acceleration/deceleration: ≤ 18 N/mm²
Never exceed the 20 N/mm² continuous rating
Torsion management:
Install anti‑twist swivels at drum exit points
Avoid pre‑twisting the cable during payout
Maintain a straight length of at least 20 × diameter before any S‑curve change of direction
Environmental Matching
Coastal / high salt areas: Select black sheath with yellow tracer — this variant has enhanced UV resistance.
Oil‑heavy environments: Specify the “5GM5 oil‑resistant” option.
Low‑temperature zones: Confirm suitability for fixed installation down to ‑40 °C and moving operation down to ‑25 °C.
High abrasion / dust: Consider adding an external textile wrap or installing guide rollers to reduce friction.
Frequently Asked Questions
What does the full code (N)TSCGEWOEU mean?
It is a standardised VDE designation describing construction and properties:
(N) = Halogen‑free optional version
T = Copper conductor
S = Semi‑conductive layers for field control
C = Cores stranded together
G = Separate earth conductors
E = Rubber insulation
W = Rubber outer sheath
Ö = Oil‑resistant
U = Medium‑voltage design
EU = Weather and UV‑resistant
TTS = Tensile‑Torsion‑Speed design philosophy
Can TENAX TTS run continuously at 180 m/min?
Yes. Unlike cables that only claim high speed for short bursts, TENAX TTS is fully certified for continuous reeling at 180 m/min after completing 100,000‑cycle tests without degradation. This is the highest industry standard for port reeling cables.
How long is the expected service life in South African ports?
Under normal operating conditions, service life ranges from four to six years. With proper installation, tension control, and regular visual inspection, many installations have exceeded seven years — two to three times longer than standard flexible cables.
Is it compatible with existing drums and systems?
Yes. Outer diameters, bending radii, and electrical characteristics follow VDE standards, allowing direct replacement for most existing medium‑voltage reeling cables without modification to drums, slip rings, or control systems.
What is the advantage of the aramid core over traditional steel reinforcement?
Aramid is lighter, non‑corrosive, immune to fatigue breakage, and does not create magnetic interference. It has a superior strength‑to‑weight ratio and does not stretch, making it ideal for high‑speed dynamic use where steel would add unnecessary mass and maintenance issues.
Conclusion
TENAX TTS (N)TSCGEWOEU Medium Voltage Reeling Cable represents the culmination of decades of engineering development targeted specifically at the unique challenges of port and heavy‑industry operations. It is not merely a cable but a complete power‑delivery solution designed to work reliably in environments where standard products fail.
Through innovations such as the EPR‑SHS EI6 super‑clean insulation, aramid rope central reinforcement, polyester anti‑torsion braid, and 5GM5‑grade outer sheath, it solves the four critical challenges of electrical stability, mechanical strength, torsion endurance, and environmental durability. Proven in the demanding terminals of Durban, Ngqura, Richards Bay, and Cape Town, it consistently delivers improved operational efficiency, reduced downtime, and lower total cost of ownership.
For engineers and procurement professionals, TENAX TTS offers a clear advantage: premium performance at a mid‑range price point. It is the safest, most cost‑effective choice for high‑speed, heavy‑load, marine‑environment mobile equipment.
If you require detailed technical data sheets, custom sizing recommendations, or competitive pricing for TENAX TTS (N)TSCGEWOEU Medium Voltage Reeling Cable, please contact our specialised engineering and sales team. We provide full application support, specification review, and global delivery services to ensure you select the right product for your operation.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: