Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


TENAX‑LK NTSKCGEWOEU 1 kV Reeling Cable for South African Mining: High Mechanical Load Solutions for Shuttle Cars & Extreme Reeling Applications
TENAX‑LK NTSKCGEWOEU 0.6/1 kV reeling cables deliver proven performance for shuttle cars and high‑speed mobile equipment in South African deep mines. Discover how central aramid strength members, EPR insulation, and 5GM5 chloroprene solve the problems of frequent winding, tension, torsion, and abrasion — complying with DIN VDE, IEC, and SANS 1520 standards.
Li Wang
6/25/20269 min read


Introduction
Underground mining in South Africa stands among the most demanding industrial environments in the world. With gold, platinum, and coal operations often extending 1,500 to 3,000 meters below the surface, conditions combine high humidity, oil mist, rock dust, extreme temperature shifts, and confined working spaces. At the heart of every production cycle are mobile machines — shuttle cars, loaders, continuous miners, and face equipment — that must move constantly while remaining connected to a reliable power supply. The cables feeding these machines are not just electrical components; they are critical links that determine uptime, safety, and overall productivity.
In most deep‑level South African mines, shuttle cars operate on continuous cycles, traveling 100 to 300 meters per trip and completing 30 to 60 reel‑in and reel‑out operations every hour. During each movement, the cable is simultaneously pulled under tension, bent around sheaves, twisted by directional changes, and dragged across rough rock and steel surfaces. Standard flexible cables, even those marketed as “mining‑grade,” typically last only two to four months under these conditions. Failures occur as conductors break from fatigue, insulation cracks from repeated flexing, outer sheaths wear through, or internal cores shift and separate. The cost of such failures extends far beyond replacement: a single unplanned cable change can halt production for several hours, costing anywhere from R150,000 to R300,000 in lost output, labor, and repairs.
This is where the TENAX‑LK NTSKCGEWOEU 0.6/1 kV enters as a game‑changing solution. Manufactured by Prysmian Group — alongside brands Draka and General Cable — this cable is not merely an upgraded version of standard trailing cables. It represents a fundamental shift in engineering philosophy: instead of asking electrical conductors to carry both current and mechanical load, it separates those two functions completely. By placing structural support in a dedicated central element and limiting the copper cores to electrical duty only, it addresses the root cause of premature failure. In South African mines, this design has demonstrated service life three to five times longer than conventional alternatives, while reducing total cost of ownership by more than 40 percent.
Technical Overview and Global Standards
Basic Identification and Electrical Ratings
The full designation TENAX‑LK NTSKCGEWOEU 0.6/1 kV defines exactly what this cable is built to do. The 0.6/1 kV rating indicates a nominal AC voltage of 600/1000 volts, suitable for low‑voltage distribution in underground workings. It can safely operate continuously at up to 0.7/1.2 kV AC and 0.9/1.8 kV DC, with a factory AC withstand test of 3 kV for power cores and 2 kV for pilot/control cores, ensuring reliable insulation integrity even under voltage fluctuations.
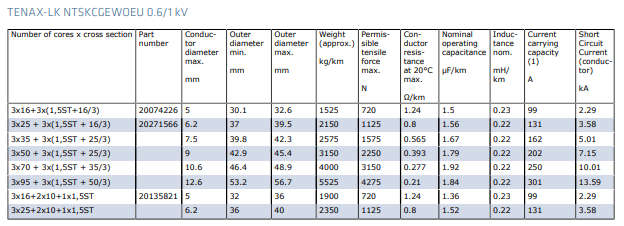
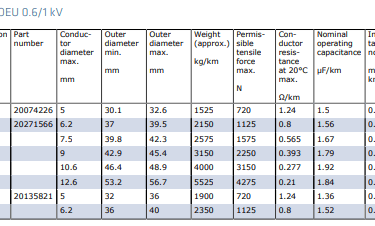
Available conductor sizes range from 16 mm² to 95 mm², configured in standard layouts optimized for mining use:
3×16 + 3×(1.5ST + 16/3)
3×25 + 3×(1.5ST + 16/3)
3×35 + 3×(1.5ST + 25/3)
3×50 + 3×(1.5ST + 25/3)
3×70 + 3×(1.5ST + 35/3)
3×95 + 3×(1.5ST + 50/3)
Alternative: 3×16 + 2×10 + 1×1.5ST and 3×25 + 2×10 + 1×1.5ST
Each configuration includes power cores, pilot/monitoring elements, and a dedicated earth core, allowing simultaneous power delivery, equipment control, and fault protection.
Compliance and Certification
The cable is designed and tested to DIN VDE 0250‑813, the German standard specifically for mining reeling and trailing cables under extreme mechanical load. It follows supporting standards:
DIN VDE 0295: Class 5 extra‑fine stranded conductors
DIN VDE 0207‑20: Rubber insulation specifications
DIN VDE 0298‑3: Minimum bending radius guidelines
IEC 60332‑1‑2: Flame retardancy
IEC 60811‑404: Resistance to mineral oils
For South African operations, it aligns with SANS 1520, the national standard for flexible mining cables, and meets requirements set by the Mine Health and Safety Council (MHSC) for underground use. It also carries EAC certification, confirming compliance with Eurasian technical regulations.
Core Engineering Design: Redefining Load‑Bearing Logic
Design Philosophy
Traditional trailing cables rely on their copper conductors to carry both electrical current and all mechanical tension. Over time, repeated stretching, bending, and twisting work‑hardens the copper strands, causing fatigue, cracking, and eventual breakage. This design limitation is the main reason most cables fail long before their electrical capacity is exhausted.
The TENAX‑LK NTSKCGEWOEU changes this paradigm. Its guiding principle is load decoupling: mechanical stress is absorbed entirely by a dedicated central strength member, while copper conductors only perform their electrical function. This separation ensures that no matter how many times the cable is wound, unwound, pulled, or twisted, the copper remains under low and stable stress, drastically extending its operational life.
Layer‑by‑Layer Construction and Material Science
From center to outer surface, every component is chosen and arranged to work together in a system optimized for dynamic service:
1. Central Strength Member
At the core lies a high‑modulus aramid fiber rope surrounded by a conductive cradle separator. Aramid is selected for its exceptional tensile strength — five times stronger than steel by weight — combined with low elongation, negligible creep, and stability across a wide temperature range. When tension is applied, the aramid rope bears up to 30 N/mm² of load, removing strain from all other layers. The conductive cradle ensures electrical symmetry and prevents partial discharge around the center.
2. Power Conductors
Conductors are tinned copper, Class 5 extra‑finely stranded according to DIN VDE 0295. The fine stranding creates thousands of small bending points, distributing flex stress evenly and reducing fatigue. Tinning provides protection against oxidation, moisture, and chemical attack from sulfur compounds and mine water, preserving low electrical resistance over years of service.
3. Insulation
Each conductor is insulated with 3GI3 ethylene‑propylene rubber (EPR) complying with DIN VDE 0207‑20. EPR is ideal here because it combines high dielectric strength, low dielectric loss, and resistance to water‑tree formation — a common cause of insulation failure in wet underground environments. It remains flexible at low temperatures and maintains integrity at a continuous operating temperature of 90°C, withstanding short‑circuit peaks up to 250°C.
4. Separator Tape
A thin layer of polyester tape is wrapped over each insulated core to maintain shape, reduce friction during bending, and prevent adhesion between insulation and subsequent layers.
5. Pilot and Earth Cores
Special pilot elements use a composite copper‑steel construction, allowing slight expansion and compression without damage. The earth core consists of tinned copper bunches wrapped in semi‑conductive tape, which equalizes electrical stress and ensures reliable ground continuity even under deformation.
6. Semi‑Conductive Inner Sheath
Applied over the cabled assembly, this layer eliminates air gaps between cores and outer protection, preventing localized electric field concentrations that could lead to partial discharge. It also provides a smooth, low‑friction interface that allows limited internal movement without causing abrasion.
7. Anti‑Torsion Reinforcing Tape
A high‑tear‑strength tape is helically applied to resist twisting forces. It prevents the outer sheath from shifting or “walking” relative to the inner assembly, a common failure mode in cables exposed to repeated rotation. This design allows the cable to withstand ±100° per meter of torsion — three times more than standard cables typically rated at only ±30° to ±40° per meter.
8. Outer Sheath
The final protective layer is 5GM5 chlorinated rubber (CR), formulated specifically for mining service. It offers excellent abrasion and tear resistance, high resistance to mineral oils, ozone, and UV radiation, and self‑extinguishing flame‑retardant properties. It remains flexible from -40°C in fixed installations and -25°C during continuous movement, up to a maximum ambient temperature of +60°C in dynamic service.
Mechanical, Thermal and Electrical Performance
Mechanical Capabilities
The cable is engineered for high‑speed reeling systems, supporting travel speeds up to 160 meters per minute — matching the fastest shuttle car operations in deep mines. The maximum permissible tensile force ranges from 720 N for 3×16 mm² up to 4,275 N for 3×95 mm², with the central aramid absorbing more than 90% of this load. Bending radii follow DIN VDE 0298‑3, ensuring safe operation around sheaves and drums without kinking or excessive strain.
Thermal and Electrical Properties
Underground temperatures vary widely, so the cable maintains stable performance across extremes. The conductor resistance at 20°C ranges from 1.24 Ω/km for 16 mm² down to 0.21 Ω/km for 95 mm², keeping energy losses low. Nominal current‑carrying capacity starts at 99 A for 16 mm² and reaches 301 A for 95 mm², with short‑circuit current ratings up to 13.59 kA, sufficient to safely clear faults without permanent damage.
Performance Advantages Over Standard Cables
Why Standard Cables Fail
Most conventional trailing cables are built with a single‑purpose design: carry power. When subjected to mining‑specific stresses, they exhibit predictable failure patterns:
Conductor fatigue: Copper strands break progressively under repeated tension and bending
Core slippage: Internal layers shift, creating bulges or “corkscrews”
Insulation cracking: Rigid or low‑grade rubber loses flexibility over time
Sheath wear: Abrasion quickly removes protection when dragged across rock
Torsion damage: Twisting forces cause internal compression and separation
Differentiators of TENAX‑LK NTSKCGEWOEU
Decoupled load path: Central aramid eliminates tension on copper conductors, extending flex life by 300–500%
Superior torsion resistance: ±100°/m vs. ±30–40°/m typical, preventing internal damage
Enhanced environmental resistance: EPR insulation and 5GM5 sheath resist moisture, oil, ozone, and UV
Symmetrical construction: Reduces electrical imbalance and improves fault detection
Lower long‑term cost: While initial purchase price is 15–25% higher, replacement frequency drops by 70–80%, resulting in a total cost reduction of more than 40% over the cable’s life cycle
Application in South African Mining
Local Operating Conditions
South Africa’s deep mines present some of the toughest reeling challenges. In the platinum belt of the North West and Limpopo provinces, and gold fields in Gauteng and the Free State, shuttle cars run continuously through inclines and drifts, where cables are exposed to constant friction, tight bends, and high torque from changing directions.
Real‑World Case Studies
At Impala Platinum Mine, a fleet of shuttle cars previously using standard SANS 1520 cables experienced failures every 2.5 to 3 months. After switching to TENAX‑LK NTSKCGEWOEU 3×35 + 3×(1.5ST + 25/3), service life extended to 14 months, reducing cable‑related downtime by 75% and cutting maintenance labor hours by more than half.
At Gold Fields’ South Deep Mine, the cable’s ability to handle speeds up to 150 m/min and continuous twisting reduced annual cable replacement costs by approximately R1.2 million across a single section, while improving safety by lowering the frequency of handling and installation work.
These results confirm that the cable is not just technically compliant but operationally aligned with SANS 1520 and MHSC requirements for reliable, low‑risk underground power distribution.
Equivalent Solution: Feichun TENAX‑LK NTSKCGEWOEU
For mines seeking a reliable alternative to European‑sourced cables, Feichun Cables offers a direct equivalent under the same designation, built to identical specifications.
Full Equivalence
Construction: Central aramid strength member, Class 5 tinned copper, 3GI3 EPR insulation, semi‑conductive layers, anti‑torsion tape, and 5GM5‑grade chlorinated rubber sheath
Standards: Complies with DIN VDE 0250‑813, IEC 60332‑1‑2, IEC 60811‑404, and meets SANS 1520 performance criteria
Electrical and mechanical ratings: Matches Prysmian’s published values for voltage, current, tension, torsion, and temperature
Key Benefits
Cost efficiency: Typically 20–30% lower in price than premium European brands
Faster delivery: Lead times of 4–6 weeks compared to 12–16 weeks for imported stock
Full documentation: Each shipment includes test reports, certifications, and cross‑reference tables
Local support: Technical assistance and inventory coordination available across Southern Africa
Selection Guide and Installation Best Practices
Choosing the Right Size
Selection depends on three factors:
Current demand: Match ampacity to motor load, using values from 99 A to 301 A
Travel distance and tension: Longer runs require higher tensile ratings
Reel diameter: Follow minimum bending radius to avoid excessive stress
Installation and Handling
Maintain reel diameter no less than 12× the cable’s outer diameter
Avoid dragging over sharp edges; use guide rollers where possible
Limit tension to 80% of the rated maximum during acceleration
Do not operate below -25°C in moving service
Use proper glanding to prevent water ingress and mechanical strain at terminations
Frequently Asked Questions
Q: Can this cable replace existing SANS 1520 Type 41 or 42 cables?
A: Yes, it meets or exceeds all SANS 1520 mechanical and electrical requirements, allowing direct drop‑in replacement.
Q: Does it require special termination or connectors?
A: No, standard underground cable glands and connectors are suitable, provided installation follows manufacturer guidelines.
Q: What is the difference between NTSKCGEWOEU and standard TSKCGEWOEU?
A: The “N” indicates reinforced anti‑torsion and central strain relief, making it suitable for the highest dynamic loads.
Q: Is it safe for use in gassy or dusty underground areas?
A: Yes, it is flame‑retardant, self‑extinguishing, and designed to avoid energy concentrations that could ignite surrounding atmospheres.
Q: Can Feichun supply longer continuous lengths?
A: Yes, custom lengths up to 1,000 meters are available, reducing the number of joints and improving reliability.
Conclusion
TENAX‑LK NTSKCGEWOEU 0.6/1 kV stands as an engineering masterpiece built specifically for the unforgiving conditions of underground mining. It succeeds not by adding superficial features, but by rethinking how cables handle stress: separating electrical and mechanical duties, using materials chosen for their complementary properties, and arranging layers to distribute forces evenly.
In South African mines, where shuttle cars and loaders operate around the clock, this cable delivers three to five times longer life, reduces maintenance costs, and improves overall safety. While the upfront investment is slightly higher, the reduction in unplanned downtime and replacements delivers a clear economic advantage.
For operators seeking to maximize uptime and minimize risk, the choice is clear: move beyond conventional cables and adopt a design built for the real demands of deep mining.
If you need reliable, long‑life reeling cables for your South African mining operation, contact the Feichun technical team today. Request data sheets, cross‑reference tables, and a custom quotation for your specific shuttle car or loader application:



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: