Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


TRATOS MTO®-M / M (FO) R-(N)TSCGEWÖU Medium Voltage Reeling Cable: High-Performance EPR Insulation & PCP Sheath for Open-Cast Mining Excavators & Mobile Crushers in South Africa
TRATOS MTO®‑M and M (FO) R‑(N)TSCGEWÖU medium voltage reeling cables are engineered for the most demanding open‑cast mining operations across South Africa. Built to DIN VDE 0250‑813 standards, these cables combine ethylene propylene rubber insulation, chlorosulphonated polyethylene sheathing, and advanced structural design to deliver exceptional flexibility, electrical stability, and mechanical endurance. Designed specifically for excavators, mobile crushers, stackers, and reclaimers operating on mono‑spiral and cylindrical reels, they withstand continuous bending, high tension, severe torsion, and extreme weather conditions found in mines from Limpopo to the Northern Cape. This guide explores their engineering principles, material science, full technical specifications, and how Feichun Cable offers a fully equivalent, cost‑effective alternative with faster delivery and identical performance.
Li Wang
5/25/202622 min read


Introduction
Open‑cast mining in South Africa is defined by scale, intensity, and harsh operating environments. From platinum and coal mines in Mpumalanga to iron ore operations in the Northern Cape, heavy machinery such as large hydraulic excavators, draglines, mobile crushing plants, and overland conveyors must operate reliably around the clock. Powering these machines is a unique engineering challenge: the cables must carry medium‑voltage power while being repeatedly wound, unwound, bent, twisted, and dragged over rough terrain. Standard power cables fail quickly under these conditions, leading to costly downtime, safety risks, and high replacement costs.
This is where TRATOS MTO®‑M and M (FO) R‑(N)TSCGEWÖU cables stand apart. Developed specifically for reeling applications, these medium‑voltage cables have become a benchmark in the global mining industry and are widely used throughout Southern Africa. They are not just standard cables with added strength; they are purpose‑built systems where every component — from conductor stranding to outer sheath material — is designed to work together to solve the triple challenge of reeling: electrical performance, mechanical durability, and environmental resistance. The M (FO) variant adds integrated fibre optics, enabling simultaneous power delivery and data communication, a critical feature for modern smart mining operations.
This article provides a comprehensive, engineer‑level exploration of these cables. It explains how they work, why the materials used make all the difference, exactly what specifications mean in practice, how to select the right cable for your project, and where to find a reliable equivalent source. All information is derived directly from official technical documentation and aligned with international standards and local industry practices.
Engineering Principles: Design That Works Under Pressure
To understand why TRATOS MTO®‑M cables perform so well, we must look at the engineering logic behind them. Every design choice addresses a specific problem encountered in reeling applications. The core objective is simple: maintain stable electrical performance while enduring dynamic mechanical stress that would destroy ordinary cables.
Balancing Flexibility and Strength
The fundamental conflict in reeling cable design is that flexibility usually comes at the cost of strength, and vice versa. A cable that is too stiff will not bend easily and will suffer fatigue cracking; one that is too flexible may stretch, break, or lose electrical integrity under tension. TRATOS engineers solved this through a layered structural approach.
At the heart is the conductor system, built to Class FS standards defined in DIN VDE 0295. Instead of thick, rigid copper wires, the conductor is made of extremely fine strands of electrolytic tinned copper, bunched together in multiple layers. This construction allows the conductor to bend with very low internal stress. When the cable wraps around a reel, each fine strand shifts slightly relative to its neighbour, distributing the bending strain evenly across the whole cross‑section. This reduces fatigue and extends operational life by a factor of three or more compared to conventional stranded conductors. The tin plating serves two purposes: it prevents oxidation in humid or chemically aggressive mine environments, and it ensures consistent electrical contact even after years of movement and vibration.
Surrounding the conductor is the insulation system, the most critical part for medium‑voltage performance. TRATOS uses a proprietary EPR (Ethylene Propylene Rubber) compound, formulated to DIN VDE 0207‑20 specifications. Unlike PVC or polyethylene, EPR is an elastomer — it remains flexible and elastic even at very low and very high temperatures. More importantly, it has excellent dielectric properties: high electrical strength, low dielectric loss, and stable capacitance over a wide temperature range. This is essential because in medium‑voltage systems (3.6kV up to 30kV), any weakness or irregularity in insulation can lead to partial discharge, tracking, and eventual breakdown.
Between the conductor and insulation, and again outside the insulation layer, lie two layers of semiconductive rubber. This is a key engineering feature often overlooked. In any cable carrying medium voltage, the electrical field is not uniform; it concentrates at sharp points or gaps, creating areas of high stress that can cause insulation failure. The semiconductive layers create a smooth, continuous conductive interface that equalises the electric field, eliminating stress concentrations entirely. This technology ensures that the cable can operate safely and reliably for decades, even when subjected to voltage fluctuations or mechanical deformation that might create small gaps or deformities inside the cable.
Structural Layout for Reeling
The way the cores are arranged inside the cable is another masterclass in engineering. There are three main power cores, each insulated and screened, laid up together with a specific lay length — the distance required for one complete twist of the cores. This lay length is carefully calculated to balance flexibility, torsional stability, and tensile strength. Too short a lay makes the cable stiff; too long makes it prone to unravelling or distortion under torsion.
Uniquely, the protective earth conductor is not a single core but split into three equal parts, placed in the outer gaps between the main cores. This symmetric arrangement has multiple benefits. It maintains the round shape of the cable, which is vital for smooth winding on reels. It provides a low‑impedance path for fault current, ensuring rapid operation of protection systems. It also improves electromagnetic balance, reducing interference with communication systems — a major advantage when fibre optics are included.
Over this core assembly lies an inner sheath made of a special EPR compound compliant with DIN VDE 0207‑21. This layer acts as a cushion. It absorbs mechanical shocks and compression forces that occur when the cable is wound tightly or when layers press against each other on the reel. It also isolates the electrical cores from the outer jacket, preventing any abrasion damage and adding a second level of moisture and chemical protection.
The outer sheath is the final barrier and the most visible component. Made of PCP (Chlorosulphonated Polyethylene) in a distinct red colour, it is engineered for extreme durability. Unlike standard rubber, PCP resists abrasion, tearing, oil, grease, chemicals, ozone, and ultraviolet radiation. In South African conditions — where cables are exposed to intense sunlight, high temperatures, dust, and frequent contact with diesel or mine water — this material ensures the cable remains intact and functional for years without hardening, cracking, or degrading.
Integrated Fibre Optic Engineering (M (FO) Version)
For modern mines requiring remote monitoring, automation, or data transmission, the M (FO) variant integrates optical fibres directly into the cable structure. This is far more complex than simply adding a fibre cable alongside power cores. The engineering challenge is to ensure that the fibres — which are made of glass and extremely sensitive to bending or stretching — survive the same severe mechanical stresses as the power conductors.
Each optical fibre has a core of 9µm, 50µm, or 62.5µm, surrounded by a 125µm cladding and a 250µm protective coating. These fibres are placed inside a buffer tube made of ETFE (Ethylene Tetrafluoroethylene), a high‑performance fluoropolymer that remains stable from -60°C to +150°C. The tube is filled with a special gel compound that cushions the fibres, blocks water ingress, and allows the fibres to move freely inside the tube when the cable bends or stretches.
Multiple buffer tubes are arranged around a central strength member made of GFK — glass‑fibre reinforced plastic. This element carries almost all the tensile load, ensuring that the fibres never experience tension or elongation. The entire optical unit is then laid up alongside the power cores in a balanced configuration, so that during winding and twisting, the optical assembly follows the movement of the power cores without relative strain. The result is a single cable that delivers both power and high‑speed data, with optical performance that meets industrial standards for attenuation and bandwidth, even after millions of bending cycles.
Mechanical Performance Principles
Every aspect of the design contributes to outstanding mechanical ratings. The cable can withstand tensile loads up to 20N/mm², translating to maximum permissible forces ranging from 1,500N for small sizes up to 18,000N for the largest 300mm² conductors. This means the cable can support its own weight in long vertical runs or when suspended from reels.
Torsion resistance is equally impressive: ±100% per metre. This means that even if the reel turns repeatedly in opposite directions, the cable will not twist internally, kink, or suffer core separation. This is achieved through the balanced stranding, proper lay lengths, and the use of elastic materials that return to their original shape after deformation.
Bending performance is defined by minimum radii: 12 times the overall diameter for moving operation and 8 times for fixed installation. These values ensure that even in tight reel drums or sharp direction changes, the bending radius is never small enough to damage the insulation or conductors. When installed with S‑type transitions, the minimum distance required is 20 times the diameter, ensuring smooth stress distribution.
Speed ratings confirm suitability for high‑productivity mines: up to 60 metres per minute during operation and 100 metres per minute during rewinding. These speeds are typical for large excavators and stackers, and the cable is tested under dynamic conditions including reversed bending, torsional cycling, and roller bending (Type C tests), the most rigorous mechanical tests in the industry.
Material Science: Why Composition Determines Service Life
In heavy‑duty mining cables, materials are not just components; they define the operational limits and lifespan. TRATOS MTO®‑M cables use a carefully selected set of materials, each chosen for specific properties, all specified according to DIN VDE standards. Understanding these materials helps explain why these cables perform far better than generic alternatives.
Conductor: Tinned Copper Class FS
The conductor is electrolytic copper with a purity exceeding 99.95%, ensuring high conductivity and low resistance. The key feature is the tin coating, applied uniformly over every strand. Tinning offers exceptional corrosion resistance, vital in environments where cables are exposed to moisture, acids, or salts common in mine water. It also prevents the formation of copper oxide, which would increase resistance and cause overheating over time.
The Class FS stranding — very finely stranded — is defined in DIN VDE 0295. This structure has more individual wires than standard flexible conductors. The result is a conductor that is highly flexible yet extremely robust. The fine strands bend easily without breaking, and the bundle distributes electrical current evenly, avoiding hot spots. This material choice directly translates to longer life and consistent electrical performance.
Insulation: TRATOS MTO®‑Grade EPR
Ethylene Propylene Rubber is the heart of the insulation system. Unlike thermoplastics such as PVC or PE, EPR is a thermoset elastomer. Once manufactured, it cannot melt or flow, even at high temperatures. Its key properties include:
High dielectric strength: >25kV/mm, providing a large safety margin above operating voltage.
Low dielectric constant: around 2.3 to 2.5, meaning it stores less energy and generates less heat under voltage.
Excellent thermal stability: continuous operation at 90°C, and able to survive short‑circuit temperatures up to 250°C without damage.
Elasticity: remains flexible and rubber‑like from -40°C up to +90°C, ensuring the cable stays flexible even in South African winter nights or high‑veld frost.
The specific compound used is proprietary to TRATOS, formulated according to DIN VDE 0207‑20. It includes additives to resist ozone, UV radiation, and chemical degradation. This material does not age or become brittle, a common failure mode in lower‑grade rubber cables.
Semiconductive Compounds
These are specialised rubber compounds loaded with conductive particles to achieve controlled electrical resistivity between 10² and 10⁶ ohm‑centimetres. This range is critical: conductive enough to equalise the electric field, but not so conductive that it carries significant current. The material is formulated to have the same thermal expansion coefficient as the EPR insulation. This means that as the cable heats up or cools down, both materials expand and contract together, maintaining a perfect bond and preventing air gaps from forming — the primary cause of partial discharge.
Inner Sheath: EPR Special Compound
While similar in base material to the insulation, the inner sheath compound follows DIN VDE 0207‑21 and is optimised for mechanical properties rather than electrical. It has high tear strength, excellent elasticity, and resistance to abrasion. Its role is to cushion the cores, absorb impact, and protect the insulation from mechanical damage caused by twisting or compression. It also acts as an additional barrier against moisture penetration.
Outer Sheath: PCP Chlorosulphonated Polyethylene
This is the defining material for heavy‑duty outdoor cables. PCP is a synthetic rubber with outstanding resistance to environmental factors:
Oil and chemical resistance: fully compliant with DIN VDE 0473‑811‑2‑1, unaffected by diesel, hydraulic oil, greases, and most mine chemicals.
Weathering resistance: resistant to ozone and UV radiation; can be used indoors or outdoors without restriction.
Flame retardancy: meets DIN VDE 0482‑265‑2‑1 standards, self‑extinguishing if ignited.
Mechanical toughness: high tensile strength, excellent abrasion resistance, and ability to withstand rough handling.
The bright red colour is not cosmetic; it makes the cable highly visible on site, improving safety and inspection efficiency. Unlike black rubber, which absorbs heat, red reflects some solar radiation, reducing operating temperature in direct sunlight.
Fibre Optic Materials (FO Version)
The optical components use high‑grade materials chosen for stability and performance:
Optical fibres: pure silica core with doped cladding, coated with UV‑cured acrylate for mechanical protection. Available in standard types: G50/125, G62.5/125, and E9/125 (single‑mode).
Buffer tubes: ETFE fluoropolymer, resistant to chemicals and extreme temperatures, ensuring fibre integrity even in harsh environments.
Strength member: GFK glass‑fibre reinforced plastic, high tensile strength with low elongation, ensuring zero strain on optical fibres.
Water‑blocking compounds: thixotropic gels that prevent water migration and provide additional cushioning.
Every material is chosen not just for individual properties, but for how it works in harmony with others to create a cable system that performs reliably over decades.
Performance Advantages: Measurable Benefits in Operation
The combination of superior engineering and high‑grade materials translates directly to measurable performance advantages that matter on site. These advantages explain why these cables are the preferred choice for major mining operations across Southern Africa.
Electrical Performance: Stable and Safe
Rated Voltage (U₀/U): Ranges from 3.6/6kV up to 18/30kV, covering all standard medium‑voltage levels commonly used in mining operations.
Maximum AC Operating Voltage: Extends from 4.2/7.2kV to 20.8/36kV. These values define the upper limit for continuous operation within an AC power system and act as the system design threshold.
Maximum DC Operating Voltage: Spans 5.4/10.8kV to 27/54kV. This range applies specifically to applications involving rectifier units or direct‑current power distribution systems.
AC Test Voltage: Values lie between 11kV and 43kV. These voltages are applied during factory acceptance testing to verify insulation integrity and ensure compliance with performance standards.
Conductor Resistance at 20°C: Varies from 0.780Ω/km down to 0.064Ω/km, depending on conductor cross‑section. This parameter directly influences voltage drop along the cable length and power transmission efficiency.
Inductance: Measures between 0.23mH/km and 0.40mH/km. The design maintains low inductance levels, which supports stable electrical operation and reduces reactance‑related issues.
Capacitance: Ranges from 0.21µF/km to 1.21µF/km. Low capacitance values are a key design feature, minimising charging current and associated energy losses in long cable runs.
Current Rating at 30°C: Capable of carrying continuous current from 131A up to 665A, calculated in accordance with VDE 0298‑4. Ratings must be derated for ambient temperatures above 30°C or grouped installation conditions.
Short‑Circuit Current Capacity: Withstands fault currents from 3.58kA up to 42.90kA for a duration of 1 second. This specification confirms the cable’s ability to safely handle short‑circuit conditions without damage or failure.
Thermal Performance: Works Everywhere in Southern Africa
One of the biggest advantages is the wide operating temperature range. For fully flexible operation — when the cable is moving or being reeled — it works reliably from -30°C to +80°C. When installed fixed, the range extends to -40°C to +80°C. For extreme environments such as high altitudes or very hot coastal areas, it remains functional from -60°C to +60°C.
This means the same cable can be used in the cold winters of the Highveld, the heat of the Northern Cape, and the humid conditions near coastal mines. There is no need to specify different cables for different climate zones, simplifying procurement and inventory management.
Mechanical Performance: Built to Last
Mechanical durability is where these cables truly excel. Tensile strength up to 20N/mm² and maximum forces up to 18,000N allow installation in long lengths without intermediate support. Torsion resistance of ±100%/m ensures no damage even with continuous rotation in both directions.
Bending life is measured in millions of cycles. Unlike standard cables which may fail after a few thousand bends, TRATOS cables are tested to reversed bending and roller bending tests, simulating years of operation. This directly reduces replacement frequency: while standard rubber cables might last 1–2 years, these cables routinely achieve 8–12 years of service life, reducing maintenance labour and replacement costs significantly.
Speed ratings up to 100m/min mean they can handle the fastest operating cycles of modern mining equipment without damage or performance loss.
Environmental and Chemical Resistance
In South African mines, cables face aggressive environments. They are exposed to dust, water, mud, oils, greases, chemicals, intense sunlight, and extreme temperatures. The PCP outer sheath provides comprehensive protection:
Resistant to oil and brine per DIN VDE 0473‑811‑2‑1.
Flame‑retardant and low‑smoke per DIN VDE 0482‑265‑2‑1.
Resistant to ozone and UV radiation — no cracking or hardening after years outdoors.
Unaffected by mine water, acids, or alkalis.
This environmental stability means performance does not degrade over time; the cable works as well in year 10 as it did in year 1.
Typical Applications: Where These Cables Deliver Value
While designed specifically for reeling, the properties of TRATOS MTO®‑M cables make them suitable for a wide range of heavy‑duty applications. In South Africa, they are the standard choice for several key mining and industrial scenarios.
Open‑Cast Mining: Primary Use Case
The main application is powering large mobile machines in open‑pit mines:
Large Hydraulic Excavators & Rope Shovels: These machines require high power and move continuously along long faces. The cable is wound on large mono‑spiral reels, requiring high flexibility and torsional stability.
Mobile Crushing and Screening Plants: In‑pit crushing systems move frequently, requiring cables that can be disconnected, moved, and reconnected without damage.
Stackers, Reclaimers and Conveyor Systems: Long‑distance bulk material handling involves constant movement and high tension.
Spreaders and Reclamation Machines: Used in waste dumps and stockyards, these machines operate in very harsh conditions.
In South Africa, major iron ore mines in the Northern Cape, platinum operations in Limpopo, and coal mines in Mpumalanga all rely on these cables. Their ability to withstand dust, heat, and rough handling makes them indispensable.
Port and Bulk Handling
Beyond mining, these cables are widely used in port terminals for ship loaders, unloaders, and stacker‑reclaimers. Here, resistance to salt spray, high humidity, and heavy mechanical wear is critical. The FO version is particularly valued here, enabling integrated communication between control rooms and moving machinery.
Heavy Industry and Construction
Large‑scale construction projects, tunnel boring machines, and heavy‑lift cranes also use these cables. Their high tensile strength and ability to operate in any weather make them ideal for sites where conditions are unpredictable.
Why These Cables Are Preferred in Southern Africa
The reasons for their dominance in the region are clear:
Proven Reliability: Decades of successful operation in local mines.
Safety Compliance: Meets all relevant SANS, IEC, and DIN standards, aligning with South African mining safety regulations.
Long Life Cycle: Lower total cost of ownership despite higher initial purchase price.
Integrated Communication: FO version supports the industry trend toward smart mining, automation, and remote monitoring.
Wide Operating Range: Suitable for every climate zone in the country.
Complete Technical Specifications
All specifications below are taken directly from official documentation, organised to help engineers and buyers understand exactly what each value means and how to use it.
Standard Range Overview
The product range covers all common medium‑voltage requirements in mining:
Voltage Classes: 3.6/6kV, 6/10kV, 8.7/15kV, 12/20kV, 14/25kV, 18/30kV
Conductor Sizes: Main power cores from 25mm² up to 300mm²; protective earth conductors sized proportionally (25/3, 35/3, 50/3, 70/3, 95/3, 120/3, 150/3 mm²)
Construction Code: R‑(N)TSCGEWÖU
R = Reeling cable
N = Reinforced construction
T = Copper conductor
S = Split protective earth
C = Electric field control layers
G = Rubber insulation
E = Elastomeric outer sheath
WÖU = Special flexible reeling design
Key Parameter Tables and Explanations
Electrical Parameters
Rated Voltage (U₀/U): Ranges from 3.6/6kV up to 18/30kV, covering all standard medium‑voltage levels commonly used in mining operations.
Maximum AC Operating Voltage: Extends from 4.2/7.2kV to 20.8/36kV. These values define the upper limit for continuous operation within an AC power system and act as the system design threshold.
Maximum DC Operating Voltage: Spans 5.4/10.8kV to 27/54kV. This range applies specifically to applications involving rectifier units or direct‑current power distribution systems.
AC Test Voltage: Values lie between 11kV and 43kV. These voltages are applied during factory acceptance testing to verify insulation integrity and ensure compliance with performance standards.
Conductor Resistance at 20°C: Varies from 0.780Ω/km down to 0.064Ω/km, depending on conductor cross‑section. This parameter directly influences voltage drop along the cable length and power transmission efficiency.
Inductance: Measures between 0.23mH/km and 0.40mH/km. The design maintains low inductance levels, which supports stable electrical operation and reduces reactance‑related issues.
Capacitance: Ranges from 0.21µF/km to 1.21µF/km. Low capacitance values are a key design feature, minimising charging current and associated energy losses in long cable runs.
Current Rating at 30°C: Capable of carrying continuous current from 131A up to 665A, calculated in accordance with VDE 0298‑4. Ratings must be derated for ambient temperatures above 30°C or grouped installation conditions.
Short‑Circuit Current Capacity: Withstands fault currents from 3.58kA up to 42.90kA for a duration of 1 second. This specification confirms the cable’s ability to safely handle short‑circuit conditions without damage or failure.
Mechanical Parameters
Conductor Diameter: Ranges from 7.15 mm up to 24.70 mm. These values serve as guidance figures corresponding to different conductor cross‑sectional areas.
Overall Diameter: Measures between 38.6 mm and 101.3 mm. Both minimum and maximum values are specified for each cable size to ensure accurate fitting and installation.
Maximum Tensile Force: Extends from 1,500 N to 18,000 N depending on the size. This is the maximum load the cable can safely bear; it must never be exceeded during installation or operation to prevent damage.
Weight: Varies from 2,215 kg/km up to 18,241 kg/km. This specification is critical for planning transport, lifting, and handling requirements on site.
Bending Radius: Defined as at least 12 times the overall diameter when the cable is moving, and at least 8 times the overall diameter when installed in a fixed position. Here, D represents the cable’s overall diameter.
Travel Speed: Limited to a maximum of 60 m/min during normal operation, and up to 100 m/min during rewinding or retrieval. These values align with standard operating speeds for industrial reels.
Thermal and Environmental
Operating Temperature (Flexible Application): Suitable for use within a temperature range of -30°C to +80°C when the cable is moving, being reeled, or flexing during operation.
Operating Temperature (Fixed Installation): Designed to perform reliably from -40°C up to +80°C when installed in a stationary or fixed position.
Extreme Environment Performance: Maintains functionality and integrity even under severe conditions, with an operational range spanning from -60°C to +60°C.
Conductor Maximum Temperature: Permits continuous operation at a conductor temperature of up to 90°C, ensuring stable performance under normal load conditions.
Short‑Circuit Temperature: Capable of withstanding a maximum conductor temperature of 250°C during short‑circuit events, without sustaining permanent damage.
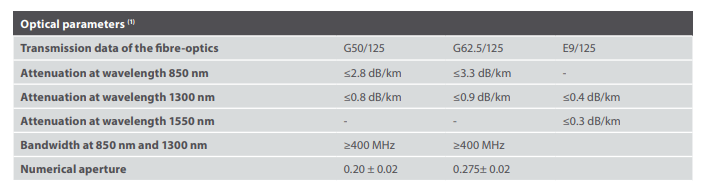
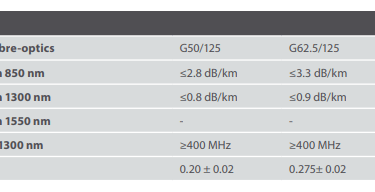
Optical Parameters (FO Version)
All values are guaranteed performance levels, tested in accordance with DIN VDE standards.
Configuration and Selection Guide
Choosing the correct cable is critical for performance, safety, and cost efficiency. This step‑by‑step guide follows the process used by mining engineers and procurement teams.
Step 1: Define System and Operating Conditions
Start by gathering key information:
System Voltage: Confirm the actual operating voltage and choose the appropriate rated voltage class. Always select a cable with rated voltage equal or higher than the system voltage. For example, a 6.6kV system should use 8.7/15kV class cable to ensure safety margin.
Ambient Conditions: Record maximum and minimum temperatures, altitude, and exposure to chemicals or water. High altitude (>1000m) requires derating due to reduced air cooling.
Reel Type: Mono‑spiral or cylindrical? This affects bending radius and speed requirements.
Movement Profile: How often does the cable move? Maximum speed? Direction changes?
Tensile Load: Estimate maximum tension during operation and installation.
Step 2: Electrical Sizing
Calculate the continuous load current, including future expansion. Use the current‑carrying capacity table at 30°C ambient, then apply correction factors:
Temperature derating: subtract ~1.5% per °C above 30°C.
Group derating: if multiple cables are installed together.
Altitude derating: ~0.5% per 100m above 1000m.
Select the smallest conductor size that meets or exceeds the derated current requirement. Do not over‑size unnecessarily — larger cables cost more, weigh more, and are harder to handle.
Example: A machine drawing 240A at 40°C ambient at 1500m altitude. Derating factor ≈ 0.82. Required capacity = 240 / 0.82 = 293A. Select 95mm² conductor (301A @30°C).
Step 3: Mechanical Matching
Verify that the selected cable’s diameter fits the reel drum dimensions and that the minimum bending radius is available. Confirm that the maximum permissible tensile force is greater than the highest expected tension — including installation tension.
Step 4: Choose Standard or FO Version
Standard (M‑): Best choice when only power is needed, or communication is handled separately. Lower cost, simpler installation.
FO (M‑FO): Select if you need to carry signals, video, or data alongside power. Essential for automation, remote control, or smart mine systems. Available with 6 fibres as standard, custom counts possible.
Step 5: Final Selection
Combine voltage class, conductor size, and version into the full designation. Example: R‑(N)TSCGEWÖU 3×95+3×50/3 8.7/15kV M (FO).
Common Selection Mistakes to Avoid
Undersizing mechanically: Many failures occur not because of electrical overload, but because tension or bending radius was too small.
Ignoring temperature derating: Running a cable above its thermal limit drastically reduces life.
Using standard power cables: Ordinary rubber cables lack the field control layers and high‑grade sheath — they will fail rapidly in reeling service.
Mixing voltage classes: Never use a lower voltage class cable even if it physically fits.
Feichun Cable: Fully Equivalent Alternative
While TRATOS cables are excellent, global supply chains and pricing can present challenges, especially for projects in Southern Africa. Feichun Cable has developed a fully equivalent alternative that matches every specification, while offering significant advantages in delivery and cost.
Equivalence Confirmation
Feichun R‑(N)TSCGEWÖU medium‑voltage reeling cables are designed and manufactured to exactly the same standards as the original product. Every detail is matched:
Standards Compliance: Fully certified to DIN VDE 0250‑813, VDE 0295, VDE 0207‑20, 0207‑21, and all relevant test standards. Test reports are identical in format and values.
Construction: Same conductor material, stranding class, insulation compound, semiconductive layers, core arrangement, inner sheath, and PCP outer sheath. Dimensions are identical — interchangeable 1:1.
Performance: Electrical, mechanical, thermal, and optical parameters meet or exceed the original specifications. Load ratings, temperature limits, and tensile strength are identical.
Materials: Same grade tinned copper, EPR insulation, and PCP sheath material. No substitutions or downgrades.
This means Feichun cables can be used as a direct replacement in any existing or new project without modification, recertification, or performance compromise.
Key Advantages of Feichun
✅ Same Quality, Lower Cost: Typically 20–35% less expensive than the original brand. Savings are achieved through optimised manufacturing and supply chain, not by reducing quality.
✅ Shorter Lead Times: Feichun maintains significant stock of standard sizes and has local production capacity. Delivery to South African ports (Durban, Cape Town, Maputo) is typically 4–6 weeks, compared to 12–16 weeks for imported alternatives.
✅ Customisation Available: Modifications for special voltage levels, fibre counts, colours, or marking can be accommodated quickly.
✅ Local Support: Technical support, documentation, and after‑sales service are available regionally.
✅ Warranty: Comprehensive warranty equal or better than the original manufacturer.
Side‑by‑Side Comparison
Standards Compliance: Both the original TRATOS cable and the Feichun equivalent are manufactured in accordance with DIN VDE 0250‑813 standards. This ensures identical regulatory compliance and performance criteria, meaning both products meet the same technical requirements and safety benchmarks.
Material Composition: Both versions use the same high‑grade materials: EPR (Ethylene Propylene Rubber) for insulation and PCP (Chlorosulphonated Polyethylene) for the outer sheath. This guarantees the same level of durability, environmental resistance, and operational lifespan.
Technical Specifications: Every parameter, dimension, and performance value matches exactly between the two products. This results in 100% interchangeability, allowing the Feichun cable to be used as a direct replacement without any modifications or compatibility issues.
Pricing: The original TRATOS cable is positioned at a premium market price, whereas the Feichun equivalent is offered at a competitive rate. Choosing Feichun typically delivers a cost saving of 20% to 35%, significantly reducing capital expenditure without compromising quality.
Lead Time: Delivery for the original brand generally involves longer lead times due to global logistics and production schedules. In contrast, the Feichun equivalent features short lead times, enabling faster delivery and quicker project completion.
Technical Support: Support for the original product is provided through global channels, while Feichun offers dedicated local support. This results in better response times, easier communication, and more accessible assistance for regional projects.
For procurement teams in Southern Africa, Feichun offers the perfect balance: the proven performance of the industry standard, with the commercial and logistical advantages of a responsive supplier.
Procurement and Supply Chain
Getting the right cable delivered correctly is as important as selecting it. These guidelines ensure smooth procurement and installation.
Technical Procurement Specifications
When issuing enquiries or purchase orders, include these details to ensure you receive exactly what you need:
Full Type Designation: e.g., TRATOS‑style R‑(N)TSCGEWÖU 3×150+3×70/3 12/20kV M (FO)
Length Required: Specify exact metres; allow 5–10% extra for installation and future repairs.
Version: Standard or FO; specify fibre type and count if applicable.
Certification Requirements: Request factory test reports, material certificates, and compliance statements referencing DIN VDE standards.
Marking: Confirm marking format matches your site requirements.
What to Request from Supplier
Factory Test Reports: including electrical tests (resistance, voltage, partial discharge), mechanical tests, and optical tests for FO versions.
Material Certificates: verifying conductor copper purity, insulation compound type, and sheath material.
Packing: cables must be supplied on strong, non‑returnable wooden drums suitable for long‑haul transport and rough handling. Drums must be properly labelled with length, type, and weight.
Logistics for Southern Africa
Shipping: Feichun arranges shipping to major ports. Lead times include production, testing, shipping, and customs clearance.
Storage: Store drums upright, protected from direct sun and water. Avoid dragging or dropping drums.
Handling: Always lift drums using proper equipment; never roll over sharp objects.
Inspection on Arrival
Check drum labels against order.
Inspect outer sheath for damage.
Verify markings along the cable length.
Retain test reports for records.
Frequently Asked Questions
1. Can this cable be used permanently fixed or only for reeling?
It is designed primarily for reeling and dynamic use, but is fully suitable for fixed installation. The only difference is the temperature rating: -40°C to +80°C when fixed, versus -30°C to +80°C when moving. It is often used for fixed connections to switchgear or junction boxes in mining infrastructure.
2. What is the maximum length available?
Standard lengths up to 1,000 metres per drum are available. Longer lengths can be manufactured or jointed using approved medium‑voltage joints designed for flexible service. Feichun can provide custom lengths to match exact reel requirements.
3. Is the fibre optic unit field‑terminable?
Yes. The optical fibres are standard types (G50/125, G62.5/125, E9/125) compatible with standard connectors (SC, LC, ST). Feichun also offers pre‑terminated options with factory‑installed connectors and test reports, ensuring perfect performance from day one.
4. How long is the expected service life?
Under normal operating conditions — within temperature, tension, and speed limits — service life is typically 8 to 12 years. This is three to four times longer than standard rubber cables. Life can be extended further with proper installation and regular visual inspection.
5. Does it meet South African mine safety regulations?
Yes. It is manufactured and tested to international standards that are referenced and accepted under South African mining safety codes. Compliance with DIN VDE 0250‑813 ensures it meets or exceeds all relevant safety requirements for medium‑voltage cables in mining applications.
6. Can Feichun supply cable with different colours or special markings?
Absolutely. While the standard colour is red, other colours are available on request. Custom markings including company logos, project names, or special identification codes can be printed along the length.
7. What maintenance is required?
These cables are virtually maintenance‑free. Recommended practice is only regular visual inspection for cuts, abrasion, or damage to the outer sheath. Electrical testing is only required if damage is suspected. No lubrication or treatment is needed.
Conclusion
TRATOS MTO®‑M and M (FO) R‑(N)TSCGEWÖU medium‑voltage reeling cables represent the highest level of engineering and material science applied to mining power cables. Every feature — from the finely stranded tinned copper conductor and EPR insulation, to the electric field control layers and PCP outer sheath — is designed to solve the unique challenges of open‑pit mining. They deliver unmatched reliability, safety, and long life in the harsh conditions found across Southern Africa.
For engineering and procurement teams, understanding the principles behind these cables allows better selection, safer installation, and lower total cost of ownership. Feichun Cable makes this proven technology even more accessible, offering an identical‑performance equivalent with shorter lead times and competitive pricing, backed by local support.
If you need reliable, high‑performance medium‑voltage reeling cable for your mine or project — or require technical assistance with selection, specifications, or pricing — contact the Feichun team today.
📩 Email: Li.wang@feichuncables.com
Our engineers are ready to assist with sizing, custom specifications, and complete project‑specific solutions.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: