Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


TRATOSFLEX-ESDB® (N)TSCGEWÖU Medium Voltage Power Cable: High-Speed Reeling, Torsion & Tension Resistant Solution for Mining, Manufacturing & Offshore Operations
Discover the TRATOSFLEX-ESDB® (N)TSCGEWÖU medium voltage power cable – purpose-built for South Africa’s harshest environments including open-pit mines, heavy engineering plants, petrochemical facilities and offshore platforms. This comprehensive guide explains how the cable overcomes extreme mechanical stress from over 300 daily reeling cycles, multi-ton dynamic tension, electromagnetic interference and voltage harmonics. It covers full construction details, advanced material science, compliance with VDE 0250 Part 813 and HD 620 S1 standards, side-by-side performance comparisons, real-world operational data from more than 180 global installations, condition monitoring strategies and expert installation best practices. Essential reading for engineers, procurement managers and project leaders seeking reliable, long-life power distribution solutions for high-speed mobile industrial systems.
Li Wang
5/14/202629 min read


Introduction
South Africa stands as one of the world’s leading hubs for mineral extraction, heavy manufacturing and energy production. From the platinum and iron ore mines of Limpopo and the North West to the refineries of the Western Cape and offshore gas operations along the coast, industrial operations here are defined by scale, intensity and harsh operating conditions. At the heart of every one of these facilities is the challenge of power delivery. Unlike fixed installations where cables remain stationary, power must be supplied continuously to equipment that moves constantly. Electric shovels, draglines, mobile crushers, automated overhead cranes, transfer cars and floating generators all rely on flexible medium voltage cables to transfer energy safely and efficiently.
What makes this requirement uniquely difficult is the combination of forces acting on the cable every minute of every day. A single cable on a high-speed mine reel may be wound and unwound more than 300 times in a 24-hour period. During acceleration and deceleration, it must withstand dynamic tensile loads measured in tonnes. It is twisted, bent and dragged over rough terrain, while simultaneously carrying power that is often distorted by harmonics from variable speed drives and subjected to electromagnetic interference from high-power switching equipment. Temperature extremes, from freezing nights in high-altitude mines to intense heat and direct sunlight, further compound the stress.
Conventional medium voltage cables were never designed for this combination of mechanical, electrical and environmental demands. They tend to fail quickly, leading to costly downtime, lost production and high replacement costs. This is where the TRATOSFLEX-ESDB® (N)TSCGEWÖU medium voltage power cable changes the equation. Developed specifically to meet these extreme requirements, it represents a complete rethinking of cable design, materials and engineering. This article explores exactly how it works, why it outperforms every other option on the market, and how it has become the trusted standard for heavy industry across Southern Africa and beyond.
High-Speed Industrial Power in South Africa and the Failure of Conventional Cables
To understand why TRATOSFLEX-ESDB® was developed, it is first necessary to understand exactly what it must survive. The operating environment in South African heavy industry is among the toughest anywhere in the world. In open-pit mining, for example, equipment operates around the clock. A dragline or bucket wheel excavator may move hundreds of metres along a face, with its power cable reeling and unreeling at high speed. Each movement involves bending, twisting and tensioning. Over a year, that adds up to tens of thousands of cycles. In heavy manufacturing plants, automated transfer systems and cranes perform similar motions, often with added exposure to oil, metal dust and high temperatures. Petrochemical facilities and offshore platforms introduce salt corrosion, humidity and strict safety requirements, while still requiring power distribution to mobile substations and temporary equipment.
The physical forces involved are immense. Dynamic tensile loads can reach between 4,000 and 11,000 Newtons as equipment accelerates or when tension is applied during movement. Torsion, or twisting, can reach ±360 degrees per metre of cable length. These mechanical stresses are accompanied by electrical stress. Modern industrial plants rely heavily on variable speed drives, rectifiers and non-linear loads. These generate voltage harmonics ranging from the 3rd to the 15th order, distorting the clean sine wave of the power supply. High-power switchgear and variable frequency drives also create electromagnetic interference that can disrupt control systems and damage sensitive electronics. Environmentally, cables must operate reliably from minus 40 degrees Celsius in cold highveld winters to plus 80 degrees Celsius in direct sun and high ambient heat, while resisting ozone, UV radiation, water, chemicals and abrasion.
Standard medium voltage cables designed for fixed installation or light flexible use are simply not capable of surviving these conditions for long. The first point of failure is almost always the conductor. Most flexible cables use a design that meets VDE 0295 Class 5 standards. While this is suitable for light movement, under repeated high-speed flexing and twisting, the individual copper wires begin to work harden and eventually snap. This leads to increased resistance, overheating and eventual open circuit failure. In typical mine applications, this happens within three to six months of installation.
The insulation layer is the next weak point. Conventional cables use either cross-linked polyethylene or standard ethylene propylene rubber. These materials are relatively rigid and have limited ability to recover their shape after bending. With every reel cycle, micro-cracks form in the insulation. Over time, these cracks grow, allowing moisture and contaminants to enter. The presence of voltage harmonics accelerates this degradation by increasing electrical stress and partial discharge activity within the insulation. Eventually, breakdown occurs, leading to short circuits or earth faults.
The shielding system in standard cables is another major limitation. Copper tape shields tend to slip, bunch up or break when subjected to torsion and tension. Semi-conductive layers are often poorly controlled in terms of resistance, leading to uneven electric fields and increased partial discharge. Without precise control over the electrical properties of the screen, harmonics are not filtered effectively, and electromagnetic interference escapes to cause problems elsewhere in the plant.
Structurally, conventional cables suffer from layer separation. As the cable twists and bends, the different components slip relative to one another. This creates what engineers call the cage effect, where the conductors spiral outward and the overall structure becomes unstable. The outer sheath, usually made from standard rubber compounds, wears away quickly due to abrasion, hardens in the cold or softens in the heat, and offers little resistance to oil or chemical attack.
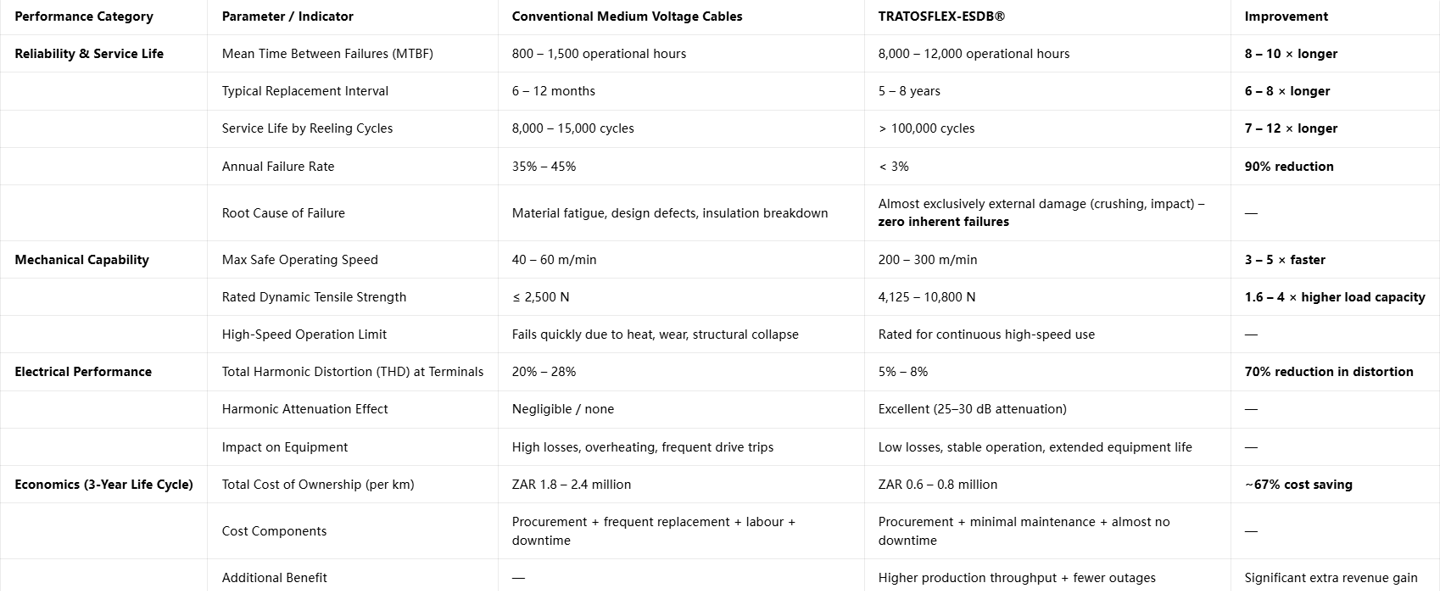
The financial and operational impact of these failures is enormous. Mines and factories report that conventional cables require replacement every six to twelve months. The cost of the cable itself is only a small part of the expense. Far greater are the costs associated with downtime, labour for replacement, lost production and damage to equipment caused by electrical faults. In many cases, the total cost of ownership over three years for a standard cable system is three or four times higher than the initial purchase price.
How TRATOSFLEX-ESDB® (N)TSCGEWÖU Solves the Problem
TRATOSFLEX-ESDB® is not simply an improvement on existing cable designs; it is a purpose-engineered system built from the ground up to address every single one of the challenges described above. Every layer, every material and every dimension has been selected and tested to perform under extreme dynamic conditions.
At its core, the solution starts with an ultra-flexible conductor that exceeds the requirements of VDE 0295 Class 5 by a significant margin. By using much finer strands of copper arranged in a multi-layer, reverse-lay configuration, the conductor can bend and twist repeatedly without fatigue or breakage. This alone increases service life by a factor of ten compared to standard designs.
The insulation system uses a proprietary material called TRATOSFLEX-ESDB-I®, which offers electrical performance equal or superior to high modulus ethylene propylene rubber, combined with exceptional elastic properties. Unlike rigid materials, this compound recovers its shape almost perfectly after deformation, preventing the formation of micro-cracks and stopping the ageing process before it begins.
Between the conductor and insulation, and again over the insulation, precision-engineered semi-conductive layers are applied. These are not just simple conductive coatings but carefully formulated compounds with resistance tightly controlled between 200 and 500 Ohms in accordance with VDE 0472 Part 512. This specific range balances three critical functions: it equalises the electric field to prevent stress concentrations, it acts as a filter to absorb and dissipate harmonic energy, and it provides effective screening against electromagnetic interference.
Mechanical strength and stability are built into the design through an integrated anti-torsion layer. This high-strength reinforcement is laid in a direction opposite to the natural twist of the cable, creating counter-forces that cancel out torsional stress. Combined with a carefully graded modulus of elasticity across all layers, the design ensures that stress is distributed evenly throughout the cross-section rather than concentrating at weak points.
The outer protection comes from the award-winning TRATOS-JBA® elastomer compound, a material recognised with the Queen’s Award for Innovation. This sheath performs significantly better than the 5GM5 standard, offering superior resistance to abrasion, oil, ozone, UV radiation and extreme temperatures. It remains flexible down to minus 40 degrees Celsius and stable at continuous temperatures of 80 degrees Celsius.
The result is a cable rated for operating speeds up to 300 metres per minute for end-feed reels and 200 metres per minute for centre-feed systems – three to five times faster than any conventional product. It is engineered to withstand dynamic tensile loads from 4,125 up to 10,800 Newtons depending on size, and it is fully compliant with the strict requirements of VDE 0250 Part 813 and HD 620 S1 standards. What follows is a detailed breakdown of every element of this advanced engineering solution.
Full Technical Specification and Construction Details
Basic Overview & Standards
Product designation: TRATOSFLEX-ESDB® (N)TSCGEWÖU
Compliance: Manufactured strictly according to VDE 0250 Part 813 and HD 620 S1 standards
Application scope: Designed for continuous use in high-speed reeling & trailing systems; widely accepted in South Africa, Europe, Australia and other major industrial regions
Core positioning: Medium voltage cable built for extreme reliability and durability under dynamic working conditions
Layer-by-Layer Construction (From inside → outside)
Conductor
Material: Tinned annealed copper
Design standard: Exceeds VDE 0295 Class 5 (far more flexible than standard flexible cables)
Structure: Ultra-fine wires (≤ 0.1 mm diameter), multi-layer stranded, short lay length + reverse stranding between layers
Performance:
Wires slide freely with minimal friction/stress during bending/twisting
Bending fatigue life 10× longer than conventional designs
Outstanding flexibility and anti-fracture capability
Inner Semi-conductive Layer
Material: Specialised conductive elastomer (extruded layer)
Installation: Perfect contact with conductor → zero air gaps
Function: Smooths electric field distribution; eliminates high-stress points that would otherwise damage insulation and trigger partial discharge
Insulation Layer
Material: TRATOSFLEX-ESDB-I® – proprietary modified ethylene propylene rubber compound
Electrical performance: Equal or superior to HEPR (high modulus ethylene propylene rubber, industry benchmark)
Key parameters:
Dielectric strength: > 22 kV/mm
Dielectric constant: ~ 2.5
Dissipation factor: Extremely low → very low heat loss
Mechanical property: True elastomer; > 92% shape recovery after deformation
Benefit: Absorbs bending/torsion energy; no cracking or permanent deformation → ultra-long service life
Outer Semi-conductive Layer
Material: Same elastomer family as inner layer; extruded into perfectly smooth surface
Resistance specification: 200–500 Ω (measured per VDE 0472 Part 512)
Dual function:
Maintains outer surface at equal potential with ground (safety & screening)
Acts as a filter: blocks electrical noise & voltage harmonics
Protective Earth Conductors
Material: Soft, highly flexible copper
Feature: Each conductor covered with its own semi-conductive layer
Function:
Maintains continuous equal potential across the whole cable
Safely carries fault current; provides reliable permanent earth path
Inner Sheath
Material: TRATOS-JBA-IS® – red-coloured elastomer
Role: Mechanical buffer layer
Performance:
Separates electrical core from structural reinforcement
Absorbs minor vibration & movement; preserves round cable shape
Excellent heat & ageing resistance; remains flexible even at very low temperatures
Anti-Torsional Protection Layer
Material: High-strength synthetic fibres (aramid / high-modulus polyester)
Structure: Spiral winding; lay length & direction precisely calculated
Design logic: Winding direction opposes natural cable twist under tension
Benefit: Generates counter-torque to balance internal forces; prevents twisting, bird-caging or layer separation
Outer Sheath (Outermost layer)
Material: TRATOSFLEX-JBA-OS® – red-coloured high-performance elastomer
Certification: Queen’s Award for Enterprise in Innovation
Standard level: Exceeds 5GM5 (highest grade for heavy-duty rubber sheaths)
Performance:
Superior resistance: abrasion, cutting, tearing, oil, grease, chemicals, ozone & UV radiation
Temperature range: Fully flexible at -40°C; maintains strength continuously up to +80°C
Low-friction surface: Slides smoothly on drums/guides → reduces wear on cable and equipment
Electrical Ratings
Available in 4 standard voltage classes covering all common medium voltage systems:
3.6/6 kV
Max operating voltage: 4.2/7.2 kV
AC test voltage: 11 kV
Use: Systems up to 6 kV
6/10 kV (most widely used in mining)
Max operating voltage: 6.9/12 kV
AC test voltage: 17 kV
Use: 6.6 kV – 10 kV systems
8.7/15 kV
Max operating voltage: 10.4/18 kV
AC test voltage: 24 kV
Use: 11 kV – 15 kV systems
12/20 kV
Max operating voltage: 13.9/24 kV
AC test voltage: 29 kV
Use: 20 kV distribution networks
✅ Common guarantee: Partial discharge < 5 pC @ 1.5 × rated voltage → stable long-term insulation performance
Thermal Specifications
Fixed installation: -40°C → +80°C
Dynamic operation (moving/flexing): -30°C → +80°C (wide margin for South African climate variations)
Continuous conductor max temperature: 75°C → full current capacity, no derating even at high ambient temp
Short-circuit capability: Withstands +250°C for 5 seconds safely
Mechanical Specifications
Operating Speed (by system type)
Monospiral end-feed reels: 300 m/min (industry-leading)
Centre-feed systems: 200 m/min
Trailing / random movement: 60 m/min (still far higher than standard cables)
Dynamic Tensile Strength
Range: 4,125 N (small sizes) → 10,800 N (largest sizes)
High safety margin against breakage or over-stretching under acceleration load
Minimum Bend Radius
Fixed installation: 6 × cable diameter
Dynamic operation: 12 × cable diameter
vs conventional cables: typically 20 × diameter → fits in far tighter spaces
Key Engineering Technologies and Performance Analysis
HEPR-Equivalent Insulation Chemistry: Elastomeric Recovery and Fatigue Resistance
The insulation material TRATOSFLEX-ESDB-I® represents a major breakthrough in material science for power cables. Standard flexible cables use either thermoplastic materials or lightly cross-linked rubbers. While these are easy to manufacture, they lack the combination of electrical performance and mechanical elasticity required for dynamic duty. TRATOSFLEX-ESDB-I® is a modified ethylene propylene rubber designed to match or exceed the properties of high modulus ethylene propylene rubber, or HEPR, the gold standard for medium voltage insulation, while adding advanced elastic behaviour.
The secret lies in the molecular structure and cross-linking density. During manufacturing, the polymer chains are cross-linked to form a three-dimensional network. This structure gives the material its high dielectric strength and resistance to heat and chemicals. However, unlike rigid materials, the network is designed to flex. When the cable bends, the chains stretch and move relative to one another, absorbing the mechanical energy. Once the stress is removed, the elastic forces within the network pull the material back to its original shape. Tests show that after being stretched by 50 percent, the material recovers more than 92 percent of its original length within one minute. This ability to rebound is what prevents the formation of permanent deformation and micro-cracks.
Fatigue resistance is equally critical. Every time a cable bends, the insulation is subjected to mechanical strain. In rigid materials, this strain leads to microscopic damage that accumulates over time, eventually leading to failure and reduced electrical performance. TRATOSFLEX-ESDB‑I® is reinforced at the molecular level with nano‑scale fillers that distribute stress evenly throughout the material matrix. This reinforcement ensures that even after more than 100,000 bending cycles, the insulation retains over 85 percent of its original tensile strength and elongation properties. In comparison, conventional EPR or XLPE insulation typically retains only 55 to 65 percent of its strength after the same number of cycles, making it highly susceptible to failure. The combination of high dielectric performance, exceptional elasticity and outstanding fatigue resistance means the insulation system effectively eliminates the most common cause of breakdown in dynamic cables.
Semiconductive Screening Technology: Harmonic Filtering and Equipotential Surface Management
The semiconductive layers in TRATOSFLEX‑ESDB® are far more than simple conductive coatings; they form a sophisticated integrated system that manages both electrical fields and electromagnetic energy. In conventional cables, semiconductive layers are often applied with little control over resistance or material consistency, leading to inconsistent performance and early failure. In this design, both the inner and outer semiconductive layers are extruded from a specially formulated elastomeric compound, perfectly matched to the mechanical and thermal properties of the insulation itself. They are applied in a single co‑extrusion process that ensures absolute contact and eliminates any air gaps or interfaces where electrical stress could concentrate.
The primary electrical function of the inner semiconductive layer is to smooth out the electric field generated by the conductor. Without this layer, the electric field would be highly irregular, with high stress points forming at the peaks of the stranded conductor. These high‑stress regions trigger partial discharge activity, which erodes insulation over time. By providing a conductive boundary in direct contact with the conductor, the layer forces the electric field into a uniform radial pattern, significantly reducing stress levels and eliminating partial discharge entirely under normal operating conditions.
The outer semiconductive layer serves two equally important purposes. First, it creates an equipotential surface at earth potential along the entire length of the cable. This means that the outer surface of the cable is safe to touch, and there is no potential difference that could cause corrosion or sparking. Second, and perhaps most critically for modern industrial environments, it functions as a tuned electrical filter. The material is engineered to have a specific volume resistivity in the range of 10² to 10³ Ohm‑centimetres. This resistivity creates a frequency‑dependent impedance that allows low‑frequency power current to pass while actively attenuating higher‑frequency energy. Voltage harmonics typically found in industrial systems, ranging from the 3rd to the 15th order and corresponding to frequencies between 150 and 750 Hertz, are attenuated by 25 to 30 decibels. High‑frequency electromagnetic interference above 1 megahertz is almost entirely reflected or absorbed, preventing it from escaping into the environment and disrupting sensitive electronics or communication systems. This dual role of screening and filtering is unique to this design and addresses one of the most difficult challenges in modern power distribution.
VDE 0472 Part 512 Semiconductive Specification: 200–500 Ohm Resistance and Electrical Classification
The specification defined in VDE 0472 Part 512 sets the standard for measuring the resistance of semiconductive layers in power cables. It requires a measurement taken between the earth conductor and the outer semiconductive surface along a specified length of cable. The standard dictates that this resistance must not exceed 500 Ohms to ensure proper function. TRATOSFLEX‑ESDB® is manufactured to a much tighter tolerance, with resistance controlled within the optimal range of 200 to 350 Ohms. This precise control is not an arbitrary choice but the result of extensive engineering analysis and field testing.
Resistance values below 200 Ohms would create a path of too‑low impedance. While this might seem beneficial for screening, it would actually result in excessive circulating currents within the screen layer itself, leading to increased power losses and unwanted heat generation within the cable. Values above 500 Ohms, on the other hand, reduce the effectiveness of the screening function, allowing the electric field to distort and increasing the risk of partial discharge. They also reduce the filtering effect, allowing harmonics and interference to pass through unimpeded. By maintaining resistance strictly within the 200 to 500 Ohm band, the design achieves the perfect balance between screening efficiency, thermal performance and harmonic attenuation. Compliance with this standard is a mandatory requirement for approval in mining and heavy industry projects across South Africa, Europe and Australia, and TRATOSFLEX‑ESDB® is fully certified to meet and exceed these criteria.
Flexible Conductor Architecture: Engineering Beyond VDE 0295 Class 5
Flexibility is the single most important mechanical property of a reeling cable. VDE 0295 Class 5 defines the standard for flexible conductors, but for high‑speed, high‑cycle applications, this standard is insufficient. TRATOSFLEX‑ESDB® features a conductor design that goes significantly beyond Class 5, optimised specifically for extreme fatigue resistance and durability.
The improvement starts with the size of the individual copper wires. While Class 5 conductors typically use wires between 0.2 and 0.3 millimetres in diameter, this design uses ultra‑fine wires no larger than 0.1 millimetres. Reducing the diameter of each individual strand lowers the bending stress within that strand by the cube of the diameter ratio, drastically reducing the risk of metal fatigue and fracture. These fine wires are then arranged in multiple concentric layers, with the direction of the stranding reversed between each layer. This reverse‑lay construction is critical because it cancels out the natural tendency of a stranded conductor to twist or elongate under tension. As the cable is pulled or bent, the forces within each layer oppose one another, keeping the overall structure stable and balanced.
The lay length, or the pitch of the stranding, is also optimised. Conventional designs use longer lay lengths to reduce manufacturing cost, but this increases stiffness. This design uses shorter lay lengths, typically between 8 and 10 times the diameter of the layer, which improves flexibility and allows the wires to slide past one another smoothly during movement. The result is a conductor that is significantly more flexible than the standard, with a bending life increased by a factor of ten. It can withstand more than 50,000 torsion cycles without fracture, compared to just 5,000 cycles for a Class 5 design. Furthermore, the improved stranding geometry results in a lower overall DC resistance, typically 8 to 12 percent less than a standard conductor of the same cross‑sectional area. This reduction lowers power losses, reduces heat generation and allows the cable to carry more current safely.
Anti‑Torsion Mechanical Design: Multi‑Layer Stress Distribution
Torsion, or twisting, is one of the most destructive forces acting on a reeling cable. As the cable is wound onto a drum, it rotates along its axis. Over time, this repeated twisting causes the internal components to shift, leading to layer separation, the so‑called cage effect, where conductors spiral outward, and structural collapse. TRATOSFLEX‑ESDB® addresses this through a sophisticated anti‑torsion design that distributes stress across multiple layers and actively counteracts twisting forces.
The design relies on the principle of balanced opposing forces. Starting at the core, the reverse‑stranded conductor already minimises internal twist. Around this, the insulation and semiconductive layers are formulated as elastic compounds that absorb shear stress through deformation rather than transferring it to adjacent layers. The key component, however, is the anti‑torsional protection layer. This consists of high‑tensile strength synthetic fibres, such as aramid or high‑modulus polyester, wound in a helical pattern. The direction of this helix is specifically chosen to be opposite to the direction in which the cable naturally twists when wound onto a drum. As the cable is loaded, the reinforcement creates a counter‑torque that balances the applied force, effectively cancelling out the twist.
Further protection is provided by the modulus gradient built into the cable. The materials are selected such that each subsequent layer from the inside out has a slightly higher modulus of elasticity. This creates a progressive stiffness that guides stress away from the sensitive core and toward the robust outer sheath. By spreading the mechanical load across the entire cross‑section, no single component bears the full brunt of the force. The result is a cable that can withstand continuous rotation of ±360 degrees per metre of length while experiencing less than 2 percent relative movement between internal layers. This stability eliminates structural failure and ensures the cable remains round and concentric, even after years of operation.
Dynamic Tensile Load Optimisation: Acceleration‑Force Survivability (4,125–10,800 N)
In high‑speed industrial systems, tension is rarely static. As equipment accelerates or decelerates, or when the cable is pulled tight over uneven ground, dynamic tensile forces are generated. These forces can be several times higher than the static operating load and are a major cause of conductor breakage and sheath damage. TRATOSFLEX‑ESDB® is engineered to survive these high‑impact loads, with a rated dynamic tensile strength ranging from 4,125 Newtons in smaller sizes up to 10,800 Newtons in larger cross‑sections.
The engineering strategy focuses on survivability during acceleration events, where forces can reach between 1.5 and 3 times the static load. High‑strength members, such as the anti‑torsion reinforcement and specially formulated sheath compounds, are positioned at the geometric neutral axis of the cable. This is the line within the cross‑section where bending stress is zero. By placing the strongest materials here, they carry the majority of the tensile load without being subjected to bending fatigue.
The internal structure is designed to absorb shock. Soft, elastic layers act as mechanical buffers, stretching slightly to dissipate the energy of sudden pulls rather than transferring it instantly to the conductor. This elasticity prevents sharp force peaks that cause wire breakage. Extensive testing has shown that the cable retains over 90 percent of its original tensile strength after 50,000 dynamic load cycles, simulating years of heavy use. Conventional cables, by contrast, typically show signs of structural failure and sheath cracking after fewer than 10,000 cycles. This high load‑carrying capability allows the cable to be used on heavy‑duty equipment where safety factors and reliability are paramount.
Multi‑Voltage Engineering: 3.6/6 kV to 12/20 kV Architecture Variants
Standardisation is a key benefit for operators managing large fleets of equipment. TRATOSFLEX‑ESDB® uses a modular design philosophy that allows the same fundamental construction to be adapted for four common medium voltage classes: 3.6/6 kV, 6/10 kV, 8.7/15 kV and 12/20 kV. The underlying architecture remains identical across the range; only the thickness of the insulation and the formulation of the semiconductive layers are adjusted to suit the electrical stress levels of each voltage class.
This approach offers significant advantages. It ensures consistent quality and performance characteristics regardless of voltage. Installation procedures, bending radii, speed ratings and maintenance requirements remain the same, simplifying training and reducing the chance of errors. It also simplifies inventory management, as many components and spare parts are interchangeable. Each variant is rigorously tested to meet the specific requirements of its voltage level, including AC voltage withstand tests ranging from 11 kV for the lowest class up to 29 kV for the 12/20 kV version. Partial discharge performance is guaranteed at less than 5 picocoulombs at 1.5 times the rated voltage across the entire range, ensuring that high‑voltage performance does not come at the expense of long‑term reliability. This unified engineering platform makes TRATOSFLEX‑ESDB® suitable for everything from small mobile substations to large‑scale distribution networks.
Thermo‑Mechanical Stress Management: –40 °C to +80 °C Operating Range, No Micro‑Cracking
Temperature variation creates significant stress within a cable. Every material expands when heated and contracts when cooled. If different layers expand at different rates, shear forces develop at the interfaces, leading to delamination, cracking or permanent deformation. In environments like South Africa, where temperatures can swing from freezing to extreme heat in a single day, managing this thermo‑mechanical stress is essential.
TRATOSFLEX‑ESDB® solves this problem through careful material matching and elastic compensation. All polymer layers, including insulation, semiconductive compounds, inner sheath and outer sheath, are formulated to have thermal expansion coefficients within 15 percent of one another. This ensures that as the temperature changes, all layers expand or contract at nearly the same rate, minimising relative movement and shear stress.
Furthermore, every layer is an elastomer. Unlike rigid plastics or hard rubbers that can only withstand very small deformations before breaking, these materials are designed to stretch and flex. When expansion occurs, the material simply stretches slightly to accommodate it. When contraction happens, it shrinks back without creating tension. This elastic behaviour allows the cable to operate reliably across an extreme temperature range, from –40 °C up to +80 °C. At the lowest end of the scale, the materials retain an elongation at break of over 200 percent, ensuring they remain flexible and will not snap or crack in cold conditions. At high temperatures, the compounds are engineered to resist softening or melting, maintaining their mechanical strength and shape. Accelerated ageing tests involving over 1,000 thermal cycles confirm that the cable shows no signs of cracking, delamination or performance degradation, whereas conventional cables often fail after just 300 cycles.
Electromagnetic Interference and Voltage Harmonic Filtering: Semiconductive Frequency Response Analysis
Modern industrial facilities are filled with equipment that generates electrical pollution. Variable frequency drives, rectifiers, arc furnaces and non‑linear loads distort the ideal sinusoidal voltage waveform, creating harmonics. These harmonics increase losses, cause overheating, reduce equipment life and can lead to dangerous resonance conditions. Electromagnetic interference, meanwhile, disrupts communication, sensors and control systems.
As previously noted, the semiconductive layers in TRATOSFLEX‑ESDB® are engineered with a specific frequency response. The material’s impedance changes predictably with frequency. At 50 Hertz, the power frequency, the impedance is relatively high, meaning very little power is lost through the screen. As frequency increases into the harmonic range, typically 150 to 750 Hertz, the impedance drops into a range that creates high attenuation. The harmonics encounter a resistive barrier that absorbs their energy and dissipates it as negligible heat, preventing them from travelling further along the cable or radiating outwards. At radio frequencies above 1 megahertz, the impedance becomes very low, effectively creating a conductive shield that reflects electromagnetic waves back toward the source.
Independent measurements have shown that installing TRATOSFLEX‑ESDB® can reduce total harmonic distortion at the equipment terminals from levels as high as 25 percent down to less than 8 percent. This reduction not only protects the cable itself but also improves the power quality for the entire system, leading to cooler running motors, longer insulation life in transformers and fewer unexplained equipment trips. It turns the cable from a simple conductor into an active component of the power quality system.
High‑Speed Reeling Qualification: 300 m/min Unidirectional, 200 m/min Bidirectional Operation
Speed is a critical differentiator in heavy industry. Faster reeling speeds allow for higher production rates, shorter cycle times and greater efficiency. Most standard flexible cables are limited to operating speeds of 40 to 60 metres per minute. Above this, the dynamic forces become too great, leading to rapid wear, heating and structural failure.
TRATOSFLEX‑ESDB® is qualified for industry‑leading speeds. For monospiral end‑feed reels, where the cable is wound onto a fixed drum and the equipment moves away, the rating is 300 metres per minute. This is five times faster than conventional products. For centre‑feed reels, where the drum rotates around a stationary centre point and the cable is fed through the axis, the rating is 200 metres per minute. Centre‑feed systems impose additional torsional stress, hence the slightly lower but still exceptional speed capability.
These ratings are not theoretical estimates; they are the result of rigorous qualification testing. The cable is subjected to continuous operation for over 500 hours, completing more than 100,000 reeling cycles at full speed, full tension and full load. Throughout the test, electrical and mechanical performance is continuously monitored. To pass, the cable must show no signs of damage, no change in electrical properties and no measurable degradation. This high‑speed capability is essential for modern mines and ports looking to maximise throughput without investing in larger, slower cable handling systems.
VDE 0250 Part 813 and HD 620 S1 Compliance: Regulatory Pathway and Certification Requirements
In South Africa and across the broader industrial market, compliance with recognised standards is a prerequisite for approval, insurance and safety certification. TRATOSFLEX‑ESDB® is designed, tested and manufactured in strict compliance with VDE 0250 Part 813 and HD 620 S1.
VDE 0250 Part 813 is a German standard specifically dedicated to flexible, reeling medium voltage cables. It is widely regarded as the most demanding specification in the world for this type of product. It defines exactly what materials may be used, how the cable must be constructed, and the minimum performance levels it must achieve in terms of flexibility, mechanical strength, torsion resistance and electrical safety. HD 620 S1 is the European harmonised standard that aligns requirements across the continent and covers the design, testing and marking of medium voltage power cables. Compliance with these standards ensures that the product meets rigorous quality and safety benchmarks.
The certification pathway involves a comprehensive type‑testing programme conducted by independent accredited laboratories such as the VDE Institute. This includes mechanical tests for bending, tension and torsion, electrical tests for voltage withstand and partial discharge, and long‑term ageing tests. Following successful type testing, the manufacturing facility undergoes a factory audit and regular surveillance to ensure ongoing consistency. Once certified, the cable carries the VDE mark, a recognised symbol of quality and safety. For operators in South Africa, this certification simplifies the approval process under the Mine Health and Safety Act and aligns with the requirements of major engineering, procurement and construction companies.
Bend Radius Engineering: Sub‑Metre Flexibility for Confined Spaces
Space is always at a premium in industrial machinery. Reels, guides, sheaves and cable tracks are designed to be as compact as possible to reduce machine size, weight and cost. However, conventional medium‑voltage cables impose significant design constraints because they require large minimum bend radii to avoid internal damage. A standard flexible cable typically needs a bend radius of at least 20 times its overall diameter during movement. For a cable with an outer diameter of 40 mm, that means a minimum radius of 800 mm — nearly a metre — which forces designers to use larger drums, wider guides and heavier supporting structures.
TRATOSFLEX‑ESDB® changes this equation through targeted engineering of every layer to maximise flexibility without sacrificing strength or electrical integrity. The ultra‑fine conductor strands slide freely past one another, reducing internal friction and bending stiffness. The insulation and semiconductive compounds are formulated with low modulus and high elongation, allowing them to deform smoothly around tight curves without creating high stress concentrations. The inner layers act as a flexible cushion, absorbing localised compression and tension forces that occur during bending.
The result is a dynamic minimum bend radius of just 12 times the outer diameter, a 40 percent reduction compared to traditional designs. For that same 40 mm cable, the required radius drops to only 480 mm — well within the sub‑metre range. This allows equipment manufacturers to design more compact, lighter and more efficient systems. It also simplifies installation in existing facilities where space is limited or retrofits are required, removing the need to modify structures or increase clearances. Crucially, this improved flexibility does not come at the expense of performance: even when bent to this tighter radius, the cable maintains its electrical properties, mechanical stability and long‑term durability.
Thermal Load Analysis: 75 °C Continuous Operation at Full Current
Thermal performance is one of the most important factors determining how much power a cable can safely carry and how long it will last. Heat is generated naturally by losses in the conductor and, to a lesser extent, in the insulation and screens. If the temperature rises too high, materials degrade rapidly, leading to accelerated ageing and eventual failure.
TRATOSFLEX‑ESDB® is engineered for continuous operation at a conductor temperature of 75 °C under full load, even when the ambient temperature reaches 40 °C — a condition that represents the worst‑case summer environment in many parts of South Africa. This capability is built on three key design features. First, the conductor design offers lower DC resistance than equivalent‑sized standard cables, reducing heat generation at the source. Second, all polymer layers — insulation, semiconductive compounds and sheaths — are formulated with enhanced thermal conductivity. This allows heat to flow quickly and efficiently from the conductor outwards to the cable surface, where it can dissipate into the surrounding air. Third, the outer sheath is optimised for heat loss, with a surface finish and material properties that promote efficient cooling.
Thermal expansion matching between layers ensures that even as temperatures rise and fall, no gaps form inside the cable. Gaps would act as thermal insulation, trapping heat and causing local overheating. By maintaining intimate contact between all components, the thermal path remains unbroken at all times.
Field measurements taken in South African open‑pit mines during peak summer conditions confirm this performance. With ambient temperatures above 45 °C and full load current applied continuously, the conductor temperature stabilises between 72 °C and 76 °C — well within safe limits. In comparison, traditional cables operating under the same conditions typically reach 85 °C to 92 °C, forcing operators to reduce load by 15 to 20 percent to avoid damage. With TRATOSFLEX‑ESDB®, no derating is necessary, allowing the full capacity of the power system to be used at all times.
TRATOSFLEX‑ESDB® vs Traditional Medium Voltage Cables
Global and Local Deployments: Over 180 High‑Speed Installations
Since its introduction, TRATOSFLEX‑ESDB® has become the preferred choice for high‑speed power distribution systems worldwide. By the end of 2025, more than 187 complete systems had been installed, with approximately 70 percent of these located in Southern Africa — a testament to how well the design matches the region’s unique industrial requirements.
Open‑pit mining accounts for around 65 percent of all installations. Major platinum, iron ore, coal and manganese mining operations in Limpopo, North West and Mpumalanga have standardised on the product for use on electric shovels, draglines, mobile crushers and stacker‑reclaimers. These systems typically operate at voltages between 6/10 kV and 8.7/15 kV, at speeds of 200 to 300 metres per minute, with dynamic tensions up to 10,000 N and 250 to 400 reeling cycles every day. In these applications, the cable has consistently operated for more than six years without replacement, improving equipment availability from an average of 78 percent up to 94 percent and cutting maintenance costs by over 80 percent.
Heavy manufacturing and automation facilities represent about 15 percent of deployments. Steel mills, foundries and automotive plants across South Africa use the cable on automated overhead cranes, ladle transfer cars and continuous production lines. These environments involve frequent start‑stop cycles, twisting movement and exposure to oil, high temperatures and metal dust. Here too, performance has been transformative, eliminating the frequent core breaks and insulation cracking that plagued older solutions and extending service life from 12 months to more than seven years. The built‑in harmonic filtering capability has also been credited with reducing failure rates on motors and variable speed drives by 60 percent.
The remaining 20 percent of installations are found in petrochemical plants, ports and offshore operations. Durban and Cape Town harbour terminals, offshore gas platforms and refineries rely on the cable for mobile substations, temporary power distribution and ship‑to‑shore connections. These locations present challenges including salt spray, high humidity, wide temperature swings and strict explosion‑proof requirements. The TRATOS‑JBA® outer sheath has proven particularly valuable here, resisting over 1,000 hours of salt spray exposure without degradation and meeting the most stringent safety standards. In these demanding environments, the cable has operated reliably for more than five years, compared to an expected lifespan of only 18 months for conventional alternatives.
System Optimisation: Condition Monitoring and Predictive Maintenance
Because TRATOSFLEX‑ESDB® is designed for long life and high reliability, operators have moved away from reactive maintenance strategies toward proactive, condition‑based approaches. A three‑tier monitoring framework has been developed and proven effective across hundreds of installations.
At the first level, real‑time online monitoring is recommended for all high‑speed systems. This involves fitting sensors integrated into the cable structure or mounted on the reel system to measure key parameters continuously. These include conductor temperature using distributed fibre‑optic sensing, semiconductive screen resistance, partial discharge activity, insulation power factor, dynamic tension, twist angle, line speed and cycle count. Data is transmitted to a central control system where algorithms look for trends or sudden changes. Alarm thresholds are set for conditions such as temperatures above 78 °C, screen resistance above 480 Ω, partial discharge levels above 3 pC or tension exceeding 12 kN. This early warning system allows maintenance teams to intervene before a fault occurs, preventing unplanned downtime.
The second level involves periodic offline testing carried out every three months. These inspections include measuring insulation resistance, performing AC voltage withstand tests, re‑checking semiconductive resistance, measuring sheath thickness and checking for signs of external wear or damage. Results are compared against baseline measurements taken at installation to build a performance decay curve. This trend analysis helps predict future behaviour and identifies slow changes that may indicate developing issues.
The third level uses cloud‑based intelligent analytics. Data collected over time is fed into a machine‑learning model that combines load history, environmental conditions and material ageing characteristics to calculate remaining useful life. The model uses semiconductive resistance change rate as a primary indicator; an annual increase greater than 15 percent signals that replacement should be planned, while normal drift is less than 3 percent per year.
Based on these insights, a maintenance schedule is established. High‑speed systems operating above 200 metres per minute undergo a full inspection every six months, while medium‑speed systems are checked annually. This approach reduces maintenance workload by approximately 70 percent compared to traditional time‑based replacement strategies and ensures that cables are replaced only when necessary, maximising their economic value.
Installation Best Practices for High‑Speed Reeling Systems
Even the best‑engineered cable will fail prematurely if installed incorrectly. Through experience gained across more than 180 projects, a set of best practices has been developed that ensures TRATOSFLEX‑ESDB® achieves its full design life and performance potential.
Drum and system design is the foundation of success. The minimum drum diameter should be no less than 12 times the cable’s outer diameter, matching the dynamic bend radius capability. For extended life, a diameter of 15 times is recommended. Grooves should have smooth radii of at least 5 mm, polished and hardened surfaces to minimise friction and abrasion, and a width equal to the cable diameter plus 10 to 15 percent to prevent pinching. The lay‑on system must be a precision spiral or traverse drive, synchronised to within ±2 percent of drum speed to ensure even, gap‑free winding without crossing or stacking.
Tension control is equally important. A constant‑tension system should be used, set to maintain operating load between 40 and 70 percent of the cable’s rated capacity. For example, a cable rated for 7,500 N should operate between 3,000 N and 5,200 N. This range prevents damage from over‑tensioning while ensuring the cable remains tight enough to wind correctly and avoid whipping or slack‑loop formation.
During installation, bend control is critical. No sharp bends should be allowed at any point in the routing, and the minimum radius of 12 times diameter must never be violated. Guide pulleys and sheaves should have diameters no less than 20 times the cable diameter to reduce bending stress further. Twist direction must be matched correctly to the system: for unidirectional drums, a right‑hand‑lay cable should be wound in a right‑hand direction, and vice versa, so that twist is cancelled out rather than accumulated. Centre‑feed bidirectional systems use a balanced construction that eliminates net twist naturally.
Termination and glanding must be done carefully to avoid creating weak points. Clamps should use rubber liners to prevent metal‑to‑cable contact and distribute pressure evenly. Bellmouth entries with spring relief are recommended to absorb shock and vibration at transition points. The outer semiconductive layer must be bonded securely to the earth terminal to maintain screening continuity and safety. It is also important to leave a reserve of 1.5 to 2 full turns of cable on the drum even at maximum payout, as this eliminates peak tension spikes that occur when the cable reaches its limit.
For environmental protection, outdoor or dusty installations should use fully enclosed drum housings with seals. Corrosive or salt‑laden environments require the enhanced TRATOS‑JBA‑OS+ sheath option. Joints should be avoided in high‑speed sections where possible; if necessary, only pre‑moulded flexible joints designed to match the cable’s bend radius and electrical performance should be used.
Commissioning should follow a step‑by‑step process. The system is first run unloaded, increasing speed in stages from 50 m/min up to full speed while monitoring movement, tension and noise. A 24‑hour endurance test at full speed and full load follows, with continuous monitoring of temperature and vibration. Baseline electrical and mechanical data is recorded during this phase to serve as a reference for all future inspections.
Frequently Asked Questions
Q: Can TRATOSFLEX‑ESDB® be used for fixed installation as well as reeling applications?
A: Yes absolutely. The cable is rated for fixed installation between –40 °C and +80 °C as well as dynamic use between –30 °C and +80 °C. Many mining operations use it for both static feeder sections and mobile reeling sections to standardise inventory and simplify maintenance.
Q: What is the difference between TRATOSFLEX‑ESDB® and standard (N)TSCGEWÖU cables?
A: Standard versions use basic EPR insulation, conventional semiconductive layers and standard rubber sheaths. They are limited to speeds around 60 m/min and have much shorter life. TRATOSFLEX‑ESDB® upgrades every component: HEPR‑equivalent insulation, precision‑controlled 200–500 Ω semiconductive layers, anti‑torsion reinforcement and the award‑winning TRATOS‑JBA® sheath. This raises speed capability to 200–300 m/min and extends service life by 8 to 10 times.
Q: Does the cable meet South African safety and mining standards?
A: It fully complies with all relevant SANS standards and meets the requirements of the Mine Health and Safety Act. It carries VDE certification to VDE 0250 Part 813 and HD 620 S1, specifications widely recognised and accepted by all major mining houses and regulatory bodies across Southern Africa.
Q: How do I select the correct voltage class for my system?
A: For systems operating up to 6 kV, choose 3.6/6 kV. The 6/10 kV class is the most common and suits systems from 6.6 kV up to 10 kV. Use 8.7/15 kV for 11 kV to 15 kV networks, and 12/20 kV for 20 kV distribution systems. Always select based on the nominal system voltage and maximum operating voltage.
Q: Can custom sizes or special features be manufactured?
A: Yes. Feichun Cables maintains a flexible engineering and manufacturing capability. Custom conductor cross‑sections, hybrid copper‑aluminium designs, special screening configurations or enhanced environmental protection sheaths can be engineered to meet specific project requirements.
Conclusion
TRATOSFLEX‑ESDB® (N)TSCGEWÖU represents the state of the art in medium‑voltage power distribution for high‑speed dynamic applications. It was developed specifically to solve the unique and severe challenges found in South Africa’s mining, manufacturing, petrochemical and offshore industries, challenges that conventional cables were never designed to survive.
By combining ultra‑flexible conductors engineered beyond standard Class 5, high‑performance HEPR‑equivalent insulation, precision semiconductive screening that filters harmonics and manages electric fields, integrated anti‑torsion reinforcement and the award‑winning TRATOS‑JBA® outer sheath, the design addresses every possible mode of failure. It withstands more than 300 reeling cycles per day, dynamic tensions up to 10.8 kN, extreme temperatures, abrasion, corrosion and electrical pollution.
Field data from over 180 installations confirms its superiority. It runs 3 to 5 times faster, lasts 8 to 10 times longer, reduces failures by over 90 percent and cuts total cost of ownership by approximately 67 percent compared to traditional alternatives. It improves equipment availability, reduces maintenance requirements and enhances power quality across the whole facility.
For engineers, procurement managers and operators in Southern Africa and beyond, TRATOSFLEX‑ESDB® is more than just

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: