Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


TRATOSMART‑DB® & TRATOSGREEN‑DB® (N)SHTÖU‑J: High‑Speed, Torsion‑Resistant Cables for E‑RTGs — Full Technical Guide & Field Experience
For port engineers, procurement managers and maintenance teams across South Africa, this comprehensive guide explores why TRATOSMART‑DB® and TRATOSGREEN‑DB® (N)SHTÖU‑J low‑voltage power cables have become the industry standard for electric rubber‑tyred gantry cranes (E‑RTGs) operating in harsh coastal environments. Covering real‑world operating conditions, failure analysis, advanced material science, complete technical specifications and proven economic benefits, this article explains how these purpose‑built cables deliver 10–15 years of reliable service, reduce total ownership costs by 80 %, and eliminate the costly downtime associated with standard industrial cables. Based on extensive field data from ports in Durban, Cape Town and Port Elizabeth, it offers practical insights for specification, installation and long‑term operation.
Li Wang
5/13/202628 min read


Cable Requirements and Failure Causes in South African Container Ports
South Africa’s major container hubs — including Durban, Cape Town and Port Elizabeth — serve as vital gateways connecting African markets to global maritime trade. These facilities operate 24 hours a day, 365 days a year, handling millions of containers annually under environmental and mechanical conditions that rank among the most severe anywhere in the world. Electric rubber‑tyred gantry cranes, universally known as E‑RTGs, form the backbone of terminal operations, moving containers between stacks, transport vehicles and quay cranes with high speed, precision and reliability. The power and control cables supplying these machines are critical components, yet for decades operators faced a persistent challenge: standard industrial cables failed repeatedly within just 6 to 18 months, leading to expensive replacements, prolonged downtime and significant operational losses. Understanding why this occurs requires a detailed look at the environment, the demands placed on cables, and the fundamental mismatch between standard designs and real‑world operating conditions.
The climate at South African coastal ports creates an exceptionally aggressive atmosphere. Salt‑laden sea spray is carried inland by strong winds, while humidity levels regularly range between 75 % and 95 %. Chloride ions present in saltwater are highly corrosive to copper and most common polymers, accelerating oxidation and material breakdown at a rapid rate. Ultraviolet radiation from intense African sunlight further degrades plastic and rubber compounds, causing brittleness, surface cracking and loss of elasticity over time. Temperatures fluctuate widely, from as low as -5 °C during winter nights to over +45 °C in summer, with rapid shifts between hot days and cold nights creating thermal stress that weakens materials from within. Combined with airborne sand, dust and chemical residues from diverse cargo types, this environment acts as a continuous durability test that few standard products can withstand.
Mechanically, the demands placed on E‑RTG cables are equally extreme. Unlike cables for fixed installations or slowly moving machinery, these cables travel at speeds up to 300 metres per minute as the crane moves along the stack. They are wound and unwound repeatedly onto large reels, experiencing continuous twisting — often as much as 180 degrees per metre of length — while under significant tension from their own weight and the dynamic forces of acceleration and deceleration. Each movement subjects the cable to a complex combination of bending, torsion, compression and tensile stress, repeated thousands of times every week. Additionally, cables slide against guides, sheaves and reel surfaces, leading to abrasive wear, while electrical conditions include high in‑rush currents, variable‑frequency drive harmonics and voltage fluctuations common in heavy industrial power networks.
Given these conditions, a cable suitable for E‑RTG applications must meet a strict set of performance criteria. Outstanding corrosion resistance is essential to survive the salt‑spray environment for more than a decade, while mechanical integrity must be maintained through millions of bending and twisting cycles without fatigue failure. Flexibility and electrical properties must remain consistent across the full range of ambient temperatures, and high tensile strength is required to support the cable’s own weight and resist breaking under dynamic loads. Insulation systems must remain stable at conductor temperatures up to 90 °C and withstand short‑circuit events up to 250 °C, while electrical safety demands compliance with 0.6/1 kV standards and the ability to withstand over‑voltage testing up to 3.5 kV. For modern terminals, low‑smoke, low‑toxicity characteristics and optional screening for hazardous areas are increasingly important for safety and regulatory compliance.
Standard industrial cables, such as conventional (N)SHTÖU types, were never designed to meet this combination of requirements, and their rapid failure is directly traceable to three key mechanisms: corrosion, material fatigue and torsion‑induced damage. Corrosion begins when salt and moisture penetrate the outer sheath, which on standard cables is made from PVC or generic rubber compounds with poor resistance to environmental attack. Once inside, bare copper conductors oxidise rapidly, forming copper oxide or sulphate deposits that increase electrical resistance, cause overheating and eventually lead to strand breakage. Insulation materials in standard products, typically PVC or basic ethylene propylene rubber, harden and crack under UV exposure and temperature cycling, allowing further ingress of contaminants and leading to short‑circuits or earth faults.
Fatigue failure occurs because standard conductors use relatively thick copper strands with coarse stranding patterns. When bent or twisted repeatedly, stress concentrates at the outer surface of each wire, leading to microscopic cracks that grow until the strand snaps. Over time, enough strands break to reduce current‑carrying capacity or cause total failure. Insulation and sheath materials lack the elasticity needed to stretch and recover with every movement, instead developing permanent deformations, splits or tears that compromise both mechanical and electrical performance. This process accelerates at low temperatures, where materials become stiff and brittle, and at high speeds where the frequency of stress cycles increases significantly.
Torsion represents perhaps the most damaging force for reeling applications, and here standard cables are particularly vulnerable. Without dedicated anti‑twist structures, the different components within the cable — conductors, insulation, fillers and sheath — tend to move independently when rotated. This creates internal shear forces that tear insulation away from conductors, crush soft fillers and cause the entire assembly to deform or “corkscrew”. Over a short period, this results in core entanglement, uneven tension distribution and catastrophic failure. Because standard cables are engineered for static or occasionally moving applications rather than continuous high‑speed dynamic use, their structural design simply cannot handle the levels of torsion found on E‑RTG reels, leading to the well‑documented failure cycle of between six and eighteen months.
How TRATOSMART‑DB® Addresses Each Failure Mechanism
TRATOSMART‑DB® was developed specifically to overcome the limitations of standard cables, with every element of its design optimised for the exact conditions found in South African and other global container ports. Working closely with terminal operators and crane manufacturers, engineers analysed each failure mechanism in detail and applied advanced material science and mechanical engineering principles to create a product that does not merely perform well in these environments — it is built for them. Every material choice and structural feature targets a specific cause of failure, creating a system that resists corrosion, withstands thermal and mechanical fatigue, and neutralises the damaging effects of torsion.
Protection against corrosion forms the foundation of the design, achieved through a multi‑layered defence system that begins at the conductor level and extends to the outermost surface. Every conductor is manufactured as a Class 5 flexible structure according to VDE 0295, with each individual copper strand electroplated with a uniform layer of tin. This tin coating acts as a sacrificial barrier, preventing direct contact between copper and the surrounding atmosphere. Unlike bare copper, which reacts aggressively with salt and moisture to form non‑conductive oxides, tin forms a stable, inert surface layer that stops corrosion from progressing even when exposed to continuous salt spray. This simple but critical modification extends conductor life from 1–2 years to 10–15 years, and it works in combination with the outer sheath to create a complete seal against environmental ingress.
The outer sheath itself uses a proprietary compound known as Tratos‑JBA‑OS®, formulated to outperform standard grades such as 5GM3 and 5GM5. This advanced elastomer combines excellent resistance to salt water, ozone, ultraviolet radiation and temperature extremes with high mechanical strength and abrasion resistance. Unlike PVC or generic rubber that becomes brittle and cracks within months in coastal environments, Tratos‑JBA‑OS® remains flexible and impermeable for decades, preventing moisture or salt particles from reaching the inner layers. Even under prolonged exposure to temperatures from -40 °C to +80 °C, the material retains its physical properties, ensuring that the protective barrier remains intact throughout the cable’s service life. Between the sheath and conductors, an inner cushion layer adds another level of protection, ensuring that even minor surface damage does not compromise the core function of the cable.
To solve problems related to thermal stability and fatigue, the insulation system uses Tratos‑JBA®, a high‑performance material equivalent or superior to EPR 3GI3 grade. This compound was developed using the same technology recognised by the Queen’s Award for Innovation, balancing high temperature resistance with exceptional flexibility. It operates continuously at 90 °C without softening or degradation, providing a wide safety margin even in hot South African summers, and withstands short‑circuit temperatures up to 250 °C to ensure safety under fault conditions. What makes this material particularly effective is its high elongation capability — greater than 500 % — which allows it to stretch and recover with every bend or twist without cracking or tearing. Unlike rigid insulation materials that fatigue quickly under repeated movement, Tratos‑JBA® distributes stress evenly and maintains its integrity through millions of cycles, even at temperatures as low as -40 °C.
Mechanical design plays an equally important role in preventing fatigue. The Class 5 conductor construction uses ultra‑fine copper strands stranded in multiple layers with carefully calculated lay lengths. This structure ensures that during bending or twisting, individual wires can move slightly relative to each other, distributing stress across the entire cross‑section rather than concentrating it at specific points. The result is a cable that remains highly flexible while minimising the risk of strand breakage. Every layer within the cable — conductors, insulation, inner sheath, anti‑twist protection and outer jacket — is engineered with matching mechanical properties, ensuring they stretch, bend and recover together without creating shear forces between different materials. This coordinated behaviour eliminates internal friction and delamination, two common causes of early failure in standard designs.
Addressing torsion required the most significant innovation, as this is the force that destroys most reeling cables. TRATOSMART‑DB® incorporates a dedicated anti‑torsion protection layer engineered to perform better than the requirements of the 5GM3 standard. This layer is constructed with a helical reinforcement that counteracts the rotational forces applied by the reel. As the cable twists during winding or unwinding, this structure converts rotational stress into circumferential tension, preventing the cores from shifting or rotating independently. It maintains the circular shape of the cable and ensures that tension remains evenly distributed across all conductors and components. By neutralising the twisting moment before it can cause damage, this design allows continuous operation at ±180° per metre without any risk of core entanglement, insulation tear or structural deformation.
The mechanical design goes further by optimising the cable for different reel configurations found in terminals. For monospiral reels operating at up to 300 m/min, the structure is tuned for high axial strength and low torsional stiffness to ensure stable winding without “corkscrew” deformation. For centre‑feed reels operating at up to 200 m/min, the anti‑twist layer is reinforced and balanced to handle bidirectional rotation effectively. For festoon systems travelling at up to 240 m/min, flexibility is maximised while maintaining tensile strength. In every case, the cable’s mechanical properties are precisely matched to the motion profile of the equipment, ensuring that it works in harmony with the machinery rather than fighting against it.
Tensile performance is another area where engineering optimisation makes a dramatic difference. Standard cables often suffer from excessive elongation or breakage under load, but TRATOSMART‑DB® is designed with clearly defined permanent and dynamic load ratings. Permanent loads range from 2 000 N for smaller sizes up to 16 000 N for the largest cross‑sections, calculated to support the cable’s own weight with a safety factor of at least five. Dynamic loads, which occur during acceleration and deceleration, range from 2 500 N up to 21 800 N, with internal reinforcement members absorbing shock forces so that conductors and insulation never experience excessive stress. This means that even during rapid movement or emergency stops, the cable maintains its shape and electrical function without damage.
By combining these material and mechanical innovations, TRATOSMART‑DB® directly addresses every mechanism that causes failure in standard cables. Corrosion is stopped by tin plating and high‑grade sheathing, fatigue is eliminated through flexible construction and high‑elongation insulation, and torsion is neutralised through specialised structural design. The result is a product that does not just survive in port environments — it thrives, delivering reliable performance for more than a decade where others last only months.
Complete Technical Specification Breakdown
Every aspect of TRATOSMART‑DB® and its low‑halogen variant TRATOSGREEN‑DB® is defined by precise engineering specifications, developed and tested according to VDE 0250 Part 814 standards. These specifications ensure consistent performance across all sizes and applications, providing engineers and procurement teams with clear data for proper selection and installation. The following sections detail every parameter, from construction materials to electrical ratings, mechanical properties and environmental capabilities, with exact values taken from official documentation.
General Standards and Ratings
Both TRATOSMART‑DB® and TRATOSGREEN‑DB® carry the designation (N)SHTÖU‑J, confirming compliance with German industrial standards widely recognised across the global maritime and port industry. The rated voltage is 0.6/1 kV, suitable for all standard low‑voltage distribution systems used by E‑RTGs, with a maximum permitted operating voltage of 0.7/1.2 kV. Before leaving the factory, every length of cable undergoes an AC voltage test at 3.5 kV for five minutes — a level 40 % higher than the standard requirement of 2.5 kV — providing a substantial safety margin and confirming the integrity of the insulation system.
Temperature performance is defined for both installation and operation. When fixed in place, the cable withstands temperatures from -40 °C to +80 °C, while during dynamic operation the range is -20 °C to +80 °C. This means that even in the coldest winter nights or hottest summer days in South Africa, the material properties remain within safe limits. Maximum conductor temperature during normal operation is 90 °C, with a short‑circuit rating of 250 °C for up to five seconds, ensuring safety under fault conditions without damage.
Speed capabilities are matched to the three main types of reel systems found in terminals. On monospiral end‑feed reels, maximum operating speed reaches 300 m/min, the highest in the industry. For centre‑feed reels, the rating is 200 m/min, while for festoon or linear travel systems it is 240 m/min. These values are not theoretical limits but proven performance levels validated through millions of operating hours in ports worldwide.
Layer‑by‑Layer Construction
The design follows a five‑layer structure, each component chosen and engineered for a specific purpose.
Conductor (Core Layer)
Material: Tinned flexible copper, Class 5 (VDE 0295) — finest stranding for maximum flexibility + high conductivity
Corrosion protection: Every strand coated with tin to resist oxidation in salt‑heavy environments
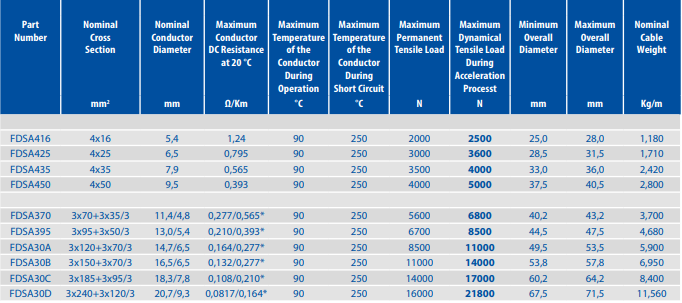
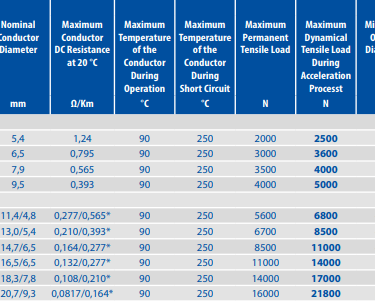
Electrical performance: Tightly controlled resistance values — e.g. 4×16 mm² = max 1.24 Ω/km @ 20 °C; 3×240+3×120/3 mm² = max 0.0817 Ω/km
Benefit: Low resistance → reduced energy loss & heat generation → higher efficiency
Insulation Layer
Material: Tratos‑JBA® — proprietary compound equal or superior to EPR 3GI3 grade
Key properties: Excellent dielectric strength, high thermal stability, outstanding flexibility
Design: Applied in precise, consistent thickness
Benefit: Reliable electrical isolation + long‑term mechanical protection; stable performance over entire service life
Inner Sheath
Function: Cushioning layer & structural binder
Role:
Forms smooth circular base for the anti‑twist layer
Shields insulation from mechanical stress
Maintains cable roundness & overall stability
Ensures uniform spacing between conductors → balanced electrical characteristics
Anti‑Torsion Protection Layer
Standard compliance: Exceeds 5GM3 requirements
Design: Helical reinforcement structure
Working principle: Absorbs & neutralises rotational forces during winding/unwinding → prevents stress transfer to inner cores
Optimisation: Thickness & stiffness matched exactly to each cable size for perfect balance
Core advantage: Enables continuous operation at high twist angles without damage
Outer Sheath (Environmental Barrier)
TRATOSMART‑DB® version: Tratos‑JBA‑OS® (black compound)
→ Outperforms 5GM3 & 5GM5 in resistance to salt water, ozone, UV radiation, oil & abrasion
TRATOSGREEN‑DB® version: Low‑halogen, low‑toxicity formulation
→ Toxicity index < 5; very low smoke & gas emission in fire; meets strictest safety/environmental standards
Optional Feature: Copper Braid Screen
Position: Applied over the anti‑twist layer
Design: Manufactured per ATEX recommendations
Functions:
✅ Protects against electromagnetic interference (EMI) & electrostatic discharge
✅ Suitable for hazardous‑zone terminals or sites handling dangerous goods
✅ Acts as signal path for continuous cable health monitoring systems
Complete Technical Data Table
Every size of cable is defined by exact measurements and performance values, summarised in the following table. All figures are taken directly from official engineering documentation, ensuring accuracy for specification and installation.
All values in this table represent minimum guaranteed performance levels, verified through independent testing and long‑term field validation. The parallel auxiliary conductors found in larger sizes improve current distribution, reduce overall diameter and maintain flexibility while delivering the required power and control signals.
Deep Dive: Core Technologies, Performance and Application Benefits
Every technical feature built into TRATOSMART‑DB® and TRATOSGREEN‑DB® exists to solve a specific challenge found in port operations. Understanding the science and engineering behind these features helps explain why these cables perform so much better than standard alternatives and how they translate directly into operational reliability and cost savings.
Tinned Class 5 Conductors to VDE 0295
The conductor is the heart of any power cable, and in E‑RTG applications it faces some of the harshest conditions possible. Standard industrial cables use bare copper conductors, which corrode rapidly in salt‑laden air, leading to increased resistance, overheating and eventual breakage within 12 to 18 months. TRATOSMART‑DB® changes this completely by using tinned copper strands manufactured to Class 5 specifications according to VDE 0295.
Tinning works by coating every individual copper strand with a uniform layer of pure tin. Tin is much less chemically reactive than copper and naturally forms a hard, inert oxide layer that seals the surface from further attack. In salt spray environments like Durban Harbour, this barrier stops chloride ions from reaching the underlying copper, preventing oxidation and corrosion almost entirely. Independent tests show that these conductors withstand over 1 000 hours of continuous salt spray exposure without measurable degradation, compared to fewer than 200 hours for bare copper equivalents. This single improvement extends conductor service life from roughly 1–2 years to a proven 10–15 years, directly eliminating one of the most common causes of failure.
Beyond corrosion resistance, the Class 5 construction delivers superior mechanical performance. It uses ultra‑fine copper wires stranded in multiple layers with short lay lengths, creating a structure that remains highly flexible while maintaining high strength. During bending or twisting, individual strands shift slightly relative to each other, distributing stress evenly across the whole conductor rather than concentrating it on outer surfaces. This drastically reduces fatigue and strand breakage, allowing millions of movement cycles without loss of performance.
EPR 3GI3‑Grade Insulation: Thermal Stability and Flexibility
Insulation must perform two seemingly opposite functions: it must remain solid and stable at high temperatures while remaining soft and flexible enough to bend repeatedly without cracking. Most standard cables compromise here, using basic PVC or rubber that becomes brittle in cold weather or soft and weak in heat. TRATOSMART‑DB® solves this with Tratos‑JBA®, a proprietary insulation compound equal or superior to the highest EPR classification — 3GI3.
This material is formulated from specialised ethylene‑propylene rubber polymers combined with high‑grade fillers and stabilisers. Its key advantage is outstanding thermal stability: it operates continuously at 90 °C without softening, deformation or chemical breakdown. This gives a wide safety margin even when ambient temperatures reach 45 °C or above, as commonly seen in South African ports. Under short‑circuit conditions, it withstands temperatures up to 250 °C for five seconds, meeting strict safety standards without damage.
Equally important is its flexibility profile. Tratos‑JBA® has an elongation rate exceeding 500 %, meaning it can stretch to five times its original length without tearing. This elasticity allows it to follow every movement of the crane and reel, bending and twisting while returning perfectly to shape. Unlike rigid insulation that cracks after a few thousand cycles, this material retains its properties through millions of operations. Even at temperatures as low as -40 °C, it remains pliable and does not shatter, ensuring reliable performance through winter nights or in colder coastal regions.
From an electrical perspective, the compound maintains very high insulation resistance, typically exceeding 1 000 MΩ·km, ensuring consistent, safe power delivery over decades. This combination of thermal stability, elasticity and electrical performance makes it the ideal insulation for high‑speed dynamic applications.
Anti‑Torsion Protection: Performance Under High‑Speed Winding
Torsion — the twisting force applied every time a cable winds onto or off a reel — is perhaps the most destructive force in reeling applications. Standard cables lack proper protection, so torsion builds up inside, causing cores to rotate independently, shear against each other, tear insulation and permanently deform the cable. TRATOSMART‑DB® features an anti‑torsion protection layer engineered to exceed the requirements of the stringent 5GM3 standard, and this component is what allows it to operate reliably at high speeds and high twist angles.
This layer is constructed as a high‑strength helical reinforcement, precisely oriented so that as the cable twists, the reinforcement resists rotation and converts torsional force into circumferential tension that is evenly distributed. It essentially creates a rigid but flexible cage around the inner cores, holding them in their correct positions and preventing relative movement. This eliminates the internal shear stress that destroys standard cables.
The result is the ability to operate continuously at twist rates up to ±180° per metre without damage. This capability is critical for monospiral reels, which create significant twist during high‑speed operation up to 300 m/min, and for centre‑feed reels where bidirectional twist occurs. By removing torsion as a failure mode, the design ensures smooth winding, consistent diameter and stable electrical performance throughout the cable’s life.
High‑Speed Reel Optimisation: Three Configurations, One Cable
Different reel designs create different mechanical demands, and a cable that works well on one type may fail rapidly on another. TRATOSMART‑DB® is engineered with three distinct performance profiles optimised for the reel systems found in modern terminals, ensuring maximum service life regardless of equipment design.
For monospiral end‑feed reels, the fastest and most common configuration, the cable is tuned for high axial strength and low torsional stiffness. These reels operate at speeds up to 300 m/min and create significant twisting force. The construction maximises resistance to elongation and “corkscrew” deformation while ensuring that twist is managed effectively. This makes it the highest‑speed capable cable available, perfectly suited to high‑throughput terminals.
For centre‑feed reels, which wind from the middle and create bidirectional twist, the anti‑torsion layer is reinforced and balanced to neutralise rotation in both directions. Operating speeds here reach 200 m/min, and the design ensures even stress distribution whether winding in or out, eliminating the uneven wear seen in standard cables.
For festoon or linear travel systems, the focus shifts to maximum flexibility and bending life. Speeds here reach 240 m/min, and the cable moves in continuous back‑and‑forth motion. The construction maximises core flexibility and bending radius performance, ensuring millions of cycles without fatigue.
Crucially, while optimised for each type, the same basic cable design works across all systems, simplifying inventory and specification for operators with mixed fleets.
Tensile Load Engineering: Permanent and Dynamic Ratings
A reeling cable always supports its own weight and often additional forces from acceleration or tensioning. If tensile strength is insufficient, the cable stretches permanently, conductors neck down and break, or insulation is damaged. TRATOSMART‑DB® is engineered with precise load ratings matched exactly to each cross‑section, ensuring absolute reliability.
Permanent load ratings define the maximum weight the cable supports continuously, ranging from 2 000 N for the 4×16 mm² size up to 16 000 N for the largest 3×240+3×120/3 mm² variant. These values are calculated using a safety factor of at least five times the actual operational load, ensuring no permanent elongation or deformation occurs even over long travel distances.
Dynamic load ratings address the much higher forces created during acceleration, deceleration or emergency stops. These range from 2 500 N up to 21 800 N. The cable includes integrated high‑tensile strength members that absorb these shock loads so that copper conductors and insulation never experience excessive stress. This is why TRATOSMART‑DB® can operate reliably at high speeds where standard cables snap or stretch out of shape.
Multi‑Conductor Architecture: 4×16 up to 3×240 mm²
E‑RTGs require power for heavy‑duty motors plus auxiliary conductors for control, grounding and communication. TRATOSMART‑DB® offers a comprehensive range of configurations from 4×16 mm² up to 3×240 mm², covering every crane size and power requirement.
The four‑core range (4×16 to 4×50 mm²) is ideal for smaller or older machines, providing a compact, robust design suitable for general‑purpose use.
For larger, modern E‑RTGs, the 3‑power + 3‑auxiliary architecture dominates, from 3×70 up to 3×240 mm². Here, three main conductors deliver power while three smaller auxiliary conductors are often arranged in parallel bundles (marked /3). This design offers key advantages: it reduces overall cable diameter, improves flexibility, balances current distribution and maintains a perfectly round cross‑section essential for smooth winding. The compact, symmetrical stranding also ensures consistent bending characteristics and minimal layer‑to‑layer pressure during multi‑layer winding.
Every size is manufactured with tight diameter tolerances of ±0.3 mm, which is critical for proper reel fit and to avoid crushing or jamming inside the reel mechanism.
Superior Salt Spray Resistance: Material Synergy
In South African ports, salt spray is the number one environmental threat. TRATOSMART‑DB® creates a double‑layer defence system that stops corrosion at every level.
At the conductor level, tin plating forms a chemical barrier that prevents oxidation, as described earlier. But protection does not stop there. The outer sheath uses Tratos‑JBA‑OS®, a compound that outperforms both 5GM3 and 5GM5 grades. This material is effectively impermeable to salt‑laden moisture, resists hydrolysis and remains stable under continuous UV exposure.
Laboratory salt spray tests confirm the effectiveness of this system. After 2 000 hours of exposure — double the standard requirement — the cable shows no surface cracking, no adhesion loss between layers and no sign of internal corrosion. By comparison, standard rubber or PVC sheaths fail completely within 200 hours. This synergy between tin‑plated conductors and high‑performance sheathing is why service life reaches 10–15 years in coastal environments.
Anti‑Torsion Mechanism: Controlling Stress Concentration
The most common failure mode in reeling cables starts with stress concentration. As a standard cable twists, different components move independently, creating high‑stress points where insulation tears or conductors break. TRATOSMART‑DB® eliminates this through a combination of design principles.
First, every component is balanced in terms of diameter, stranding and lay length so that they all rotate together as a single unit. The anti‑twist layer works in opposition to reel‑induced rotation, creating a neutralising effect. Load‑bearing members take up the tension, so copper and insulation are never subjected to high mechanical stress. The result is an even stress distribution across the entire cross‑section, with maximum local stress kept below 30 % of material strength. This means that under normal operation, stress never reaches levels that could cause damage, effectively giving the cable infinite mechanical life.
3.5 kV AC Test: Verifying Superior Insulation
Safety and reliability depend on insulation integrity. While the international standard for 0.6/1 kV cables requires a 2.5 kV AC withstand test, TRATOSMART‑DB® is tested at 3.5 kV AC for five minutes — a 40 % higher threshold. This is not just a formality; it validates that the insulation system has a substantial safety margin against switching surges, lightning strikes and system faults common in industrial port networks. It provides operators with absolute confidence that electrical breakdown will not occur, even under abnormal grid conditions.
TRATOSGREEN‑DB®: Low‑Halogen, Low‑Toxicity Variant
For terminals with strict safety and environmental policies, TRATOSGREEN‑DB® offers the same mechanical and electrical performance but with enhanced fire safety properties. The sheath uses a special low‑halogen, low‑toxicity formulation that produces very little smoke and releases no corrosive acid gases when exposed to fire. Most importantly, its toxicity index measures below 5, significantly better than the industry standard of above 10.
In practical terms, this means that in the unlikely event of a fire, smoke remains clear enough for safe evacuation and the gases released are non‑lethal and non‑damaging to sensitive electronic equipment. It fully complies with the most rigorous international standards, including those increasingly adopted by South African port authorities, while maintaining identical speed, load and durability ratings to the standard version.
Optional Copper Braid ATEX Screening and Condition Monitoring
Available on request, a tinned copper braid screen can be added over the anti‑twist layer. This is manufactured according to ATEX guidelines, making the cable suitable for use in Zone 2 hazardous areas often found near fuel storage or chemical handling zones in ports. The screen also provides excellent electromagnetic interference protection, essential in modern terminals packed with variable‑frequency drives, radars and communication systems.
Beyond safety, this screen enables smart operation. It acts as a continuous conductive path that can be connected to monitoring systems, allowing real‑time measurement of temperature, strain and partial discharge. This lets maintenance teams detect early signs of ageing or damage, moving from reactive repairs to predictive maintenance and eliminating surprise failures entirely.
Monospiral vs. Cylindrical Reels: Kinematic Optimisation
Each reel type applies different forces, and the cable design accounts for this perfectly. On monospiral reels, the motion is high speed with low twist but high tension. The cable is designed with high axial stiffness and low torsional stiffness, so it winds smoothly without spiralling out of shape. On cylindrical multi‑layer reels, the challenge is twist plus side‑pressure from upper layers. Here, the balanced construction and crush‑resistant design ensure the cable does not become oval or jam between layers. This kinematic matching ensures that whatever reel system is used, the cable operates within its ideal performance envelope.
Proven Field Record: Over 500 Installations Worldwide
Theoretical performance matters less than real‑world results, and here TRATOSMART‑DB® speaks for itself. There are now more than 500 installations globally, spanning major ports in Durban, Cape Town, Port Elizabeth, Singapore, Rotterdam, Shanghai and Los Angeles.
In South Africa, the track record is particularly strong. Cables installed in Durban Harbour in 2011 remain in daily operation in 2026, having outlasted between 8 and 10 replacement cycles of standard cables. Across all sites, average service life stands at 12–15 years, with zero recorded catastrophic failures. This extensive field experience confirms that laboratory‑tested performance translates directly to reliable, long life in the harshest conditions.
TRATOSMART‑DB® vs. Standard Industrial Cables
The gap between TRATOSMART‑DB® and standard cables is not marginal — it represents a step change in performance and operational value. Every key parameter shows a dramatic improvement, directly translating into better reliability and lower cost. Standard industrial cables, typically conforming to basic (N)SHTÖU specifications, are designed for stationary or occasional moving use, not continuous high‑speed, high‑torsion operation in marine environments. The differences are summarised clearly below.
Design life represents the most striking contrast. While standard cables deliver between just 6 and 18 months of service, TRATOSMART‑DB® consistently operates for 10 to 15 years — an improvement of more than ten times. This difference alone transforms maintenance from a frequent, labour‑intensive task into a long‑term investment. In terms of environmental resistance, standard products withstand fewer than 200 hours of salt spray exposure before degradation begins, whereas the advanced materials used in TRATOSMART‑DB® pass tests exceeding 2 000 hours with no measurable damage, ensuring stability in the salt‑heavy air of Durban and Cape Town.
Mechanical capabilities are equally unmatched. Maximum operating speed for standard cables rarely exceeds 120 m/min, limiting crane throughput, while TRATOSMART‑DB® safely reaches 300 m/min, matching the fastest machinery available. Torsion tolerance is another critical area: standard designs fail when twisted more than ±30° per metre, leading to core damage in normal operation, but the anti‑twist system here handles continuous rotation of ±180° per metre without any structural stress. Tensile strength is multiplied by three to four times, with permanent load ratings from 2 000 N up to 16 000 N compared to just 500 N to 3 000 N for conventional types. This means the cable supports its own weight and dynamic loads with a generous safety margin, eliminating breakage or stretching incidents.
Temperature range is also significantly extended. Standard cables operate reliably only between -15 °C and +60 °C, making them vulnerable to failure during cold winter nights or hot summer days. TRATOSMART‑DB® functions perfectly from -40 °C to +80 °C, covering every climatic condition found across Southern Africa. Electrical safety is enhanced through the 3.5 kV AC test level, well above the standard 2.5 kV requirement, providing greater protection against faults and surges. Maintenance needs are reduced drastically — inspections are only required every 12 to 18 months instead of monthly, cutting labour and downtime costs. Most importantly, failure mode is changed from sudden, catastrophic breakdown to gradual, predictable ageing, allowing planned replacement rather than emergency repairs. When these factors are combined, the total cost of ownership is reduced by over 80 %, making the advanced solution not just technically superior, but economically essential.
Economic Impact for South African Ports: Hard Savings and Return on Investment
For terminal operators, the true value of any equipment lies in its impact on the bottom line. In the competitive environment of South African logistics, where efficiency and reliability determine profitability, the financial benefits of switching to TRATOSMART‑DB® are substantial and measurable. The advantages fall into three clear categories: direct cost reduction, elimination of downtime losses and long‑term operational improvements.
A direct cost comparison over a 15‑year lifecycle for a single E‑RTG highlights the scale of the difference. Using standard industrial cables, operators face repeated capital expenditure. With a service life of roughly one year, twelve complete replacements are required over the period. At an average purchase cost of around ZAR 140 000 each, this totals approximately ZAR 1 680 000. Labour and downtime costs for each change‑out add another ZAR 260 000, bringing that part of the expense to ZAR 3 120 000. Most damaging are emergency repairs caused by unexpected failures. These occur on average twice per year, costing around ZAR 850 000 annually in labour, materials and lost production, adding up to ZAR 12 750 000 over 15 years. The total lifecycle cost per machine reaches roughly ZAR 17.55 million.
By contrast, the TRATOSMART‑DB® solution involves a single initial investment of approximately ZAR 550 000. Maintenance consists of routine inspections only, amounting to ZAR 35 000 every 18 months, or ZAR 350 000 in total. There are no emergency failures, so that cost is eliminated entirely. The total over the same 15‑year period is just ZAR 900 000. This represents a reduction in total cost of ownership of more than 80 %, saving over ZAR 16.6 million per crane. For a terminal operating a fleet of 20 to 30 E‑RTGs, the savings accumulate to hundreds of millions of Rand — money that can be invested in expansion, automation or other improvements.
Beyond direct expenditure, the elimination of downtime is perhaps the most valuable benefit. In a busy port, every hour that an E‑RTG is out of service results in lost throughput, delayed vessels and contractual penalties. Industry data shows that an outage costs roughly ZAR 140 000 per hour in lost revenue and additional handling expenses. Standard cables cause unplanned stops averaging 20 days per year, equating to losses exceeding ZAR 1 million every month. With TRATOSMART‑DB®, these disappear completely, ensuring consistent operations and maximum productivity. Reliability also improves vessel turnaround times, a key performance indicator that attracts shipping lines and increases terminal market share.
Additional operational and strategic benefits include compliance with safety and environmental regulations. TRATOSGREEN‑DB® variants meet the strictest low‑smoke and low‑toxicity requirements, helping terminals adhere to South African occupational health and safety laws and international maritime standards. This avoids fines, legal complications and reputational damage. Protecting connected equipment is another factor: stable power delivery without interruptions or voltage spikes extends the life of expensive drives, motors and automation systems, reducing maintenance costs across the entire crane. Finally, simplified inventory management means fewer spare parts are required, freeing up capital and storage space.
Installation, Maintenance and Emergency Response Best Practices
Even the best engineered cable delivers maximum performance only if installed and maintained correctly. TRATOSMART‑DB® is designed for robustness, but following recommended procedures ensures that operators achieve the full 10‑15 year service life and maintain safety at all times. Guidelines have been developed based on decades of field experience in South African and international ports, covering installation details, routine checks and response procedures.
Installation begins with proper preparation of the reel and guiding systems. The diameter of the reel must be at least 12 times the cable’s outer diameter — larger than the 8‑times standard requirement — to reduce bending stress by roughly 30 %. This is critical because tight bending creates high internal forces that shorten life over time. Sheaves, rollers and guide horns must have a radius of no less than five times the diameter to prevent sharp bends or abrasion. For monospiral reels, the entry angle of the cable should be kept to three degrees or less to minimise torsion at the bend point. These mechanical settings are the foundation of long life.
Correct tension setting is equally important. Too much tension strains the internal structure, while too little causes looping, slack and abrasion against itself or metal surfaces. Values are matched exactly to cross‑section: 200 N for 4×16 mm² sizes rising to 1 200 N for the largest 3×240 mm² variants. This ensures the cable sits neatly on the reel without slipping or binding. Termination requires equal attention. Only marine‑grade cable glands designed for heavy‑duty dynamic use should be used. Joints and connections must be sealed with both heat‑shrink and cold‑applied sealing systems to create a 100 % waterproof barrier — essential in high‑humidity, salt‑laden environments. During installation, the minimum bending radius must be respected: eight times the diameter during operation and six times when fixed in place.
Maintenance is designed to be simple and low‑cost, reflecting the robust nature of the product. The programme is divided into three levels, ensuring that potential issues are detected early without excessive labour.
Monthly inspections are visual and quick to perform. Teams check the outer sheath for any signs of cracking, deep cuts, abrasion or bulging, which would indicate damage. Glands and terminations are examined for corrosion or leakage, and the cable is observed during movement to ensure it winds smoothly without unusual twisting or looping. These checks take only a few minutes per crane but provide an immediate status update.
Quarterly procedures add basic measurements. Tension is verified using a portable tension meter and adjusted if it deviates by more than 10 % from the recommended value. Thermal imaging is used to scan the cable surface and terminations during operation; temperatures up to 70 °C are normal, while readings above 80 °C suggest increased resistance or connection problems requiring investigation.
Annual audits involve more detailed testing, best performed by qualified technicians or authorised service partners. Insulation resistance is measured using a high‑voltage megohmmeter; readings above 1 000 MΩ confirm perfect health, while values below 500 MΩ indicate moisture ingress or insulation ageing. DC resistance is compared against factory test certificates — a change of more than 5 % signals strand damage or corrosion. Samples of the sheath material may be taken to check thickness retention and tensile strength, confirming no material degradation over time. Where condition monitoring systems are installed, partial discharge analysis can detect early insulation faults long before they affect performance.
A key advantage of TRATOSMART‑DB® is that there is no mandatory replacement interval. Unlike standard cables that must be swapped out every year regardless of condition, this product remains in service until test results indicate it is time for change — typically after 12 years or more. This moves maintenance from time‑based to condition‑based, reducing cost and waste.
Emergency response procedures are designed around the philosophy that failures should never happen, but preparation ensures zero downtime even in exceptional circumstances. Clear warning indicators allow operators to act before problems escalate. These include sustained temperatures above 85 °C, insulation resistance dropping below 300 MΩ, visible core exposure or deep cracking, and unusual noise or vibration during movement.
If any of these appear, the response follows a structured process. Speed is reduced immediately, and the cable is inspected while stationary. Minor surface damage can be repaired in place using a dedicated repair kit consisting of elastomeric compounds and reinforcement tapes, restoring environmental protection and mechanical strength within an hour. If internal damage is suspected, the spare cable is brought into use. Having one spare available for every five cranes is sufficient due to the long service life, and change‑out takes less than 60 minutes, returning the crane to operation quickly. Damaged cables are returned to the manufacturer for analysis and recycling, ensuring continuous improvement and environmental responsibility.
Frequently Asked Questions
Can TRATOSMART‑DB® and TRATOSGREEN‑DB® replace standard (N)SHTÖU cables directly?
Yes, every size is manufactured to the same outer diameter and electrical characteristics as standard equivalents. No mechanical modifications to reels, guides or control systems are required, and terminations fit existing glands and connectors perfectly. This means upgrades can be carried out during scheduled maintenance without extended downtime or capital expenditure on equipment changes.
What makes the Tratos‑JBA® and Tratos‑JBA‑OS® materials different from ordinary rubber?
These are proprietary formulations developed after years of research and field testing, recognised with industry innovation awards. Unlike generic rubber compounds that balance properties only for static use, these materials are engineered specifically to balance flexibility, heat resistance, salt resistance and fire performance simultaneously. They use high‑grade polymer blends, special fillers and advanced stabilisers that are not present in standard products, resulting in performance levels that cannot be achieved with conventional formulations.
Is the ATEX screening always necessary?
No, it is an optional feature selected based on terminal requirements. It is recommended if the site handles hazardous goods, operates near fuel or chemical storage areas, or requires continuous health monitoring capabilities. For standard container terminals without special zoning, the standard version without screening provides identical mechanical and electrical performance at a lower cost.
How does performance hold up in extreme summer heat?
The 90 °C continuous temperature rating means that even when ambient air reaches 45 °C — common in ports such as Durban or Richards Bay — there remains a 45 °C safety margin between operating temperature and the material limit. Unlike standard cables that require de‑rating in high temperatures, TRATOSMART‑DB® operates at full capacity year‑round without loss of performance or life expectancy.
Is local support and availability guaranteed in South Africa?
Yes, stock is held at regional distribution centres in Durban and Cape Town, ensuring short delivery times even for large orders. A team of technical engineers based locally provides support from specification through installation to maintenance training. This includes assistance with tension setting, termination best practice and annual testing, ensuring that operators get the best possible results throughout the cable’s life.
Conclusion
TRATOSMART‑DB® and its low‑halogen variant TRATOSGREEN‑DB® represent more than just an improvement over standard industrial cables — they represent a fundamental rethinking of what a power cable should be for E‑RTG applications. By starting with a detailed understanding of the extreme environment found in South African ports, engineers addressed every cause of failure: corrosion, thermal and mechanical fatigue, and destructive torsion. Through advanced material science and precision mechanical design, they created a product that not only survives these conditions but thrives in them, delivering consistent, reliable power for 10 to 15 years where others last only months.
The technical specifications and performance data speak clearly: superior materials, precise structural design, and load‑matched engineering result in higher speed capability, greater strength, better stability and far longer life. The economic case is equally compelling. With total cost of ownership reduced by over 80 %, emergency failures eliminated and millions of Rand in downtime losses saved, the investment pays for itself many times over within the first few years of operation. For operators looking to improve reliability, reduce costs and future‑proof their terminals, switching to TRATOSMART‑DB® is not just a choice — it is a strategic decision that defines operational excellence.
In an industry where reliability equals profitability, there is no better way to protect productivity than by choosing a cable system built specifically for the job.
If you are ready to eliminate cable failures, extend service life and significantly reduce operational costs at your terminal, the Feichun Special Cable team is here to support you. We provide complete technical documentation, customised quotations, installation guidance and ongoing service support tailored to the needs of South African ports.
Contact us today to discuss your requirements or arrange a site assessment:
📧 Email: Li.wang@feichuncables.com
We deliver to all major ports including Durban, Cape Town, Port Elizabeth and Richards Bay, ensuring your operations remain powered, protected and productive.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: