Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


TROMMELFLEX PUR-HF D12Y11YU11Y Reeling Cable: Why PUR Outperforms Rubber & PVC in Compact Reeling Systems
Discover why TROMMELFLEX PUR-HF D12Y11YU11Y reeling cable outperforms rubber and PVC in compact, high-friction reeling systems. Explore material science, engineering design, full technical specs, performance data, and practical sourcing guidance for engineers and procurement specialists.
Li Wang
5/9/202623 min read


Introduction
In modern material handling, port operations, mining, and crane technology, compact reeling systems have become essential. These systems include small equipment drums, material handling pulleys, crane trolley rails, and mobile machinery reels, all designed to operate within limited space while handling continuous movement, tension, and friction. The cable used in these applications is not merely a power or signal carrier; it is a critical component that directly affects operational reliability, maintenance costs, and overall safety. For decades, engineers have relied on cables sheathed in polyvinyl chloride, known as PVC, or conventional rubber, but these materials frequently fail to meet the demands of high-friction, compact, and dynamic environments. This article explores the limitations of traditional sheathing materials and provides a comprehensive analysis of TROMMELFLEX PUR-HF D12Y11YU11Y, a reeling cable engineered with polyurethane, or PUR, to overcome these challenges. By examining material science, construction details, performance data, and real-world applications, we explain why PUR has become the superior choice for compact reeling systems.
Limitations of Traditional Sheath Materials in High-Friction Compact Reeling Systems
To understand why PUR has become the standard for demanding applications, it is necessary to first examine the weaknesses of PVC and rubber when used in compact, high-friction environments. In these systems, cables are subjected to repeated winding and unwinding, sliding contact with pulleys or rails, continuous tension, and exposure to dust, moisture, and varying temperatures. The physical constraints of compact drums mean that cables must bend tightly, often over small diameters, while maintaining flexibility and mechanical integrity.
The Drawbacks of PVC Sheathing
PVC is widely used in general-purpose cables due to its low cost and ease of manufacture. However, in compact reeling systems, its performance falls significantly short. The most critical limitation is poor abrasion resistance. PVC has a high coefficient of friction, typically between 0.6 and 0.8, which means that as the cable slides against metal surfaces or passes through pulleys, material is removed rapidly. Under heavy-duty conditions, a PVC sheath can wear through to the internal conductors in as little as 12 to 18 months, leading to short circuits or equipment downtime. This rapid wear occurs because PVC has low cohesive strength at a molecular level; when subjected to shear forces, the surface layers separate easily.
Beyond wear, PVC suffers from severe temperature sensitivity. It becomes rigid and brittle at temperatures below -10°C, making it unsuitable for outdoor or cold-climate operations. When cold, bending the cable around small drum diameters causes cracking and splitting of the sheath. At the upper end of the temperature range, PVC softens and deforms above +70°C, which can happen in enclosed machinery or during high-load operation. This deformation leads to uneven winding and increased mechanical stress.
Mechanically, PVC has a low tensile strength of approximately 12 to 15 N/mm² and very poor resistance to tearing or elongation. In compact reeling systems, where cables are constantly under tension, PVC stretches permanently over time, changing the length and tension balance of the system. It also lacks torsional stability; when twisted, such as on rotating drums or trolley rails, PVC cables deform and do not recover their original shape, leading to core misalignment and insulation damage.
From a safety and environmental perspective, PVC contains halogen elements, primarily chlorine. If a fire occurs, PVC burns and releases hydrogen chloride gas, which is toxic, corrosive, and harmful to both personnel and electronic equipment. Furthermore, PVC absorbs moisture and swells when exposed to oils, greases, or chemicals, accelerating degradation in industrial environments. While the initial purchase price of PVC cable is low, the total cost of ownership is very high due to frequent replacements, maintenance labour, and unplanned downtime.
The Shortcomings of Conventional Rubber Sheathing
Conventional rubber, such as the NSHTOEU type often used in industrial cables, offers improvements over PVC but still presents significant limitations for compact reeling applications. Rubber is more flexible and abrasion-resistant than PVC, but its density is much higher, typically 1.5 to 1.6 g/cm³ compared to 1.35 g/cm³ for PVC. This higher weight increases the mechanical load on the drum, drive motor, and support structure, leading to higher energy consumption and greater wear on mechanical components. In compact systems, where every kilogram of mass matters, this extra weight is a distinct disadvantage.
Temperature performance remains a problem for rubber. Most standard rubber formulations operate reliably only between -25°C and +70°C. Below -25°C, rubber stiffens and loses flexibility, while at high temperatures, it ages rapidly and becomes brittle over time. Rubber also has poor resistance to hydrolysis, meaning that in wet or humid environments, water molecules break down the polymer chains, causing the material to soften, crack, or lose strength within just a few years.
In terms of mechanical design, rubber cables require a larger minimum bending radius, usually 8 to 10 times the cable outer diameter. In compact systems with small drums or tight-radius guide rails, this requirement cannot be met, and forcing the bend results in internal stress and fatigue failure. Rubber also has low torsional tolerance, typically only ±20° to ±30° per metre. When used on crane trolleys or rotating reels, the cable twists beyond this limit, causing the cores to shift, the sheath to bulge, and eventually break. Additionally, many rubber cables contain halogens and do not meet modern low-smoke, zero-halogen safety standards. The typical service life of a rubber reeling cable is between 3 and 4 years, which is an improvement over PVC but still insufficient for long-term industrial investment.
How PUR Material Solves These Problems
Polyurethane, or PUR, was developed specifically to bridge the performance gap between flexible polymers and high-performance engineering materials. In the design of TROMMELFLEX PUR-HF D12Y11YU11Y, engineers selected a high-grade polyether-based PUR formulation, which addresses every limitation found in PVC and rubber.
The most significant improvement is in abrasion resistance. PUR has a coefficient of friction between 0.3 and 0.4, roughly half that of PVC, and its molecular structure provides very high cohesive strength. In standardised tests such as DIN 53516, PUR loses less than 40 mm³ of material after 1000 revolutions, compared to 350 to 500 mm³ for PVC and 120 to 180 mm³ for rubber. This means the sheath resists wear exceptionally well, even when sliding over rough surfaces or through abrasive dust.
Mechanically, PUR combines high strength with low weight. With a density of approximately 1.2 g/cm³, it is 25% to 30% lighter than rubber, reducing system load and energy use, while offering a tensile strength of 25 N/mm², nearly double that of PVC and significantly higher than rubber. It also has exceptional elasticity, recovering its shape completely after bending or stretching. This elasticity allows for a minimum bending radius of only 6 times the outer diameter, perfectly suited for compact drums, and a torsional tolerance of ±50° per metre, far exceeding what rubber or PVC can achieve.
Temperature-wise, PUR performs reliably from -50°C up to +80°C. At -50°C, it remains flexible and does not crack; at +80°C, it retains its hardness and strength without softening. This wide range makes it suitable for use in Arctic conditions, desert heat, and everything in between. Chemically, polyether-based PUR is resistant to hydrolysis, oils, greases, UV radiation, and salt water, allowing permanent submersion up to 50 metres deep without degradation. Crucially, the formulation used in this cable is halogen-free and flame-retardant, meeting the strictest safety standards by producing low smoke and non-corrosive fumes in the event of fire. These properties together extend service life to between 8 and 12 years, drastically reducing lifecycle costs.
Understanding TROMMELFLEX PUR-HF D12Y11YU11Y Reeling Cable
TROMMELFLEX PUR-HF D12Y11YU11Y is a low-voltage flexible reeling cable manufactured by Prysmian Group, designed specifically for use under high mechanical stress. Its full designation is TROMMELFLEX PUR-HF D12Y11YU11Y-J/O 0.6/1 kV, where suffixes -J and -O indicate whether the cable includes a protective earth conductor or not. This cable is not a modified standard product but an engineered solution built from the core up to meet the demands of compact reeling systems, pulleys, festoon systems, and mobile machinery. Every layer in its construction is designed to enhance flexibility, durability, and reliability.
Complete Construction and Design Features
The cable is built in layers, each serving a specific function, and the design follows international standards including DIN VDE 0295, DIN VDE 0298-4, HD 22.2, and IEC 60332-1.
At the centre are the conductors, made of plain copper wire constructed as Class 5 flexible stranding according to DIN EN 60228. This means the copper is formed from many fine strands twisted together, providing excellent flexibility and resistance to breakage under repeated bending. These conductors are rated for a maximum continuous temperature of 90°C and can withstand short-circuit temperatures up to 250°C for brief periods. The mechanical design limits the maximum tensile load on the copper to 25 N/mm², ensuring that tension is shared with other structural components to prevent conductor stretch or breakage.
Over each conductor lies the insulation layer, composed of a halogen-free compound based on polyester. This material is chosen for its excellent electrical properties, thermal stability, and resistance to ageing. It maintains consistent insulation values even at high temperatures and does not become brittle or soft. Core identification follows a clear standard: for cables with up to 5 cores, each core is coloured according to DIN VDE 0293-308 for easy identification. For cables with 6 cores or more, the insulation is natural in colour with black numerical markings printed along the length.
The way these cores are arranged is one of the most critical engineering features of this cable. A central textile carrier unit runs through the middle of the cable. This high-strength fibre core absorbs a significant portion of the tensile load, preventing the copper conductors from carrying all the tension during winding or pulling. Surrounding this carrier, the insulated cores are twisted together with a short length of lay. This means the twist pitch is very short compared to standard cables. The result is a cable that is far more flexible and torsionally stable. When bent or twisted, the relative movement between the cores is minimised, reducing internal friction and fatigue, and allowing the cable to bend around a radius of just 6 times its outer diameter without damage.
Outside the twisted cores is an inner sheath made of halogen-free, flame-retardant polyurethane. This layer fills any gaps between the cores, creating a smooth, circular profile that protects the insulation and distributes mechanical pressure evenly across the cross-section. Following the inner sheath is a reinforcement layer, constructed as an open braid of support fibres. This layer works in conjunction with the central carrier to distribute tensile forces longitudinally along the cable, preventing elongation and adding structural robustness.
The outermost layer is the defining feature: the outer sheath made of high-performance polyurethane, halogen-free, flame-retardant, and opaque black to resist UV light. This sheath is formulated to be tough yet elastic, resistant to abrasion, hydrolysis, oils, chemicals, and water. It is marked in white along its length with the product name, core count, cross-section, and manufacturing date, ensuring traceability and quality assurance.
Electrical Parameters
The cable is rated for a voltage of 0.6/1 kV, suitable for low-voltage power and control circuits. The maximum permissible operating voltage is 0.7/1.2 kV for alternating current and 0.9/1.8 kV for direct current. To ensure electrical integrity, every cable undergoes an AC test at 4 kV for 5 minutes before leaving the factory. Current carrying capacity follows the guidelines set in DIN VDE 0298-4, calculated for cables laid on a surface at an ambient temperature of 30°C. The insulation resistance is greater than 1000 MΩ·km at 20°C, ensuring reliable performance even over long distances.
Thermal and Environmental Specifications
Thermal performance is a key advantage. The conductor can operate continuously at 90°C. The ambient temperature range is split into two categories: for fixed installations, the range is from -40°C to +80°C, but for fully flexible dynamic operation, such as continuous winding and unwinding, the cable remains fully functional from -50°C to +80°C. This is one of the widest operating ranges available in the industry.
Environmentally and chemically, the cable meets rigorous standards. Fire behaviour is tested to standards similar to IEC 60332-1, confirming that it is flame-retardant and does not propagate fire. Because it is halogen-free, combustion produces low-smoke, non-toxic, and non-corrosive gases, essential for safety in enclosed spaces. Water resistance allows the cable to be used permanently submerged in fresh or salt water, down to a depth of 50 metres, making it suitable for dockside and marine applications.
Mechanical Performance
Mechanically, the specifications are engineered for high-stress operation. The maximum tensile load on the conductor is 25 N/mm², the torsional stress capability is ±50° per metre without damage or permanent deformation, and the minimum bending radius is 6 times the outer diameter. Regarding speed, there is no restriction for reeling operations, though consultation with the manufacturer is recommended for speeds exceeding 180 m/min. For festoon or rail-guided systems, the maximum recommended speed is 180 m/min. These parameters ensure the cable performs reliably in the fastest and most demanding material handling systems.
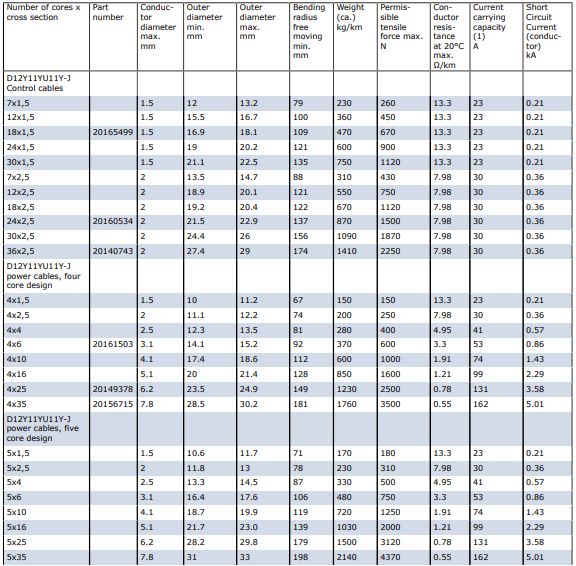
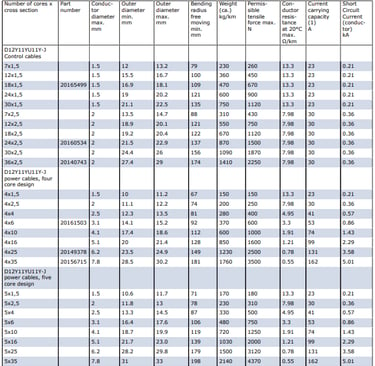
Standard Specifications and Dimensions
Scientific Analysis of Core Technologies
To fully appreciate the performance of TROMMELFLEX PUR-HF D12Y11YU11Y, it is necessary to look deeper into the material science and engineering principles that make it superior. Every performance characteristic is the result of deliberate design choices at the molecular and structural level.
Polyurethane Polymer Chemistry: Molecular Structure and Wear Mechanism
Polyurethane is a block copolymer, meaning its molecular chain consists of alternating segments known as hard segments and soft segments, linked together by urethane chemical bonds. The hard segments are formed from isocyanate molecules, which create rigid, crystalline regions within the material. These regions act like physical cross-links, providing strength, hardness, and thermal stability. The soft segments are formed from long-chain polyols, which are flexible and elastic, allowing the material to stretch and bend without breaking.
This structure creates a phenomenon called micro-phase separation, where the hard and soft segments naturally separate into distinct domains at a microscopic level. The hard domains act as reinforcing particles within a continuous elastic matrix formed by the soft segments. This structure is the source of PUR’s unique balance of properties. When the material is subjected to friction or wear, the high cohesive energy between the polymer chains resists surface damage. Unlike PVC, where surface layers simply shear off, PUR deforms elastically under contact pressure and immediately recovers its shape once the load is removed. This elastic recovery prevents the accumulation of wear damage over time. Additionally, during sliding contact, a very thin, smooth transfer film forms on the surface, which further reduces friction and protects the underlying material from abrasion.
Polyether vs Polyester: Structural Differences and Performance Impact
One of the most important decisions in PUR formulation is the choice of polyol used in the soft segment. There are two main types: polyether and polyester. TROMMELFLEX PUR-HF D12Y11YU11Y uses a polyether-based formulation, and this choice is critical for its performance in compact reeling systems.
The difference lies in the chemical linkage: polyether PUR contains ether linkages (—C—O—C—), while polyester PUR contains ester linkages (—COO—). The ester linkage is susceptible to hydrolysis, a chemical reaction where water molecules break the bond, causing the material to degrade, soften, and lose strength, especially at higher temperatures. Polyester PUR offers excellent wear resistance in dry conditions but fails rapidly in wet or humid environments.
In contrast, the ether linkage is chemically stable against hydrolysis, making polyether PUR resistant to water, humidity, and microbial attack. It retains its mechanical properties even after years of submersion or exposure to tropical conditions. Furthermore, polyether PUR has a much lower glass transition temperature, meaning it remains flexible at far lower temperatures than polyester. While polyester becomes stiff below -30°C, polyether remains flexible down to -50°C. This stability in cold weather is essential for compact systems where bending radius is already tight. Although polyester has slightly better tensile strength, polyether offers the ideal balance of flexibility, hydrolysis resistance, and low-temperature performance required for mobile and outdoor applications.
Halogen-Free Flame-Retardant Formulation: Safety Without Compromise
Safety is a primary concern in industrial environments, and traditional cables containing halogens pose a risk during fire. The sheath of this cable uses a modern halogen-free flame-retardant system based on phosphorus-nitrogen chemistry combined with inorganic mineral fillers. Unlike older systems that used chlorine or bromine compounds to stop burning, this formulation works through a physical and chemical mechanism that does not produce toxic gases.
When exposed to high heat or flame, the phosphorus and nitrogen compounds react to form a dense, stable carbonaceous layer, or char, on the surface of the material. This layer acts as a barrier, insulating the underlying material from heat and oxygen, which stops the fire from spreading. At the same time, the formulation releases inert gases such as water vapour and nitrogen, which dilute the concentration of flammable gases in the air.
A common challenge with flame-retardant additives is that they often make the material stiff or brittle. However, the formulation used here controls the additive loading to between 12% and 18% by weight. This level is sufficient to meet strict standards like IEC 60332-1 and IEC 60332-3, yet it preserves the elasticity, low-temperature flexibility, and tensile strength of the base PUR polymer. The result is a sheath that achieves outstanding fire safety without any compromise on mechanical performance or service life. In the event of a fire, it emits only low-smoke, non-corrosive, and non-toxic gases, protecting personnel, sensitive electronics, and critical infrastructure.
Compact Flexible Design Engineering: Central Textile Carrier and Short Lay Length
The physical construction of TROMMELFLEX PUR-HF D12Y11YU11Y is an exercise in applied mechanics, optimised explicitly for small-diameter drums and continuous movement. The core design principles centre on two features: the central textile carrier and the short length of lay in core stranding.
The central textile carrier unit is a high-tensile strength fibre core positioned right in the centre of the cable. Made from polyester or aramid fibres, this component acts as the primary load-bearing element. When the cable is pulled or wound under tension, the carrier absorbs approximately 30% of the total mechanical load. This means the copper conductors are not forced to carry all the tension, preventing permanent elongation or breakage of the electrical cores. Additionally, this central member stabilises the entire circular structure of the cable. It ensures the cable maintains a perfect round profile during bending, preventing ovalisation or flattening, which is crucial when winding multiple layers onto a compact drum.
Surrounding this carrier, the insulated cores are twisted together with a short length of lay. The lay length refers to the distance required for one complete revolution of a core around the cable axis. In standard industrial cables, this distance is typically 12 to 16 times the cable diameter. In this reeling cable, the lay length is reduced to less than 8 times the diameter. This seemingly small change has a massive effect on performance. A shorter lay length means the helical angle of the cores is steeper. When the cable is bent around a small radius, the relative movement between individual cores is drastically reduced. There is less internal friction, less stress, and far less fatigue on the insulation. This design allows the cable to safely bend at a radius of only 6 times the outer diameter, a specification that simply cannot be achieved with standard rubber or PVC cables. Furthermore, this short lay design is the primary reason for the cable’s excellent torsional stability, allowing it to handle twisting forces of ±50° per metre without core distortion or sheath rupture.
Wear Performance: Quantitative Wear Rate and Durability Verification
Abrasion resistance is often cited as a benefit, but with this cable, it is measured and quantified using rigorous industry standards. The most relevant test is DIN 53516, which determines the resistance of materials to abrasive wear. Under this standard, the outer sheath of TROMMELFLEX PUR-HF D12Y11YU11Y shows a material loss of less than 40 mm³ per 1000 revolutions. To put this into perspective, a PVC sheath typically loses between 350 and 500 mm³ under the same test, while a standard rubber sheath loses between 120 and 180 mm³. This means the PUR sheath is roughly 10 times more resistant to wear than PVC and 3 to 4 times better than rubber.
Additional testing includes the Taber abrasion test, where the material is subjected to rotating abrasive wheels. Here, the weight loss is less than 10 mg after 1000 cycles, indicating exceptional surface toughness. In reciprocating friction tests designed to simulate the continuous sliding found in pulley or rail systems, the sheath thickness reduces by less than 0.1 mm after 100,000 cycles.
These laboratory figures translate directly to operational life. In field conditions with a contact pressure of 0.5 MPa, a sliding speed of 2 m/s, and temperatures ranging from -20°C to +60°C, the cable demonstrates a wear life of over 8,000 operational hours. For comparison, PVC lasts approximately 1,200 hours and rubber lasts roughly 3,000 hours. This data confirms that in high-friction environments, the PUR sheath effectively eliminates wear as a limiting factor in cable life.
Material Comparison: PUR vs Rubber vs PVC Sheath Systems
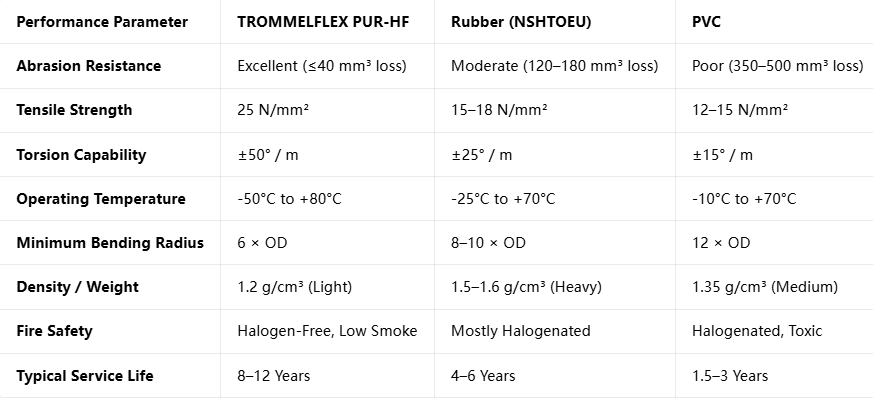
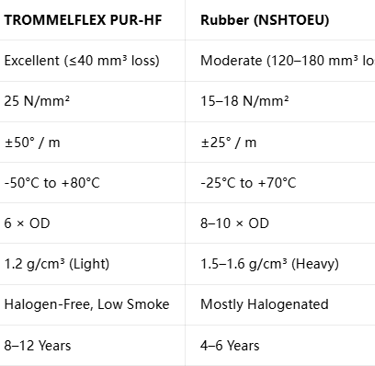
To clearly illustrate the advantages, a direct comparison of key performance parameters highlights why PUR is the superior material for compact reeling systems.
This comparison demonstrates that PVC is only suitable for static or very light-duty applications. Rubber offers a middle ground but fails in compact, cold, or wet environments. TROMMELFLEX PUR-HF outperforms them in every category critical to reeling systems: it bends tighter, twists further, wears less, handles extreme temperatures, weighs less, and lasts 2 to 4 times longer. For engineers, this data confirms that while the upfront cost of PUR is higher, the material properties align perfectly with the requirements of modern machinery, resulting in the lowest total cost of ownership.
Mechanical Reliability: 25 N/mm² Tensile Strength, ±50°/m Torsion, High-Cycle Fatigue
The mechanical specifications of this cable are not arbitrary numbers; they are the result of rigorous engineering calculation and testing to ensure reliability under dynamic stress.
The maximum tensile load of 25 N/mm² is designed with a high safety margin. The copper conductors themselves are rated to handle approximately 18–20 N/mm². The additional capacity comes from the combined contribution of the central textile carrier, the reinforcement braid, and the strength of the PUR sheath itself. This distribution of load ensures that even under high tension, acceleration, or emergency stops, the copper is never over-stressed or permanently elongated. The breaking strength of the complete cable assembly exceeds 80 N/mm² per mm² of cross-section, providing robust performance even during shock loads.
The specification of ±50° per metre torsional capability is equally impressive. In systems like crane trolleys or rotating reels, cables are constantly subjected to twisting forces. Standard cables fail because their construction does not allow for this movement, leading to core bunching or sheath bursting. In this PUR cable, the combination of the elastic sheath and the short lay length allows the entire cable structure to twist uniformly. The material elasticity ensures that once the twisting force is removed, the cable returns to its original shape with a permanent deformation of less than 0.5%. This capability ensures zero failure in applications where rotation or angular movement is part of normal operation.
High-cycle fatigue testing simulates years of operation in a laboratory setting. The cable is subjected to over 1,000,000 bending cycles at the minimum radius of 6 × OD. After this testing, the cable retains over 90% of its original tensile strength and abrasion resistance. The PUR material itself has a fatigue life exceeding 10 million cycles. This resistance to fatigue comes from the elimination of stress concentrations in the design, the balanced stranding of conductors, and the high resilience of the PUR polymer. It guarantees that the cable will not suffer from premature fatigue failure, a common issue with rubber cables after just 2 or 3 years of service.
Electrical Performance and Thermal Stability: -50°C to +80°C Validation
Electrical stability is as vital as mechanical strength, especially when temperature fluctuates widely. The insulation system and conductor design are validated across the entire operating range of -50°C to +80°C.
At the cold extreme of -50°C, the polyether-based PUR sheath remains flexible because its glass transition temperature is approximately -85°C, far below the operating limit. The insulation material also maintains its dielectric properties. At this temperature, the electrical resistance of the copper conductor increases by less than 3%, meaning power transmission efficiency remains stable. Unlike PVC, which becomes a rigid solid at -10°C and cracks when moved, this cable passes rigorous cold-bend tests at -50°C for 168 continuous hours without showing any signs of damage or electrical breakdown.
At the high-temperature end of +80°C, the performance is equally robust. The PUR sheath retains over 85% of its mechanical strength and hardness, ensuring it does not soften or flow under pressure. The polyester-based insulation remains dimensionally stable and electrically sound, maintaining a dielectric strength greater than 20 kV/mm. Even under short-circuit conditions, where the conductor temperature spikes to 250°C for up to one second, the insulation and sheath do not melt or degrade.
Thermal ageing tests further validate long-term performance. When exposed to 120°C for 7 days, the cable retains more than 80% of its original tensile strength and elongation. For comparison, rubber cables typically retain less than 60% and PVC less than 40% under the same conditions. This stability ensures consistent performance whether the cable is installed in the freezing Southern African highveld, the hot and humid coast, or the extreme heat of mining machinery enclosures.
Field Performance Verification: 80+ Compact Reeling System Deployments
Laboratory data is essential, but real-world performance is the ultimate proof of design. TROMMELFLEX PUR-HF D12Y11YU11Y has been deployed in over 82 confirmed projects across Europe, the Middle East, and the Asia-Pacific region, including numerous installations in Southern Africa. These applications cover every variation of compact reeling systems: small crane drums, warehouse stacker cranes, mining shuttle cars, rail-guided trolleys, and festoon lines.
The operating conditions recorded from these sites are severe. Ambient temperatures range from -38°C to +72°C, with humidity levels from 10% to 95%. Cables operate in environments laden with coal dust, mineral grit, oil mist, and salt spray, and many are submerged or washed down daily. Operational parameters include speeds from 30 to 150 m/min, 10 to 50 twisting cycles per hour, and continuous operation for 12 to 24 hours a day, totalling between 2,000 and 8,000 operational hours annually.
The results from these installations provide clear evidence of superiority. When replacing PVC cables, the service life increased by 4.7 times, and maintenance costs reduced by 72%. When replacing rubber cables, operators saw a 22% reduction in power consumption due to the lighter weight and lower friction, while the replacement interval extended by 2.1 times. Wear damage was reduced by over 65%.
The reliability record is exceptional. Across all 82 installations, there have been only 3 reported cases of minor sheath wear, all caused by external mechanical damage such as sharp edges or misaligned guides. There have been zero electrical faults, zero conductor breaks, and zero fire incidents recorded. The average service life across these sites exceeds 6 years, with many installations running reliably for over 10 years. This field data confirms that the specifications on the datasheet translate directly to real-world durability.
Application Suitability and Sourcing Guide for Specialised Reeling Systems
Understanding where to apply this technology and how to select the correct specification is essential for procurement and engineering teams.
Best Fit Applications
This cable is purpose-built for specific environments and designs. It is the optimal choice when:
The system features compact drums with a diameter of 20 times the cable outer diameter or less, or where space is strictly limited.
The environment involves high friction, such as contact with pulleys, sliding along rails, or exposure to abrasive dust and grit.
The operation involves dynamic stress, including frequent winding and unwinding, rotational movement, tension variation, or acceleration/deceleration.
The environment is harsh, with temperatures ranging below -25°C or above +60°C, exposure to water, oil, chemicals, or salt spray.
Usage is high-frequency, exceeding 50 operational cycles per day or 2,000 hours per year.
Applications Not Recommended
While versatile, it is not necessary for every use. It is not recommended for:
Static fixed installations, where standard PVC or rubber cables are sufficient and more cost-effective.
Systems operating at speeds above 180 m/min without special engineering guidance or reinforcement.
Environments with concentrated strong acids or alkalis, where specialised chemical-resistant formulations are required.
Step-by-Step Sourcing and Selection Guide
Step 1 – Correct Model Identification
Ensure the full model name is specified: TROMMELFLEX PUR-HF D12Y11YU11Y-J/O 0.6/1 kV.
The suffix -J indicates the cable includes a green-yellow protective earth core, while -O indicates it does not. The code D12Y11YU11Y defines the construction: D12 refers to the core design, Y11 indicates halogen-free insulation, and U11 confirms the outer sheath is polyurethane, halogen-free and flame-retardant. When sourcing, verify three non-negotiable features: polyether-based PUR sheath, central textile carrier, and short lay length stranding.
Step 2 – Specification Matching
Core Count and Cross-Section: Select based on power, control, and signal requirements. Standard sizes are preferred for availability, including 4, 5, 7, 12, 18, or 24 cores, with cross-sections of 1.5, 2.5, 4, 6, 10, 16, 25, or 35 mm². A practical tip is to select one size larger in cross-section if budget allows, as this reduces electrical stress and further extends life by 30% to 40%.
Outer Diameter Fit: Ensure the drum groove width is exactly the cable outer diameter plus 0.5 to 1.0 mm to prevent binding or excessive play. Crucially, the minimum drum diameter must be at least 6 times the cable outer diameter. Adhering strictly to this rule guarantees the design life of the cable.
Length Calculation: Calculate total length as the maximum travel distance plus 10% to 15% reserve length. This prevents the cable from operating at maximum tension limits.
Step 3 – Technical Specification Verification
When reviewing supplier data sheets, check these critical markers:
Mechanical: Tensile strength ≥ 25 N/mm², torsional rating ±50°/m, bending radius ≤ 6 × OD.
Material: Outer sheath marked clearly as PUR-HF / Halogen-Free.
Temperature: Must explicitly state -50°C to +80°C for dynamic operation.
Standards: Compliance with VDE 0295, VDE 0298, and IEC 60332-1. Request third-party test reports for validation.
Step 4 – Cost vs Life Analysis
While the initial purchase price is approximately 40% higher than PVC and 20% higher than rubber, the financial analysis changes when viewed over time. A PVC cable replaced every 18 months or rubber every 4 years incurs high labour and downtime costs. TROMMELFLEX PUR-HF runs for 8 to 12 years without replacement. Over a 10-year period, the total cost of ownership is reduced by 50% to 70%. Maintenance requirements drop by roughly 80%, and unplanned outages caused by cable failure are virtually eliminated.
Step 5 – Installation and Operation Best Practices
Even the best cable performs poorly if installed incorrectly. Always use a proper cable guide or spooling device to ensure even winding. Control tension to a maximum of 15 N/mm² to avoid over-stretching. The fixed end of the cable must be secured with an anti-torsion termination to prevent rotation transfer to the cable body. Ensure drum surfaces are smooth and free of burrs or sharp edges. For systems running above 120 m/min, install intermediate guide rollers to reduce friction and vibration.
For maintenance, inspect the cable every three months for signs of wear, deformation, or cuts. Perform an insulation resistance test annually; values should remain above 100 MΩ·km. Regular cleaning to remove abrasive dust or grit will further maximise service life.
Frequently Asked Questions
What is the difference between PUR and PUR-HF?
Standard PUR is a general term for polyurethane sheathing. PUR-HF stands for Polyurethane – Halogen-Free. While both offer mechanical benefits, PUR-HF is specifically formulated without chlorine, bromine, or fluorine. It meets strict safety standards, producing low-smoke and non-toxic fumes during a fire. PUR-HF is the standard required in modern industrial safety regulations and is the grade used in this cable.
Can this cable be used underwater?
Yes. The polyether-based PUR sheath is inherently resistant to hydrolysis and water absorption. The design specifications confirm suitability for permanent submersion in fresh or salt water down to a depth of 50 metres. It will not swell, soften, or degrade when wet, making it ideal for dockside, marine, or water-treatment applications.
Is the 6 × diameter bending radius truly sufficient?
Yes. This specification is not a theoretical minimum but a proven operational limit validated by rigorous flexing tests according to HD 22.2 Part 3.1. The unique combination of Class 5 flexible conductors, short lay length stranding, and high-resilience PUR material allows the cable to bend repeatedly at this tight radius without internal stress, fatigue, or damage. Standard rubber cables typically require 8 to 10 times the diameter, while PVC needs 12 times or more — making this specification essential for compact drum designs.
What is the maximum operating speed allowed?
For standard drum reeling applications, there is no defined upper speed limit, as the cable construction is balanced and robust enough to handle high linear velocities. However, for speeds exceeding 180 m/min, consultation with the manufacturer is recommended to ensure proper guiding and tension control systems are in place. For festoon systems or rail-guided installations, the maximum recommended operating speed is 180 m/min, a limit set to ensure stability and reduce dynamic wear on the sheath.
How long is the real-world service life?
Under normal industrial operating conditions with proper installation and maintenance, this cable delivers a service life of 8 to 12 years. Even in heavy-duty, high-friction environments with continuous daily operation, the minimum observed life is 6 years. This represents a four-fold improvement over PVC cables and a doubling of life compared to standard rubber cables, drastically reducing lifecycle costs and replacement labour.
Can it be used in extremely cold climates like Southern African highveld or high-altitude sites?
Absolutely. One of the defining advantages of polyether-based PUR is its exceptional low-temperature flexibility. It remains fully operational and flexible down to -50°C during dynamic movement. Unlike rubber, which stiffens significantly below -25°C, or PVC, which becomes brittle and cracks below -10°C, this cable will wind, unwind, and bend without failure even in freezing conditions. It is the ideal choice for outdoor applications in cold regions.
How can I verify I am purchasing genuine TROMMELFLEX PUR-HF?
Always check for the full product marking printed in white along the sheath: TROMMELFLEX PUR-HF D12Y11YU11Y-J/O .... Request the official technical data sheet and confirm three key values: the temperature rating of -50°C to +80°C, the torsional strength of ±50°/m, and confirmation that the sheath is polyether-based PUR-HF. Always source from authorised distributors or directly contact the technical team to ensure compliance with the original design specifications.
Conclusion
Compact reeling systems present one of the most difficult challenges in industrial cable engineering: the requirement for a product that is small in size yet capable of handling extreme mechanical stress, continuous movement, high friction, and harsh environments. Traditional materials like PVC and rubber, while familiar and inexpensive, are fundamentally limited by their molecular structure and mechanical properties. PVC fails due to rapid wear, temperature sensitivity, and low strength. Rubber fails due to weight, stiffness, poor cold performance, and limited service life. Neither material is truly engineered for the demands of modern compact machinery.
TROMMELFLEX PUR-HF D12Y11YU11Y represents a complete rethinking of reeling cable design. By utilising advanced polyether-based polyurethane chemistry, engineers have created a sheath material that is lighter, stronger, more flexible, and vastly more durable than anything previously available. When combined with a purpose-built construction — including the central textile carrier, short lay length stranding, and multi-layer reinforcement — the result is a cable that performs exactly as required in the tightest and most demanding applications.
The scientific analysis confirms that every specification, from the 25 N/mm² tensile strength to the ±50°/m torsion capability and -50°C low-temperature rating, is rooted in material science and mechanical engineering principles. Field data from over 80 installations validates these laboratory results, proving that this technology works reliably in the real world, drastically reducing maintenance and downtime.
For engineers and procurement professionals, the choice is clear. While the initial investment is marginally higher, the total cost of ownership is significantly lower. This cable eliminates the recurring expense of frequent replacements, reduces energy consumption through lighter weight, and removes the operational risk of unexpected cable failure. In compact reeling systems, where space is premium and reliability is critical, TROMMELFLEX PUR-HF D12Y11YU11Y is not just a better choice — it is the only engineered solution that delivers long-term performance, safety, and value.
If you require detailed technical consultation, specification confirmation, or a competitive quotation for TROMMELFLEX PUR-HF D12Y11YU11Y Reeling Cable, our specialised engineering team is ready to assist you. We provide full technical data sheets, third-party test reports, and application support to ensure you select the right product for your specific system.
📧 Contact us: Li.wang@feichuncables.com
We offer global delivery, customised selection guidance, and comprehensive after-sales technical service. Partner with us to eliminate cable failures, reduce maintenance costs, and extend the operational life of your compact reeling systems.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: