Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Why AS/NZS 1802 Type 245SF 1.1–3.3 kV Flexible Mining Cable Is Ideal for Longwall Shearer Cable Chain Applications in South African Coal Mines
In South Africa’s underground coal mining industry, longwall shearer operations demand cable solutions that can survive extreme mechanical stress, harsh environmental conditions, and strict safety regulations. AS/NZS 1802 Type 245SF 1.1–3.3 kV flexible mining cable is engineered precisely for these challenges — with a unique 3+3+3 core design, EPR insulation, semi‑conductive screening, and heavy‑duty PCP sheathing. This article explains its engineering principles, material science, performance benefits, and why Feichun Brand offers a fully equivalent, cost‑effective alternative with fast delivery and full compliance. Written for engineers, procurement specialists, and mine operators, it covers everything from selection and installation to maintenance and sourcing strategies.
Li Wang
5/22/202621 min read


Introduction
Underground coal mining in South Africa is one of the most demanding industrial environments in the world. With deep mines, high production targets, and strict safety standards, every piece of equipment must be designed for reliability, durability, and safety. Among all critical components, the power and control cables that supply energy and signals to longwall shearers are perhaps the most stressed. These cables are not just carrying electricity — they are dragged, bent, twisted, and exposed to water, coal dust, chemicals, and high temperatures, all while operating in potentially explosive atmospheres.
AS/NZS 1802 Type 245SF 1.1–3.3 kV flexible mining cable has become the benchmark solution for longwall shearer cable chain applications across South Africa. Developed to meet the rigorous requirements of the Australian‑New Zealand standard AS/NZS 1802 — which is widely adopted in Southern Africa — this cable combines advanced materials science, smart engineering design, and robust construction. It is classified as “Super Flexible” (SF), meaning it can handle the tight bending radii and continuous movement that are unavoidable in longwall systems.
This article provides a comprehensive look at why this specific cable is the preferred choice, how it works from an engineering and material perspective, and how Feichun brand offers a fully compliant equivalent that delivers the same performance at a better value and with shorter lead times.
Longwall Mining in South Africa: Operation, Environment and Cable Requirements
How Longwall Shearer Systems Operate
Longwall mining is the most efficient method of extracting underground coal, widely used in South Africa’s major coalfields such as Mpumalanga and Limpopo. The system consists of a long face — typically between 150 and 300 metres long — where a shearer machine travels back and forth along the face, cutting coal from the seam. The coal is loaded onto an armoured face conveyor (AFC) that moves it to the main mine transport system. Hydraulic roof supports hold up the roof and move forward as the shearer advances.
The shearer itself is a heavy, powerful machine, usually driven by electric motors ranging from 400 kW up to over 1 MW. It requires a continuous supply of power, as well as control signals, sensor data, and safety monitoring. Because the shearer moves continuously along the face, its power and control cables are housed in a cable chain or cable trough system that follows the machine’s movement. This means the cable is subjected to repeated bending, flexing, tension, compression, and twisting every few minutes, thousands of times over its service life.
Environmental Conditions in South African Underground Mines
South African coal mines are known for deep workings — often more than 2000 metres below surface — which brings unique environmental challenges:
Temperature extremes: Rock temperatures can reach 40 °C to 50 °C, while ventilation and machine operation can create local hot spots exceeding 60 °C. At the same time, in intake airways, temperatures can drop well below 0 °C in winter.
High humidity and water: Water ingress is common, with cables frequently exposed to mine water, which often contains dissolved salts, acids, and alkalis. Temporary immersion is a regular occurrence.
Mechanical hazards: Coal and rock dust, sharp edges, falling debris, and heavy equipment create risks of abrasion, impact, crushing, and cutting.
Chemical exposure: Oils, greases, hydraulic fluids, and other chemicals are present, which can degrade standard cable materials.
Explosive atmosphere: Methane gas and coal dust mixtures create zones where even a small electrical fault or spark can lead to explosion. This requires compliance with strict safety standards such as SANS 10198 and MDG 3010.
UV and weathering: In sections close to surface or in drift accesses, cables may also be exposed to sunlight and weather.
What Cables Must Deliver
Given these operating and environmental conditions, a cable for longwall shearer cable chains must meet very specific requirements:
Ultra‑flexibility: It must operate safely at bending radii as small as 6 times the cable diameter, and withstand more than 100,000 bending cycles without failure. Standard industrial cables with larger minimum bend radii will fatigue and break very quickly in this application.
Mechanical strength: High resistance to abrasion, tear, tensile stress, and impact. The cable must not stretch permanently or suffer internal damage when pulled or dragged.
Electrical stability: Consistent insulation performance, low capacitance unbalance, and effective screening to prevent partial discharge, signal interference, and false tripping of protection relays.
Safety compliance: Flame‑retardant, low‑smoke, non‑toxic materials, with proper earthing and monitoring capabilities to ensure no risk of ignition in explosive zones.
Environmental resistance: Ability to operate from –25 °C up to +90 °C continuously, resist water absorption, and withstand chemical attack.
Integrated functionality: Modern longwall systems require not just power, but also earth continuity monitoring, control signals, and sensor feedback — all within the same cable.
No ordinary cable can satisfy all these demands. This is where AS/NZS 1802 Type 245SF was designed to fill the gap.
Understanding AS/NZS 1802 Standard and Type 245SF Designation
What Is AS/NZS 1802?
AS/NZS 1802 is the joint Australian‑New Zealand Standard that specifies requirements for rubber‑insulated and rubber‑sheathed trailing and reeling cables for use in underground coal mines. It is the primary reference standard for mining cables in South Africa, recognised and enforced by mine safety authorities.
This standard differs significantly from AS/NZS 2802, which applies to cables for surface mining and general industrial use. The key differences are:
AS/NZS 1802 requires compliance with explosion‑safety criteria, including semi‑conductive screening, electrical symmetry, and flame‑retardant properties.
It mandates specific core configurations to enable earth monitoring and reliable protection.
It defines stricter mechanical and environmental performance levels suitable for underground hazardous areas.
Only cables manufactured and tested to AS/NZS 1802 are legally permitted for use in underground coal mines in South Africa.
Meaning of Type 245SF
The designation Type 245SF carries important technical meaning:
245: Identifies the specific construction within the AS/NZS 1802 family. This is a heavy‑duty design featuring a 3+3+3 core configuration:
3 power cores for three‑phase power supply
3 earth conductors for safety and fault clearing
3 central extensible pilot/control cores for monitoring and control signals
This is the only type in the standard with three separate earth and three pilot cores, making it the most capable and safest option.
SF: Stands for Super Flexible. This indicates that the cable’s stranding, lay lengths, and materials are optimised to achieve the smallest possible bending radius while maintaining strength and durability.
1.1 kV / 3.3 kV: Refers to the rated voltage (U₀/U):
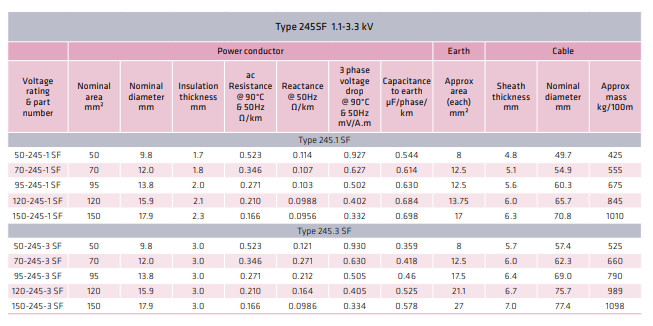
Type 245.1SF: 1.1/1.1 kV — used for medium‑power applications or shorter faces (< 150 m)
Type 245.3SF: 3.3/3.3 kV — the most common choice in South Africa for longwalls 150–300 m long and power ratings up to 1.2 MW
From the technical data sheet, we also see that above 3.3 kV, the insulation thickness increases and semi‑conductive screening is mandatory on power cores, further enhancing electrical performance.
Engineering Principles and Internal Construction
The performance of Type 245SF comes from a carefully engineered layered structure, where every component serves a specific purpose, and materials are selected to work together as a system. Below we break down the construction from inside to outside, explaining the engineering logic behind each choice.
Overall Structure
From the centre outwards, the cable follows this arrangement:
3 central pilot/control cores → 3 earth conductors → 3 power conductors (each with insulation + semi‑conductive screen) → separator tape → open‑weave reinforcement layer → heavy‑duty elastomer sheath
This layout is symmetrical and balanced — a critical engineering requirement to ensure uniform electrical performance, mechanical balance during bending, and stable signal transmission.
Conductors: Flexibility and Corrosion Resistance
The power, earth, and pilot conductors are all made from tinned annealed copper, constructed as Class 5 or Class 6 fine‑stranded conductors with individual wire diameters less than 0.2 mm.
Engineering principle:
By using very fine strands, the bending stress is distributed across thousands of individual wires rather than concentrated in a few thick ones. This reduces fatigue and increases flex life by a factor of 8 to 12 compared to standard solid or coarse‑stranded conductors.
Tinning the copper serves two purposes:
It prevents oxidation and sulphidation, which are common in damp, acidic mine environments, extending service life by over 40 %.
It improves connectivity and reduces the risk of corrosion‑related high resistance in terminations.
For the pilot cores, the design ensures a maximum DC resistance of 3 Ω per 100 metres, guaranteeing reliable signal transmission even over long distances. The pilots are arranged in the centre and designed to be slightly extensible, so they do not carry mechanical tension when the cable stretches.
Insulation System: EPR — Ethylene‑Propylene Rubber
Every power conductor is insulated with EPR (Ethylene‑Propylene Rubber, type R‑EP‑90), a thermoset elastomer specifically chosen for mining applications.
Material science and performance:
EPR has a non‑crystalline molecular structure, meaning it remains flexible even at very low temperatures (down to –40 °C) and does not soften or melt at high temperatures (continuous operation up to 90 °C, short‑term overload up to 130 °C).
It has a low dielectric constant (2.3–2.5) and very low water absorption (< 0.1 %), making it highly resistant to water treeing and electrical breakdown — a major cause of failure in wet underground environments.
Unlike PVC or PE, EPR retains its electrical and mechanical properties even after years of exposure to heat, ozone, and chemicals.
For 3.3 kV and higher versions, insulation thickness is increased, and a black semi‑conductive elastomer layer is extruded directly over the insulation. This is not just a coating — it is a key part of the electrical design.
Semi‑Conductive Screening: Controlling the Electric Field
Semi‑conductive layers are one of the most important safety and performance features of Type 245SF. Made from elastomer filled with carefully engineered carbon black, these layers have a controlled electrical resistivity between 10² and 10⁵ Ω·cm — between that of a conductor and an insulator.
How it works:
It eliminates air gaps between the conductor and insulation, and between insulation and the rest of the cable structure. Air gaps are the main cause of partial discharge, which erodes insulation and leads to premature failure.
It evens out the electric field, converting an uneven radial field into a uniform axial field. This ensures that stress is distributed equally around the conductor, preventing localised over‑stress.
It ensures capacitance balance between the three phases — within ±2 % — which is mandatory under AS/NZS 1802. Balanced capacitance means protection relays operate correctly, without false tripping or failure to detect faults.
Earth conductors are also covered with semi‑conductive elastomer and placed in the interstices between power cores. This ensures that in the event of a fault, current is distributed evenly, touch voltage remains below safe limits (< 50 V), and the fault is cleared rapidly.
Reinforcement Layer: Open‑Weave Braid
Beneath the outer sheath, there is an open‑weave reinforcement braid made from high‑strength polyester or aramid fibres.
Engineering purpose:
This layer acts as a load‑bearing component. It increases tensile strength by more than 50 %, prevents the cable from stretching permanently under tension, and distributes mechanical forces evenly across the cross‑section. Unlike closed braids, the open‑weave design does not compromise flexibility — a key advantage for cable chains.
Outer Sheath: HD‑85‑PCP Heavy‑Duty Elastomer
The outermost layer is extruded from HD‑85‑PCP — a high‑grade Polychloroprene (Neoprene) compound with a Shore hardness of 85±5. This is the ultimate mechanical and environmental barrier.
Why this material?
Flame retardancy: The chlorine‑containing molecular structure makes it inherently self‑extinguishing. It meets the strict flame test requirements of AS/NZS 1802 Clause 5.10 and IEC 60332‑1, ensuring that fire does not spread along the cable.
Mechanical toughness: Excellent abrasion resistance (< 0.2 cm³ loss per 1.61 km travel), tear strength (> 25 kN/m), and impact resistance. It can withstand continuous rubbing against coal, rock, and steel cable troughs without wearing through quickly.
Environmental resistance: Resists oils, greases, acids, alkalis, ozone, UV radiation, and weathering. It remains flexible from –25 °C to +90 °C.
Waterproofing: Forms a tight barrier preventing moisture ingress, working together with EPR insulation to allow temporary submersion.
This sheath is not just a cover — it is engineered to be the cable’s first line of defence against every hazard found underground.
Performance Advantages: Quantified and Explained
The combination of materials and design features results in measurable performance advantages that directly translate to lower operating costs, fewer failures, and safer operations.
Mechanical Performance
Minimum bend radius: Static ≥ 6× OD; dynamic/cable chain ≥ 8× OD — compared to 12× or more for standard trailing cables. This allows installation in narrow troughs and tight spaces common in South African longwalls.
Flex life: Tested to survive more than 100,000 bending cycles at maximum rated movement without electrical or mechanical failure.
Tensile capacity: Rated for working loads of 15–25 N/mm², enough to handle the tension of long cable runs without damage.
Crush and impact resistance: Can withstand 50 kg drop weight impact and heavy crushing loads — critical where rock falls or equipment movement can trap the cable.
Electrical Performance
Voltage withstand: 1.1 kV versions tested at 3.5 kV for 5 minutes; 3.3 kV versions at 10 kV for 5 minutes — no breakdown or flashover.
Insulation resistance: Greater than 1000 MΩ·km at 20 °C — ensuring low leakage current and long‑term stability.
Capacitance balance: < ±2 % between phases — best‑in‑class, ensuring protection systems work reliably.
Low losses: Low AC resistance and reactance values result in lower voltage drop and energy loss over long distances.
Environmental and Safety Performance
Temperature range: –25 °C to +90 °C continuous; short‑term exposure down to –40 °C permitted.
Flame retardant and low smoke: Passes all relevant tests, produces minimal smoke and no toxic halide gases when exposed to fire.
Water immersion: Temporary submersion allowed without degradation — a key benefit in wet mines.
Chemical resistance: Excellent resistance to mine water, hydraulic fluids, greases, and other contaminants.
Economic and Operational Benefits
Service life: 8–10 years — compared to just 3–5 years for standard cables.
Failure rate: Reduced by approximately 70 %, meaning fewer unplanned stoppages and lower maintenance labour.
Total cost of ownership: Despite a higher initial purchase price, the longer life and fewer replacements result in a 30 % or greater reduction in lifetime costs.
Why Type 245SF Is Perfect for Longwall Shearer Cable Chains
Every feature of Type 245SF has been optimised to match exactly the way cable chains operate in South African longwall mines. There is no other standard cable type that fits this application as well.
Perfect Match to Operating Conditions
Cable chains move continuously. The cable must flex tightly, bend back and forth, twist slightly, and handle tension while being dragged. Type 245SF’s super‑flexible construction, small bend radius, and open‑weave reinforcement are directly engineered for this movement. It does not jam in the trough, it does not fatigue early, and it does not suffer internal damage.
Integrated Power, Earth and Monitoring
Longwall shearers today require not just power, but continuous monitoring of earth continuity, temperature, position, and machine health. The 3+3+3 core design of Type 245SF delivers all this within one cable. The three earth cores ensure safety and fast fault clearing, while the three central pilots provide reliable signal paths without interference from power circuits. This integration eliminates the need for separate cables, simplifies installation, and reduces potential failure points.
Superior Electrical Symmetry
In South African mines, protection systems are highly sensitive. Even minor capacitance unbalance between phases can cause relays to trip unnecessarily or fail to operate when needed. Type 245SF’s symmetrical construction and consistent semi‑conductive screening ensure phase‑to‑earth capacitance differences remain below 2 %, the tightest tolerance in the industry. This stability is critical for maintaining continuous production while keeping safety systems fully functional.
Durability Against Harsh Conditions
From the deep rock temperatures of the Witwatersrand basin to the humid, water‑logged seams of Mpumalanga, South Africa’s mines present a wide range of environmental challenges. Type 245SF’s EPR insulation and HD‑85‑PCP sheath are chemically formulated to resist every common hazard — from acid mine water and hydraulic oil to intense heat and cold. Unlike cables with PVC or standard rubber sheaths, this cable maintains its performance year after year, regardless of what it is exposed to.
Comparison with Other Mining Cable Types
Many mines still consider alternatives such as Type 240, Type 241, or AS/NZS 2802 Type 440/450. However, none of these offer the same suitability:
Type 240 / 241: Feature only 1 earth core and 1 pilot core. This limits monitoring capability and reduces safety redundancy. They are also less flexible and have thicker minimum bend radii, making them prone to fatigue in cable chains.
AS/NZS 2802 cables: Designed for surface or industrial use. They lack semi‑conductive screening, capacitance balance, and flame‑retardant properties required underground. They are not legally permitted for use in hazardous underground zones in South Africa.
Type 245SF is therefore not just a good choice — it is the only standardised cable type fully engineered, tested, and approved for longwall shearer cable chain applications under local regulations.
Feichun: Equivalent Replacement
When sourcing Type 245SF, mine operators and procurement teams have traditionally relied on premium international brands such as Prysmian. While these products are high‑quality, they often come with long lead times and premium pricing. Today, Feichun Brand offers a fully equivalent alternative that meets every requirement of AS/NZS 1802, while delivering significant advantages in cost, delivery, and service.
Full Compliance and Performance Equivalence
Feichun Type 245SF is manufactured strictly to the AS/NZS 1802:2018 standard, following the same technical specifications and construction details outlined in the original design. Key points of equivalence include:
Identical construction: 3 power cores + 3 earth cores + 3 central pilot cores, with the same stranding, materials, and dimensions.
Same materials: Tinned annealed copper conductors, EPR (R‑EP‑90) insulation, semi‑conductive elastomer screens, open‑weave reinforcement, and HD‑85‑PCP heavy‑duty sheath — exactly as defined in the technical data sheet.
Equal test performance: Every production batch undergoes the same rigorous testing: voltage withstand (3.5 kV for 1.1 kV grade, 10 kV for 3.3 kV grade), insulation resistance measurement, capacitance balance check, flame retardance testing, and mechanical flexibility trials. Results meet or exceed the standard’s requirements.
Certification: Feichun products are supported by independent test reports and documentation proving compliance with MDG 3010 and SANS 10198, the safety benchmarks recognised in South Africa.
From a technical and operational perspective, Feichun Type 245SF is a direct drop‑in replacement — no changes to installation, connection, or maintenance procedures are required.
Key Advantages Over Premium Brands
While performance and compliance are identical, Feichun offers clear practical and commercial benefits:
Competitive pricing: Costs are typically 15 % to 25 % lower than established European or Australian brands. This reduction directly lowers capital expenditure for new projects and replacement programmes, without compromising safety or reliability.
Shorter lead times: Feichun maintains stock of the most common sizes — 35 mm², 50 mm², and 70 mm² — ready for immediate shipment. For custom lengths or larger cross‑sections, delivery times range from just 4 to 6 weeks, compared to 12 to 16 weeks for imported premium brands. Fast delivery means less downtime and faster project completion, a critical factor in mining operations where delays cost thousands of Rands per hour.
Dedicated support: Feichun provides comprehensive documentation in English, including data sheets, test certificates, and installation guidelines. The export team has specific experience working with South African mining specifications and procedures, ensuring smooth logistics and compliance verification.
Extended warranty: Products are backed by a 5‑year warranty, matching or exceeding the coverage offered by major brands, giving operators full confidence in their investment.
Why Choose Feichun?
Choosing Feichun Type 245SF means you get:
The same quality and safety as the market leaders
Full compliance with South African mining standards
Significant cost savings
Faster delivery and better availability
Professional technical and logistical support
It represents the smartest balance between performance, compliance, and value — perfectly suited for both new mine developments and ongoing maintenance programmes across Southern Africa.
Full Technical Specifications
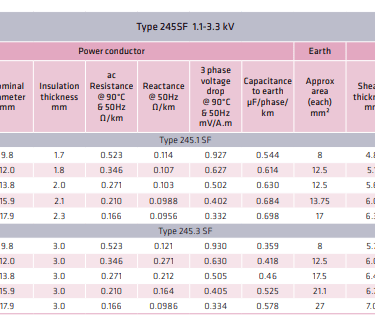
Based on AS/NZS 1802 and Feichun’s technical documentation, the following specifications apply to Type 245SF 1.1–3.3 kV:
Voltage Grades
Type 245.1SF: Rated voltage 1.1/1.1 kV (phase‑to‑earth / phase‑to‑phase). Power frequency withstand test: 3.5 kV for 5 minutes.
Type 245.3SF: Rated voltage 3.3/3.3 kV. Power frequency withstand test: 10 kV for 5 minutes.
Core Configuration
Power cores: 3 cores, Class 5/6 tinned annealed copper, insulated with EPR (R‑EP‑90). 3.3 kV versions include extruded semi‑conductive screen over insulation.
Earth cores: 3 cores, tinned copper, covered with semi‑conductive elastomer, positioned in interstices. Cross‑section matched to power core size for fault current capacity.
Pilot/control cores: 3 cores, centrally located, extensible design. Maximum DC resistance: 3 Ω/100 m. Numbered identification printed at intervals ≤ 300 mm.
Material Specifications
Conductors: Tinned copper to AS/NZS 1125.
Insulation: EPR (Ethylene‑Propylene Rubber), type R‑EP‑90, continuous operating temperature 90 °C.
Screening: Semi‑conductive elastomer, volume resistivity 10²–10⁵ Ω·cm.
Reinforcement: Open‑weave high‑tenacity polyester or aramid braid.
Sheath: HD‑85‑PCP (Polychloroprene), hardness 85±5 Shore A, flame‑retardant, heavy‑duty grade.
Mechanical and Environmental Properties
Minimum bend radius:
Static installation: ≥ 6 × overall diameter
Dynamic / cable chain operation: ≥ 8 × overall diameter
Reeling: ≥ 12 × overall diameter
Temperature range:
Continuous operation: –25 °C to +90 °C
Short‑term emergency: up to +130 °C
Installation minimum: –15 °C (pre‑heat required if colder)
Flame performance: Meets AS/NZS 1802 Clause 5.10 and IEC 60332‑1; self‑extinguishing, no flame spread.
Water resistance: Suitable for temporary immersion; low water absorption (< 0.1 %).
Chemical resistance: Excellent against mine water, acids, alkalis, oils, greases, ozone, and UV radiation.
Typical Size and Performance Data
Selection Guide: How to Choose the Correct Cable
Selecting the right Type 245SF variant ensures safe operation, maximum life, and cost efficiency. Follow this structured approach used by mine electrical engineers across South Africa.
Step 1 – Choose Voltage Grade
1.1 kV (245.1SF): Best suited for face lengths up to 150 metres and machine power ratings below 400 kW. Lower cost, smaller diameter, more flexible — ideal for auxiliary machines or shorter panels.
3.3 kV (245.3SF): The standard choice for South African longwalls. Recommended for face lengths between 150 and 300 metres and power ratings from 400 kW up to 1.2 MW. Reduces voltage drop, allows longer runs, and improves system stability.
Rule of thumb: Always select the higher voltage grade if operating conditions are near the limit — it lowers losses and improves reliability.
Step 2 – Determine Conductor Size
Three key factors must be balanced: ampacity, voltage drop, and mechanical strength.
Ampacity Check:
Calculate the maximum continuous current drawn by the shearer and auxiliary equipment. Apply derating factors:
Ambient temperature > 25 °C: multiply by 0.90 per +10 °C rise
Cables grouped or enclosed: multiply by 0.70–0.85
Altitude > 1000 m: multiply by 0.95 per 1000 m
Always leave at least 20 % capacity margin for overloads and future upgrades.
Voltage Drop Calculation:
Keep total voltage drop below 5 % at the farthest point of the face. For 3.3 kV systems, aim for less than 3 % drop
Larger cross‑sections reduce drop significantly — worth the extra investment for long faces.
Mechanical Requirement:
For cable chain applications, never select less than 25 mm². For frequent movement and heavy drag, use minimum 35 mm². Larger conductors are mechanically stronger and resist stretching better.
Recommended sizes for South African conditions:
35 mm²: Short‑to‑medium faces, light‑to‑medium duty
50 mm²: Standard longwall face — best balance of size, flexibility, and capacity
70 mm² / 95 mm²: Long faces (> 250 m), high‑power machines, heavy duty
Step 3 – Select Optional Features
Feichun offers customisation to match specific site conditions:
Sheath upgrade: Standard HD‑85‑PCP can be replaced with CPE (Chlorinated Polyethylene) for 105 °C rating or CSP (Chlorosulphonated Polyethylene) for superior chemical resistance in highly acidic or oily environments.
Reinforcement upgrade: Aramid braid instead of polyester for 30 % higher tensile strength and reduced weight — ideal for very long runs or steep seams.
Marking: Custom metre marking, company branding, or sequential numbering for easy installation and asset tracking.
Installation, Operation & Maintenance
Even the best‑engineered cable will fail prematurely if installed or maintained incorrectly. These guidelines align with South African mining safety codes and best engineering practice.
Installation Best Practices
Temperature control: Do not install or handle cable if ambient temperature is below –15 °C. If necessary, warm the cable in a heated area for at least 24 hours before installation to prevent sheath cracking.
Bend radius discipline:
Never force the cable into a bend smaller than 6 × diameter.
In cable chains, ensure guides and rollers maintain a minimum 8 × diameter bend at all points.
Improper bending is the number one cause of early failure — it breaks conductors and damages insulation internally.
Tension limits:
Maximum pulling tension: 15 N/mm² of conductor cross‑section.
Use pulling eyes or grips designed for flexible mining cables — do not pull directly on conductors or pilots.
Use roller supports along the route to reduce friction and tension.
Termination rules:
Only use explosion‑proof glands and connectors certified for underground use.
Ensure semi‑conductive layers are correctly terminated and bonded to earth continuity.
Maintain core identification — follow colour or printed number coding strictly.
Terminate pilots in dedicated control circuits separate from power wiring to avoid interference.
Earthing:
Connect all three earth cores in parallel for maximum fault capacity.
Measure earth resistance after installation — must be ≤ 1 Ω.
Regular Maintenance Programme
Implement a structured maintenance schedule to maximise service life and prevent unplanned outages.
Daily / Shift Inspection
Visual check for cuts, abrasion, bulges, or hardening of the sheath.
Ensure cable is seated correctly in the trough or chain — no jamming or excessive slack.
Check connectors for signs of overheating or damage.
Quarterly Electrical Testing
Insulation resistance: Measure with 1000 V megger. Minimum acceptable value: 500 MΩ·km. If below 200 MΩ·km, investigate and plan replacement.
Pilot resistance balance: Measure DC resistance of each pilot core. Difference between cores must be < 0.3 Ω. Unbalance indicates damage or poor connection.
Earth continuity: Verify low resistance path (< 0.1 Ω) between equipment frame and main earthing system.
Annual Mechanical Inspection
Sheath thickness: Measure
residual thickness at worn sections — replacement is recommended when thickness falls below 85 % of nominal value.
Flex condition: Inspect for permanent deformation, flattening, or signs of internal twisting.
Reinforcement integrity: Check for exposed braid or signs of tensile over‑stress.
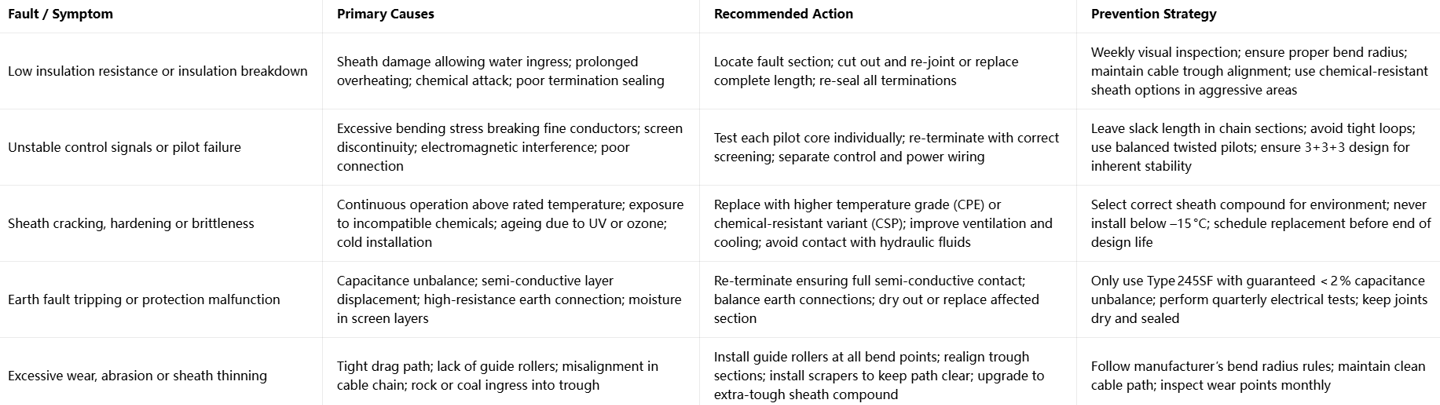
Common Faults, Causes and Prevention
Even with high‑quality cable, problems can occur if conditions or handling are not correct. The following table summarises typical issues and how to avoid them, based on decades of experience in South African mines.
Frequently Asked Questions
Q1: Can I use AS/NZS 2802 Type 450 or Type 440 instead of AS/NZS 1802 Type 245SF?
A: No, and this is a critical safety and compliance point.
AS/NZS 2802 is the standard for surface mining and general industrial cables. It does not include the mandatory requirements for underground hazardous areas: semi‑conductive screening, strict capacitance balance, symmetrical core layout, or the same level of flame retardancy. In South Africa, mine safety regulations (SANS 10198, MDG 3010) explicitly prohibit the use of AS/NZS 2802 cables in underground coal mines where explosive atmospheres may occur. Type 245SF is designed, tested, and certified specifically for these risks; AS/NZS 2802 cables are not. Using the wrong type exposes personnel to danger and the mine to regulatory penalties.
Q2: What is the real difference between Type 240, Type 241 and Type 245SF?
A: The difference lies in core configuration, monitoring capability and flexibility — exactly what matters most in longwall applications.
Type 240: Basic construction — 3 power cores + 1 earth core + 1 pilot core. Limited safety redundancy; only basic monitoring possible. Bend radius 10–12 × diameter.
Type 241: Mechanical upgrade with thicker sheath, but still only 1 earth + 1 pilot. Better wear life, but same limitations in safety and control.
Type 245SF: Premium design — 3 power + 3 earth + 3 central pilots. Full redundancy, balanced capacitance, comprehensive monitoring, and Super Flexible construction with bend radius 6–8 × diameter. This is the only type engineered for continuous motion in cable chains.
For modern longwall shearers with advanced automation, temperature monitoring, and earth‑fault protection, Type 245SF is the only choice that meets both technical and safety requirement.
Q3: Is Feichun Type 245SF exactly the same as the original Prysmian/Olex product?
A: Yes — technically identical and fully interchangeable.
Feichun manufactures strictly according to the AS/NZS 1802:2018 specification and follows the same design parameters found in the original Prysmian technical data sheets you referenced. This means:
Same conductor stranding, tinning and cross‑sections
Same EPR insulation (R‑EP‑90) thickness and grade
Same semi‑conductive screening material and performance
Same 3+3+3 core arrangement with central extensible pilots
Same HD‑85‑PCP heavy‑duty sheath formulation and thickness
Same test criteria (voltage, capacitance, flame, mechanical flexing)
Independent test reports confirm that electrical, mechanical and environmental performance matches or exceeds the standard requirements. You can install Feichun cable alongside existing cables, use the same glands and connectors, and apply exactly the same maintenance procedures — no design changes, no retraining, no extra risk.
Q4: How do I decide between 1.1 kV and 3.3 kV versions?
A: Base your choice on face length, installed power and voltage drop limits.
1.1 kV (Type 245.1SF):
Best for face lengths under 150 metres and total connected power below 400 kW. Lower cost, smaller overall diameter, slightly more flexible. Ideal for auxiliary machines, development panels or smaller operations.
3.3 kV (Type 245.3SF):
The standard for South African longwalls. Recommended for face lengths 150–300 metres and power ratings 400 kW to 1.2 MW. Higher voltage reduces current proportionally, cutting voltage drop and power losses significantly. It allows longer runs with smaller conductors, reduces heating, and improves stability under high load.
Rule of thumb: If your face is longer than 150 metres or your shearer motor exceeds 400 kW, always choose 3.3 kV. The extra investment is quickly recovered through lower energy losses and better performance.
Q5: Can this cable be used in permanently wet or submerged areas?
A: Yes — temporarily or intermittently submerged conditions are fully permitted.
Thanks to the combination of EPR insulation (water absorption < 0.1 %) and a dense, seamless HD‑85‑PCP sheath, Type 245SF resists water ingress exceptionally well. The semi‑conductive system is also designed to operate reliably in high humidity.
However, continuous permanent submersion (more than 7 days continuously) is not recommended without additional protection. For areas prone to flooding, Feichun can provide an optional water‑blocking tape layer for extra security. Always ensure terminations are properly sealed to prevent water wicking into cores.
Q6: What bend radius must be strictly observed?
A: Follow these limits exactly — they are part of the design safety factor.
Static installation / fixed runs: Minimum 6 × overall diameter
Dynamic movement / cable chain / trough: Minimum 8 × overall diameter — most critical rule for longwall use
Reeling onto drums: Minimum 12 × overall diameter
Exceeding these radii compresses insulation on the inside of the bend and stretches conductors on the outside. Over time, this causes fatigue breakage of fine strands, internal delamination of layers, and eventual electrical failure — often invisible until it is too late. In cable chains, ensure all rollers, guides and sprockets are sized and positioned to maintain the 8 × radius everywhere along the travel path.
Q7: How long is the delivery time and is stock available?
A: Feichun offers industry‑leading availability and fast shipping to South Africa.
Stock sizes: 35 mm², 50 mm² and 70 mm² in both 1.1 kV and 3.3 kV grades are held in stock at regional distribution hubs. Delivery to major centres (Johannesburg, Nelspruit, Witbank) typically takes 2–4 weeks.
Custom sizes / lengths: For 25 mm² or 95 mm², or non‑standard lengths, production lead time is 4–6 weeks — significantly faster than the 12–16 weeks typical for European or Australian brands.
Documentation: All certificates, test reports and packing lists are prepared in English and compliant with South African import and mine safety requirements, ensuring smooth customs clearance.
Conclusion
Longwall shearer operations in South Africa represent one of the most demanding environments for electrical power and control cables. Every element — from deep‑mine temperatures and high humidity to continuous movement, abrasion, and explosive atmospheres — pushes materials and design to their absolute limit.
AS/NZS 1802 Type 245SF 1.1–3.3 kV flexible mining cable was engineered specifically to meet these challenges. Its unique 3+3+3 core architecture, advanced EPR insulation system, precision semi‑conductive screening, and ultra‑tough HD‑85‑PCP sheath work together as a complete system. It delivers the flexibility to navigate tight cable chains, the electrical stability to ensure protection reliability, the mechanical strength to survive years of dragging and bending, and the safety features required by local regulations.
By choosing Feichun Brand, mine operators gain access to this proven technology without compromise. Feichun’s products are fully compliant, technically identical to premium brands, and backed by rigorous testing and certification. At the same time, they offer better pricing, faster delivery, and a level of support tailored exactly to the needs of the Southern African market.
Whether you are designing a new longwall panel, planning a replacement programme, or looking to improve reliability and reduce costs in your existing operation, Type 245SF from Feichun is the solution that balances safety, performance, and value perfectly.
If you are ready to source AS/NZS 1802 Type 245SF 1.1–3.3 kV flexible mining cable, or require detailed data sheets, sample lengths, formal quotations or technical consultation, please contact the Feichun dedicated mining team:
The Feichun team provides:
Full compliance documentation and test certificates aligned with South African standards
Customised length production and packaging suitable for underground handling
Competitive pricing and flexible payment terms
Fast delivery to all major mining regions in South Africa
Feichun is your reliable partner for high‑performance mining cables — delivering safety, quality and value underground.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: