Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com

Why Is AS/NZS 1802 Type 241 Cable the Ultimate Choice for High-Voltage Mining Applications?
Discover everything about AS/NZS 1802 Type 241 cable - from construction features to mining applications. Learn why this high-voltage cable is essential for industrial operations.
Li.wang@Feichun Cable
7/23/202512 min read
Mining operations demand electrical infrastructure that can withstand extreme conditions while maintaining reliable power transmission. In the challenging environment of underground mines and surface mining facilities, selecting the right cable system becomes critical for operational safety and efficiency. The AS/NZS 1802 Type 241 cable has emerged as a cornerstone solution for high-voltage applications in the mining industry, offering exceptional performance characteristics that address the unique demands of these harsh industrial environments.
The importance of proper cable selection cannot be overstated in mining operations, where equipment failure can result in costly downtime, safety hazards, and significant financial losses. Understanding the technical specifications, applications, and benefits of specialized cables like the Type 241 enables mining engineers and facility managers to make informed decisions that enhance operational reliability and safety standards.
What Is the AS/NZS 1802 Type 241 Cable?
The AS/NZS 1802 Type 241 cable represents a specialized high-voltage power cable specifically engineered for demanding industrial applications, particularly in mining environments. This cable classification falls under the comprehensive AS/NZS 1802 standard, which governs insulated cables for working voltages exceeding 1 kV in Australia and New Zealand.
Type 241 cables are characterized by their robust construction, featuring cross-linked polyethylene (XLPE) insulation and specialized sheathing materials designed to withstand harsh environmental conditions. These cables typically operate at voltage levels ranging from 3.3 kV to 33 kV, making them suitable for medium to high-voltage applications in industrial settings.
The designation "Type 241" specifically refers to cables with particular construction characteristics, including conductor materials, insulation thickness, and protective sheathing configurations. These cables are engineered to deliver reliable power transmission in environments where standard commercial cables would fail due to mechanical stress, chemical exposure, or extreme temperature variations.
The core design philosophy behind Type 241 cables centers on durability and reliability. Unlike conventional power cables, these specialized conductors incorporate enhanced protection mechanisms against moisture ingress, mechanical damage, and chemical degradation. This makes them particularly valuable in mining applications where cables may be subjected to underground conditions, mobile equipment operations, and exposure to various industrial chemicals.
Standards Compliance
The AS/NZS 1802 standard establishes comprehensive requirements for insulated cables operating at voltages exceeding 1 kV, ensuring consistent quality and performance across the Australian and New Zealand markets. This standard encompasses multiple aspects of cable design, including conductor specifications, insulation materials, sheathing requirements, and testing protocols.
Type 241 cables must comply with stringent electrical performance criteria, including dielectric strength, insulation resistance, and conductor resistance specifications. The standard mandates specific testing procedures to verify these electrical characteristics, ensuring that cables meet minimum performance thresholds before deployment in critical applications.
Mechanical performance requirements under AS/NZS 1802 address the physical durability aspects crucial for mining applications. These include tensile strength specifications for conductors, impact resistance for cable sheaths, and flexibility requirements that enable installation in challenging environments. The standard also establishes minimum bend radius specifications to prevent insulation damage during installation and operation.
Environmental compliance aspects of the standard address the cable's ability to perform under various climatic and chemical exposure conditions. This includes requirements for temperature ratings, moisture resistance, and chemical compatibility with common industrial substances encountered in mining operations.
Quality assurance protocols mandated by AS/NZS 1802 require comprehensive factory testing and certification processes. Manufacturers must demonstrate compliance through rigorous testing programs that validate electrical, mechanical, and environmental performance characteristics. This certification process provides end-users with confidence in the cable's ability to perform reliably in demanding applications.
The standard also incorporates safety considerations, establishing requirements for flame retardancy, smoke emission characteristics, and toxic gas generation during fire conditions. These safety aspects are particularly critical in underground mining applications where emergency evacuation procedures may be complicated by confined spaces and limited ventilation.
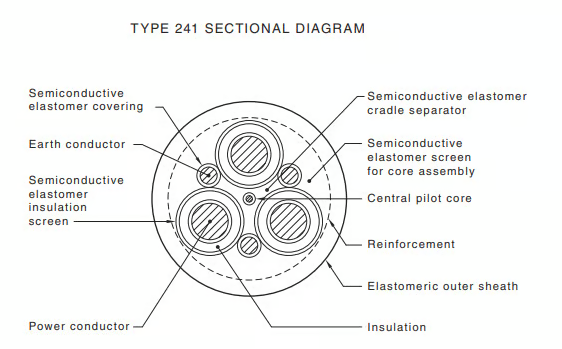
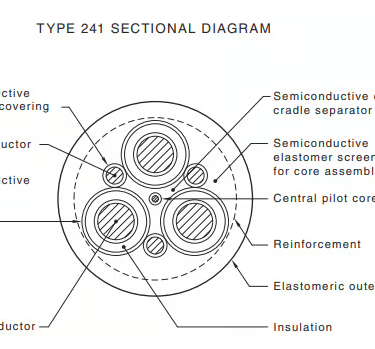
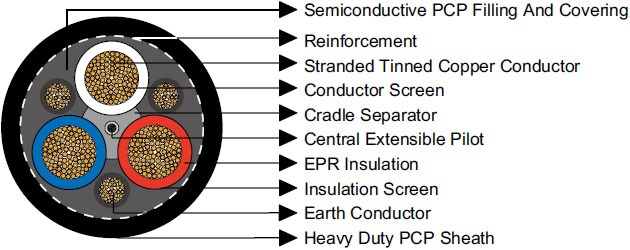
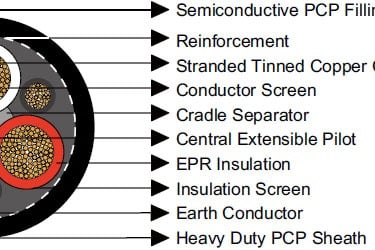
Key Construction Features
The construction of AS/NZS 1802 Type 241 cables incorporates several sophisticated design elements that distinguish them from standard industrial cables. The conductor system typically utilizes stranded copper or aluminum conductors, selected for optimal electrical conductivity and mechanical flexibility. Copper conductors are preferred for applications requiring superior electrical performance, while aluminum alternatives may be selected for cost-effectiveness in larger installations.
Cross-linked polyethylene (XLPE) insulation forms the primary electrical barrier in Type 241 cables. This insulation material offers superior electrical properties compared to conventional thermoplastic insulations, including higher dielectric strength, lower dielectric losses, and enhanced thermal stability. The cross-linking process creates a three-dimensional molecular structure that maintains integrity at elevated temperatures and provides excellent resistance to environmental stress cracking.
The insulation system often incorporates semiconducting screens both under and over the primary insulation layer. These screens ensure uniform electric field distribution around the conductor, preventing localized stress concentrations that could lead to premature insulation failure. The screens also facilitate proper termination and jointing procedures by providing defined interfaces for accessory components.
Protective sheathing systems in Type 241 cables utilize specialized polymer compounds designed for harsh industrial environments. Common sheathing materials include polyvinyl chloride (PVC), cross-linked polyethylene, or thermoplastic elastomers, each selected based on specific environmental requirements. The sheathing provides mechanical protection against abrasion, impact, and chemical exposure while maintaining flexibility for installation purposes.
Armor systems may be incorporated in Type 241 cables destined for particularly demanding applications. Steel wire armor provides enhanced mechanical protection against crushing forces and impact damage, while aluminum wire armor offers similar protection with reduced weight. The armor selection depends on specific installation requirements and environmental hazards.
Water-blocking technologies are integrated throughout the cable construction to prevent moisture ingress, which could compromise electrical performance or lead to premature failure. These may include water-swellable tapes, filling compounds, or specialized barrier layers that prevent longitudinal water migration along the cable length.
Electrical and Mechanical Performance
The electrical performance characteristics of AS/NZS 1802 Type 241 cables are optimized for reliable power transmission in high-voltage applications. Conductor resistance values are minimized through proper material selection and manufacturing processes, ensuring efficient power transfer with minimal losses. The resistance characteristics must comply with specified maximum values at standard test temperatures, typically 20°C.
Insulation resistance performance is critical for maintaining electrical integrity throughout the cable's service life. Type 241 cables typically exhibit insulation resistance values exceeding 100 MΩ·km at standard test voltages, demonstrating the effectiveness of the XLPE insulation system. This high insulation resistance helps prevent leakage currents that could compromise system efficiency or create safety hazards.
Dielectric strength testing validates the insulation system's ability to withstand electrical stress without breakdown. Type 241 cables undergo rigorous high-voltage testing at levels significantly exceeding normal operating voltages, ensuring adequate safety margins for reliable operation. The XLPE insulation system typically demonstrates excellent dielectric strength characteristics across a wide temperature range.
Capacitance and inductance values are carefully controlled in Type 241 cable designs to optimize power transmission characteristics. These parameters affect power factor, voltage regulation, and system stability in high-voltage applications. Proper cable design ensures that reactive power requirements are minimized while maintaining acceptable voltage drop characteristics.
Mechanical performance aspects include tensile strength specifications for both conductors and overall cable assemblies. The stranded conductor construction provides flexibility while maintaining adequate tensile strength for installation procedures. The cable design must accommodate pulling tensions encountered during installation without compromising electrical or mechanical integrity.
Flexibility characteristics are particularly important for mining applications where cables may be subjected to repeated bending or flexing during equipment operation. The cable construction incorporates design features that maintain flexibility while providing adequate protection against fatigue failure. Minimum bend radius specifications ensure that installation procedures do not damage the cable structure.
Impact resistance and crush resistance properties protect the cable against mechanical damage during installation and operation. The protective sheathing and any armor systems are designed to distribute mechanical loads and prevent damage to internal electrical components. These characteristics are especially important in mobile equipment applications where cables may be subjected to dynamic loading conditions.
Typical Applications in Mining
Underground mining operations represent the primary application domain for AS/NZS 1802 Type 241 cables, where their robust construction and reliable performance characteristics address the unique challenges of subterranean electrical distribution. These cables serve as the backbone for powering essential mining equipment, including ventilation systems, lighting networks, and material handling equipment that operate in harsh underground environments.
Mobile mining equipment applications utilize Type 241 cables in trailing cable configurations that must withstand repeated flexing, tensioning, and environmental exposure. Draglines, electric shovels, and continuous miners rely on these specialized cables to deliver high-voltage power while accommodating the dynamic movement requirements of mobile operations. The cable's flexibility and durability characteristics enable reliable power transmission despite the mechanical stresses imposed by equipment mobility.
Surface mining operations employ Type 241 cables for fixed installations connecting processing plants, conveyor systems, and stationary equipment. These applications benefit from the cable's weather resistance and long-term reliability characteristics, which ensure consistent power delivery in exposed outdoor environments. The cables' ability to withstand temperature variations, UV exposure, and chemical contamination makes them suitable for surface mining applications.
Processing plant electrical distribution systems utilize Type 241 cables for connecting high-power equipment such as crushers, mills, and separation equipment. These applications require cables capable of handling significant electrical loads while maintaining reliability in industrial environments characterized by vibration, dust, and chemical exposure. The robust construction of Type 241 cables ensures reliable operation in these demanding conditions.
Ventilation system applications rely on Type 241 cables to power critical air handling equipment that maintains safe atmospheric conditions in underground workings. The reliability of these cables is essential for mine safety, as ventilation system failures can create hazardous conditions requiring immediate evacuation. The cable's proven performance characteristics provide the dependability required for life-safety applications.
Power distribution substations in mining facilities utilize Type 241 cables for interconnecting transformers, switchgear, and distribution panels. These applications require cables with excellent electrical performance characteristics and long-term reliability, as failures in distribution systems can affect entire mining operations. The high-quality construction of Type 241 cables ensures reliable power distribution throughout mining facilities.
Advantages of Type 241 Cable
The primary advantage of AS/NZS 1802 Type 241 cables lies in their exceptional durability and reliability in harsh industrial environments. The robust construction, featuring XLPE insulation and specialized protective systems, enables these cables to maintain reliable operation under conditions that would quickly degrade standard commercial cables. This durability translates directly into reduced maintenance requirements and lower total cost of ownership over the cable's service life.
Superior electrical performance characteristics provide significant advantages in high-voltage mining applications. The low dielectric losses of XLPE insulation contribute to improved system efficiency, while the excellent dielectric strength ensures reliable operation with adequate safety margins. These electrical performance advantages become particularly important in long cable runs common in mining applications, where cable losses can significantly impact overall system efficiency.
Flexibility and installation advantages make Type 241 cables particularly suitable for challenging mining environments. The cable construction maintains adequate flexibility for installation in confined spaces while providing the mechanical strength necessary for long-term reliability. This combination of characteristics simplifies installation procedures and reduces the risk of installation-related damage.
Environmental resistance capabilities enable Type 241 cables to perform reliably in the diverse environmental conditions encountered in mining operations. Resistance to moisture, chemicals, and temperature extremes ensures consistent performance regardless of environmental exposure. This environmental capability reduces the need for expensive protective measures and enables simplified installation procedures.
Safety advantages include excellent flame retardancy characteristics and low smoke emission properties that enhance fire safety in underground mining applications. The cable's construction minimizes the risk of fire propagation and reduces the generation of toxic gases during fire conditions. These safety characteristics are particularly important in confined underground spaces where evacuation may be complicated.
Long-term reliability advantages result from the high-quality materials and construction techniques employed in Type 241 cable manufacturing. The proven performance of XLPE insulation systems and robust protective designs ensures extended service life with minimal degradation. This reliability advantage reduces the frequency of cable replacements and associated downtime costs.
Cost-effectiveness advantages emerge from the combination of superior performance, extended service life, and reduced maintenance requirements. While the initial cost of Type 241 cables may exceed that of standard alternatives, the total cost of ownership typically favors these specialized cables due to their superior reliability and longevity characteristics.
Safety and Maintenance Considerations
Safety considerations for AS/NZS 1802 Type 241 cables begin with proper installation procedures that ensure the cable's protective systems remain intact throughout the installation process. Installation teams must follow specified bend radius requirements to prevent insulation damage, and pulling tensions must not exceed manufacturer specifications. Proper cable support systems prevent mechanical stress concentrations that could lead to premature failure.
Regular inspection protocols are essential for maintaining the safety and reliability of Type 241 cable installations. Visual inspections should identify signs of mechanical damage, chemical attack, or environmental degradation that could compromise cable performance. Particular attention should be paid to cable entry points, terminations, and areas where cables may be subjected to mechanical stress or chemical exposure.
Electrical testing programs provide early warning of potential cable problems before they result in system failures. Insulation resistance testing can identify degradation of the insulation system, while partial discharge testing can detect developing problems in the cable's electrical stress control systems. These testing programs should be implemented on a regular schedule based on the criticality of the application and environmental exposure conditions.
Termination and jointing procedures require specialized techniques and materials to ensure reliable electrical connections. Proper stress control at cable terminations is essential for preventing electrical breakdown, while environmental sealing prevents moisture ingress that could compromise performance. Only qualified personnel should perform termination and jointing work using manufacturer-approved materials and procedures.
Emergency response procedures should address potential cable failures and their impact on mining operations. Plans should include procedures for isolating damaged cables, implementing backup power systems, and safely accessing affected areas. Emergency response teams should be trained in the specific hazards associated with high-voltage cable systems and appropriate safety procedures.
Documentation and record-keeping requirements ensure that cable installation, testing, and maintenance activities are properly tracked throughout the cable's service life. Comprehensive records enable effective maintenance planning and provide valuable information for troubleshooting potential problems. Documentation should include installation records, test results, maintenance activities, and any incidents or abnormal conditions.
Future Trends and Innovations
The evolution of AS/NZS 1802 Type 241 cables continues to be driven by advancing materials science and changing requirements in mining applications. New insulation materials with enhanced thermal and electrical properties are being developed to enable higher power densities and improved performance in extreme environments. These advanced materials may offer superior resistance to partial discharge, enhanced thermal stability, and improved environmental compatibility.
Smart cable technologies are emerging that incorporate sensing capabilities directly into the cable structure. These intelligent systems can monitor cable temperature, electrical parameters, and mechanical stress in real-time, providing early warning of potential problems and enabling predictive maintenance strategies. The integration of fiber optic monitoring systems and embedded sensors represents a significant advancement in cable system reliability.
Environmental sustainability considerations are driving the development of more environmentally friendly cable materials and manufacturing processes. Bio-based insulation materials, recyclable sheathing compounds, and reduced environmental impact manufacturing processes are being investigated to reduce the ecological footprint of cable systems while maintaining performance characteristics.
Digitalization trends in mining operations are creating new requirements for cable systems that can support high-speed data transmission alongside power delivery. Hybrid cable designs incorporating fiber optic communication systems with high-voltage power conductors are being developed to meet these evolving requirements while maintaining the reliability characteristics essential for mining applications.
Manufacturing process improvements continue to enhance the quality and consistency of Type 241 cables. Advanced quality control systems, improved materials processing techniques, and enhanced testing capabilities ensure that cables meet increasingly stringent performance requirements. These manufacturing improvements contribute to enhanced reliability and extended service life.
Standardization efforts are evolving to address new applications and technologies while maintaining compatibility with existing systems. Future revisions of AS/NZS 1802 may incorporate requirements for smart cable technologies, enhanced environmental performance, and new testing procedures that reflect advancing technology and changing application requirements.
FAQ: Frequently Asked Questions
What voltage levels are suitable for AS/NZS 1802 Type 241 cables?
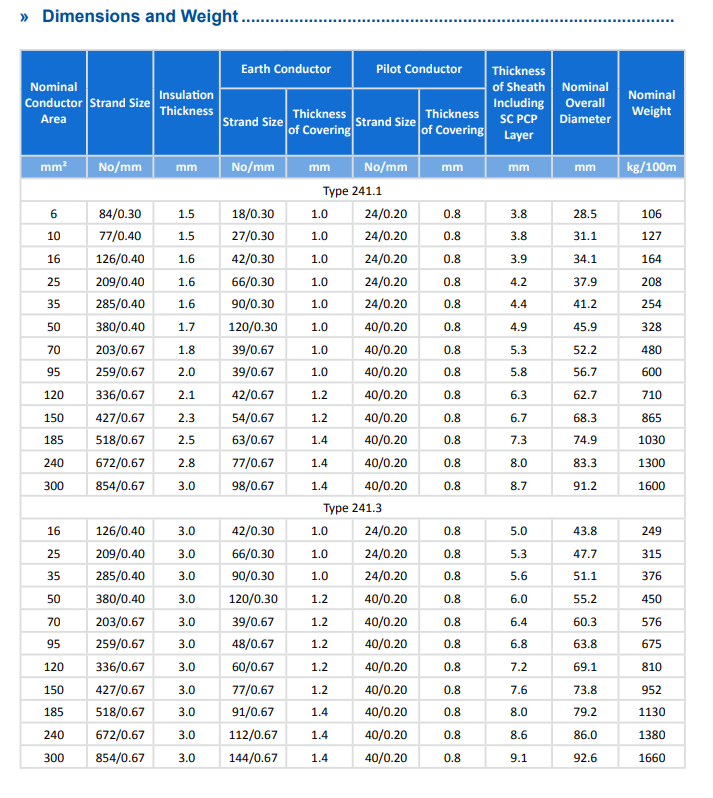
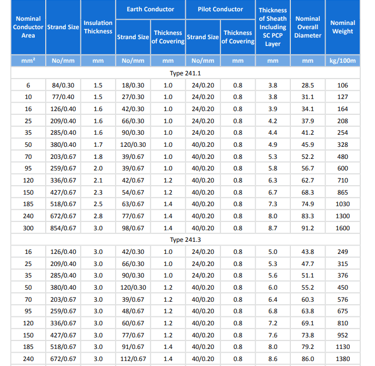
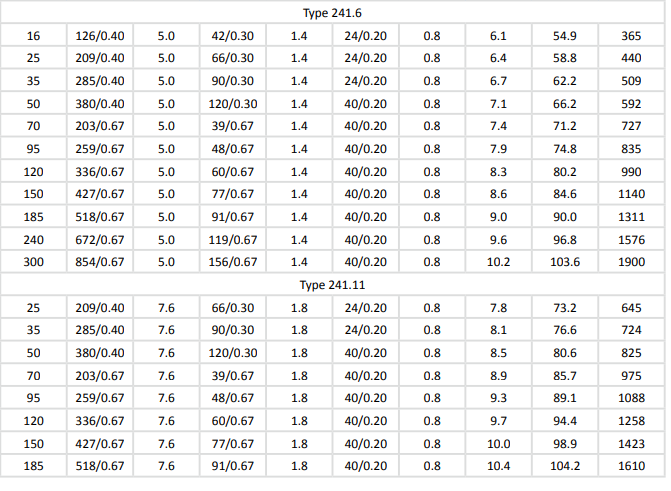
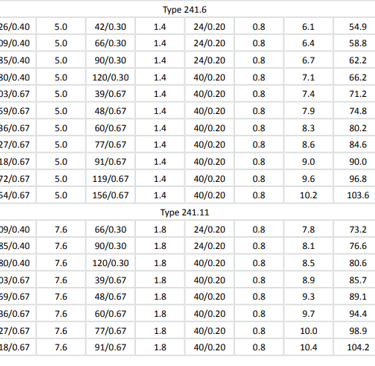
A: Type 241 cables are designed for medium to high-voltage applications, typically ranging from 3.3 kV to 33 kV. The specific voltage rating depends on the insulation thickness and construction details specified for each particular cable design.
How do Type 241 cables differ from standard industrial power cables?
A: Type 241 cables feature enhanced construction with XLPE insulation, specialized protective sheathing, and robust mechanical design elements that provide superior performance in harsh environments compared to standard commercial cables.
What are the typical installation requirements for Type 241 cables?
A: Installation requires attention to minimum bend radius specifications, maximum pulling tensions, and proper cable support systems. Professional installation by qualified personnel is recommended to ensure optimal performance and safety.
How often should Type 241 cables be tested and inspected?
A: Regular inspection schedules should be based on application criticality and environmental conditions, typically ranging from annual inspections for less critical applications to quarterly inspections for critical mining systems.
What maintenance is required for Type 241 cable systems?
A: Maintenance includes regular visual inspections, electrical testing programs, termination checks, and environmental monitoring. Specific maintenance requirements depend on installation conditions and application criticality.
Can Type 241 cables be repaired if damaged?
A: Minor damage may be repairable using approved splicing techniques and materials, but significant damage typically requires cable replacement. Repair decisions should consider safety implications and long-term reliability requirements.
AS/NZS 1802 Type 241 cables represent a critical component in modern mining electrical infrastructure, providing the reliability and performance characteristics essential for safe and efficient mining operations. Their robust construction, superior electrical properties, and proven performance in harsh environments make them the preferred choice for demanding high-voltage applications throughout the mining industry.
The comprehensive design approach embodied in Type 241 cables addresses the unique challenges of mining environments while providing the safety margins and reliability characteristics essential for critical industrial applications. As mining operations continue to evolve and become more technologically sophisticated, these specialized cables will remain fundamental to ensuring reliable power distribution and operational safety.
Understanding the technical specifications, applications, and benefits of Type 241 cables enables mining professionals to make informed decisions that enhance operational reliability while maintaining safety standards. The investment in high-quality cable systems like Type 241 delivers long-term value through improved reliability, reduced maintenance requirements, and enhanced safety performance that directly contributes to successful mining operations.











Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: