Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Why Is FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER the Ultimate High-Speed Reeling Cable for Extreme Dynamic Applications in Ports and Mining?
FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER sets the global benchmark for medium-voltage reeling and trailing cables, purpose-engineered for the most demanding operations in ports, mining, and heavy industry across South Africa and beyond. This comprehensive analysis unpacks the advanced engineering principles, material science, and structural design that make it a system-level solution rather than just a standard cable. Explore its performance capabilities, compliance with international standards, practical selection guidance, and why Feichun’s equivalent version delivers identical quality with faster delivery and competitive pricing for projects from Limpopo’s open-pit mines to Durban’s container terminals.
Li Wang
5/29/202625 min read


Introduction
In the heavy industries that drive South Africa’s economy – from the platinum and coal mines of Limpopo and Mpumalanga to the bulk material and container terminals of Durban, Richards Bay, and Saldanha Bay – machinery operates under some of the most challenging conditions on Earth. Mobile equipment such as electric shovels, draglines, stacker reclaimers, ship-to-shore cranes, and automated handling systems requires a continuous supply of medium-voltage power alongside reliable, high-speed data communication to function safely and efficiently.
The cable connecting these machines to the fixed power supply is one of the most critical components in the entire system. It is subjected to constant reeling and unreeling, high-speed movement, multi-directional bending, severe torsion, heavy tensile loads, and exposure to dust, moisture, extreme temperatures, chemicals, and ultraviolet radiation. In many operations, standard industrial cables fail within six to eighteen months due to conductor breakage, insulation damage, signal loss, or environmental degradation. Each failure leads to costly downtime, lost production, and expensive maintenance interventions – problems that are simply unacceptable in today’s competitive industrial environment.
FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER was developed specifically to solve these problems. It is not merely an upgraded version of a conventional cable design; it is a fully integrated system solution, re-engineered from the conductor outwards to withstand the unique stresses of dynamic applications. Every layer, every material choice, and every dimension has been calculated to deliver exceptional reliability, long service life, and superior performance even when operating at speeds up to 300 meters per minute and withstanding torsional forces of ±25 degrees per meter.
This article explains exactly what makes this cable different, the science behind its construction, why it outperforms every other product in its class, and how engineers and procurement professionals can specify and source it effectively for projects across Southern Africa.
Understanding the Product: More Than Just a Cable
Decoding the Name and Purpose
The full product name – FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER – acts as a complete technical specification in itself, revealing exactly what it is and what it is designed to do. Breaking down the nomenclature helps to understand the core concept behind the design:
FLEXIDRUM®: The registered product series name, clearly indicating its primary purpose: use on drums and reels where continuous flexing and movement are required.
MEDIUM: Specifies medium-voltage operation, covering the range from 3.6/6 kV up to 18/30 kV. This makes it suitable for heavy machinery with high power demands, typically found in mining and port operations.
PLUS: This is the key designation that separates it from standard products. It represents enhanced mechanical performance, improved environmental resistance, and optimized construction for longer life and higher speed operation.
(N)TSCGEWÖU: This is the European type designation that defines the exact construction according to VDE standards. Each letter corresponds to a specific characteristic:
T: Stranded flexible copper conductors
S: Semiconductive layers for electric field control
C: Integrated control or earth conductors
G: Rubber-based insulation material
E: Ethylene Propylene Rubber (EPR) insulation – the highest grade available for flexible medium-voltage cables
W: Reinforced construction with specialized anti-twist protection
ÖU: Special-grade rubber outer sheath resistant to oil, weathering, and extreme temperatures
OPTICAL FIBER: Indicates the integration of optical fiber units within the same cable structure. This is a defining feature, enabling simultaneous power transmission and high-speed data communication without the need for separate cabling infrastructure.
This naming convention reflects a design philosophy where nothing is left to chance. Every feature is included to address a specific operational challenge found in dynamic industrial environments. It is built to the strict requirements of DIN VDE 0250 Part 813, the specialized standard for reeling and trailing cables, which is significantly more demanding than general cable standards.
Core Operational Scope
This cable is engineered for applications where equipment is in constant motion and subjected to complex mechanical forces. Its primary role is to supply reliable medium-voltage power while transmitting critical operational data, control signals, and video feeds in a single, compact assembly.
In the South African context, it is the ideal solution for:
Open-pit mining: Draglines, electric shovels, mobile crushers, stacker-reclaimers, and high-capacity conveyor systems operating in coal, platinum, iron ore, and chrome mines. These applications involve long cable lengths, high tension, and exposure to extreme heat during the day and freezing temperatures at night on the Highveld.
Port and terminal operations: Ship-to-shore cranes, rubber-tyred gantry cranes, bulk ore handlers, and grain elevators at ports such as Durban, Cape Town, Ngqura, and Saldanha. These systems require high-speed reeling capability, resistance to salt spray and coastal corrosion, and reliable communication for automated operations.
Heavy material handling: Stackers, reclaimers, and heavy lifting equipment used in steel mills, smelters, and industrial bulk storage facilities across Gauteng and the Free State.
Tunnel and infrastructure projects: Boring machines and mobile equipment used in construction, where tight bending radii and forced guidance systems are common.
Unlike standard cables that are designed for fixed installation or occasional movement, this model is built for continuous dynamic duty cycle. It is intended to operate reliably for more than 10 years even when subjected to tens of thousands of bending and twisting cycles, making it a long-term investment in operational stability.
Key Technical Parameters Overview
Before diving deep into the engineering details, it is important to establish the baseline specifications that define its performance envelope. These figures are not arbitrary; they represent the result of rigorous testing and optimization:
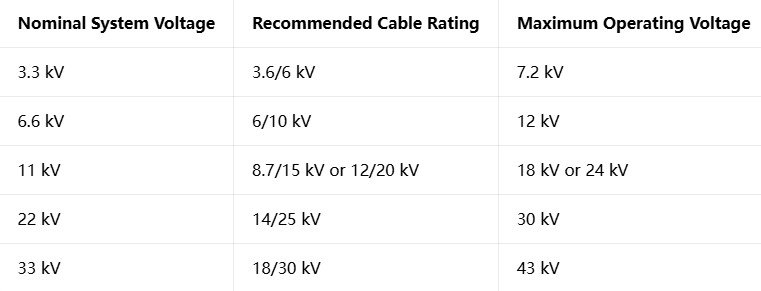
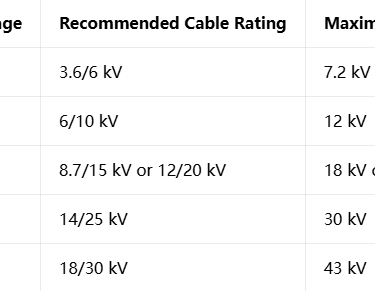
Voltage classes: 3.6/6 kV (max operating 7.2 kV), 6/10 kV (12 kV), 8.7/15 kV (18 kV), 12/20 kV (24 kV), 14/25 kV (30 kV), 18/30 kV (43 kV). This range covers virtually all medium-voltage mobile applications found in industry.
Conductor cross-sections: Available from 25 mm² up to 240 mm², matched with appropriately sized earth cores (25/2 mm² up to 120/2 mm²) to ensure proper protection and performance.
Optical fiber configurations: 6, 12, 18, or 24 fibers, available in multimode (50/125 µm, 62.5/125 µm) or singlemode (E9/125 µm) types to suit different communication needs.
Temperature range:
Fixed installation: -50°C to +80°C
Moving or flexible operation: -35°C to +80°C
Maximum continuous conductor temperature: +90°C
Short-circuit temperature rating: +250°C (for up to 5 seconds)
Mechanical limits:
Minimum bending radius: 6 × cable diameter (fixed), 12 × diameter (on drums), 15 × diameter (over pulleys)
Maximum operating speed: 300 meters per minute – among the highest ratings available in the industry
Torsion resistance: ±25° per meter without damage or performance loss
Tensile strength: From 1,500 N up to 14,400 N depending on conductor size, ensuring it supports its own weight and additional loads safely
These specifications set a new standard for what is possible for a reeling cable and explain why it is chosen for the most critical projects.
Why This Is A System-Level Engineered Solution
To truly understand the value of FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER, we must first understand why ordinary cables fail when used in similar applications. In heavy industry in South Africa, cable failure is one of the leading causes of unplanned maintenance and production loss. The problems usually fall into three distinct categories: mechanical failure, environmental degradation, and electrical breakdown. This product addresses every single one of these failure modes at the design level.
The Root Causes of Failure in Dynamic Applications
Mechanical failure is the most common issue. When a cable is wound onto a drum, unwound, bent over pulleys, and twisted as the machine moves, it experiences complex stress patterns including tension, compression, shear, and torsion. Standard cables are constructed with rigid layers that do not allow movement between components. When bent or twisted, stress concentrates at weak points – usually the conductor or the interface between insulation and sheath. Over time, this causes fatigue, leading to copper wire breakage, insulation cracking, or the separation of layers. In cables with integrated fibers, the optical elements are often crushed or snapped because they are not protected from compressive or tensile forces. This leads to power outages or loss of control signals, effectively stopping the operation.
Environmental degradation happens rapidly in Southern Africa’s harsh climate. High UV radiation, extreme temperature fluctuations, and exposure to mineral oils, greases, chemicals, and salt spray found in mining and port operations break down standard rubber compounds within months. Sheaths become brittle, crack, or swell, allowing moisture and dust to penetrate. Once contaminants enter the cable structure, electrical tracking and insulation failure follow quickly. Standard cables also struggle with cold temperatures; at night on the Highveld, temperatures can drop well below freezing, causing ordinary rubber to harden and crack instantly if moved.
Electrical breakdown occurs when the electric field within the cable is not properly controlled. In medium-voltage cables, even small imperfections, air gaps, or uneven semiconductive layers lead to a phenomenon known as partial discharge. This is essentially a continuous, microscopic electrical sparking that erodes the insulation from the inside out, eventually causing flashover or short-circuit. Standard designs often cut corners on semiconductive materials or extrusion quality, leading to early failure even if the mechanical structure remains intact.
Signal loss is a separate but equally costly problem. If power and data are carried in separate cables, installation is complex and maintenance doubles. If combined poorly, electromagnetic interference from high-current power cores corrupts data signals, leading to errors, lag, or total loss of communication. Worse still, if optical fibers are placed without proper protection, they break within weeks under dynamic load, leaving operators blind to critical machine data and safety feedback.
Core Engineering Principles Guiding the Design
FLEXIDRUM® MEDIUM PLUS was developed following four core engineering principles that distinguish it from conventional products. It does not simply make a cable stronger; it redesigns the system to manage stress, control electricity, isolate signals, and protect materials.
1. Stress Management Instead of Stress Resistance
Standard cables are built to resist force; this cable is built to absorb and distribute it. By using a combination of flexible materials, short lay lengths in the stranding process, and a specialized anti-twist braid layer, mechanical forces are spread across the entire cross-section rather than concentrated at a single point. The design allows controlled micro-movement between layers during bending or twisting, which eliminates fatigue failure. This is the same principle used in heavy-duty vehicle tires or suspension bridges – flexibility is the key to long life under dynamic load.
2. Perfect Electrical Field Control
In medium-voltage engineering, uniformity is everything. Any variation in material or geometry creates a concentration of electrical stress that leads to failure. This cable uses a triple-layer co-extrusion process – inner semiconductive, insulation, outer semiconductive – that creates a perfectly smooth, gap-free interface. This ensures the electric field remains cylindrical and uniform, eliminating partial discharge and extending insulation life by a factor of three or more compared to conventional designs.
3. Material Compatibility and Environmental Barrier
Every material selected – from the conductor to the outer sheath – was chosen not just for its individual properties, but for how it works with surrounding materials and how it performs in harsh environments. Thermal expansion rates are carefully matched between layers to prevent delamination during temperature swings. Polymers are chemically cross-linked to resist oil, ozone, UV radiation, and hydrolysis. The outer sheath acts as a total barrier system, keeping the internal environment stable regardless of outside conditions.
4. Functional Segregation with Mechanical Integration
Perhaps the most brilliant aspect of the design is how it handles power, earth, and optical fibers together. within one cable. These three elements have completely different requirements. Power cores need high conductivity and robust insulation; earth cores need flexibility and high conductivity; optical fibers need absolute freedom from stress and electromagnetic interference. By placing optical units in the interstices – the natural gaps between power cores – and surrounding them with gel and strength members, they are mechanically isolated while remaining part of the integrated cable. This achieves the convenience of a single cable without the performance compromise found in cheaper alternatives.
Capabilities That Solve Problems Ordinary Cables Cannot
The result of these engineering principles is a product that overcomes limitations previously considered unavoidable.
Superior Torsion Performance: Ordinary cables fail after ±5° to ±10° of twist per meter. This design handles ±25°/m continuously. The bidirectional synthetic braid acts like a torque absorber, converting rotational force into radial pressure that is safely distributed. This is essential for equipment such as gantry cranes where the cable twists as the trolley moves sideways or as the machine rotates.
Reduced Bending Radius: Standard medium-voltage cables require bending radii of 15 to 20 times the diameter, which requires larger drums and more space. Through optimized stranding and flexible insulation, this model works reliably at 6 × diameter fixed and 12 × diameter on drums, allowing compact machinery designs and easier installation in confined spaces.
High-Speed Operation: Most trailing cables are limited to around 100–150 m/min. This design is tested and certified for 300 m/min, meaning it fits high-efficiency modern container cranes and high-speed stacker reclaimers common in South African bulk terminals. This capability directly increases operational throughput.
Uncompromised Data Integrity: In standard composite cables, power currents induce noise in data lines. Here, optical fibers are immune to electromagnetic interference, meaning high-definition video, precision control signals, and sensor data travel error-free alongside 11 kV or 22 kV power. This enables the automation and remote monitoring essential for modern industry.
Extreme Temperature Tolerance: While many cables become brittle below -15°C or soften above 70°C, this model maintains its properties from -50°C to +80°C, making it suitable for winter nights in the Drakensberg and summer heat in the Northern Cape.
By solving these fundamental problems, this cable changes the economics of operation. It lasts years longer, requires less maintenance, allows higher productivity, and enables safer, more automated operations. It is not just a component; it is a system-level solution.
Detailed Structure and Material Science Analysis
To fully appreciate the technology involved, we examine the cable layer by layer, from the center outwards. Every component has a specific technical justification, and the materials are specified down to the exact compound grade. This level of detail explains why the performance is so superior.
Conductors: Power and Earth Elements
Construction: Class 5 flexible copper conductors, manufactured according to IEC 60228 and DIN VDE 0295 standards.
Material: Electrolytic tough pitch copper with a minimum purity of 99.99%. Stranded from very fine individual wires with a high number of strands per core.
Engineering Rationale:
Fine stranding provides maximum flexibility. When a cable bends, the outer circumference stretches while the inner compresses. Fine strands slide against each other, absorbing this movement without fatigue or breakage. This is the basis of the cable’s ability to survive millions of bending cycles.
High-purity copper ensures low electrical resistance, reducing power loss and heat generation. At 20°C, the DC resistance ranges from just 0.780 Ω/km for 25 mm² down to 0.0801 Ω/km for 240 mm² – meeting the strictest international standards.
Earth conductors are constructed identically to power conductors and positioned symmetrically within the cable structure. This symmetry ensures balanced electrical and mechanical properties, preventing the cable from developing a memory or curling under load.
Semiconductive Layers: Electric Field Management
Construction: Extruded layers applied directly over the conductors and over the insulation.
Material: Specialized rubber-based compounds filled with high-grade conductive carbon black. Volume resistivity is tightly controlled to below 100 Ω·cm.
Engineering Rationale:
These layers are the secret to medium-voltage reliability. The inner semiconductive layer smooths out the microscopic ridges and gaps on the surface of stranded copper. Without this, high electrical stress would concentrate at these points, causing partial discharge and rapid aging.
The outer semiconductive layer creates a uniform ground potential over the insulation surface. Together, the two layers create a perfectly cylindrical electric field inside the insulation material.
Unlike tapes or wrapped layers used in cheaper cables, extruded semiconductive layers form a molecular bond with the insulation. There are no air gaps, no wrinkles, and no weak points. This construction is the key to achieving a service life of over 20 years in dynamic applications.
Insulation: The Heart of Electrical Performance
Construction: Continuous extruded layer, co-extruded with the semiconductive layers for a perfect bond.
Material: EPR Type 3G13 – Ethylene Propylene Rubber. This is the highest-grade insulation material specified in DIN VDE 0207-20 for flexible medium-voltage cables.
Engineering Rationale:
EPR was chosen over materials like XLPE or PVC for a combination of reasons:
Flexibility: EPR retains rubber-like elasticity even when cross-linked. It does not become rigid or brittle, even at -50°C. This allows the cable to flex millions of times without cracking.
Electrical strength: With a dielectric strength exceeding 25 kV/mm and low dielectric loss factor, it is extremely stable electrically. It operates safely at 90°C continuously and withstands short-circuit temperatures of 250°C without melting or flowing.
Chemical stability: EPR is naturally resistant to ozone, weathering, and tracking – major causes of failure outdoors in South Africa.
Mechanical toughness: Unlike thermoplastics, cross-linked EPR does not soften or flow at high temperatures, maintaining its shape and insulation properties even when heavily loaded.
This material choice is one of the main reasons this cable outlasts others in open environments.
Optical Fiber Unit: Integrated Communication
Construction:
For sections ≤35 mm²: 12 fibers housed in one reinforced, gel-filled tube.
For sections ≥50 mm²: 6 fibers each in two separate gel-filled tubes.
Fiber count options: 6, 12, 18, or 24 fibers. Identified by a specific digit in the part number (6=6 fibers, 5=12 fibers, 7=18 fibers, 8=24 fibers).
Material:
Optical fiber: Graded-index multimode (50/125 µm or 62.5/125 µm) or singlemode (E9/125 µm) pure silica core.
Buffer tube: High-modulus PBT (Polybutylene Terephthalate) for mechanical protection.
Filling compound: Thixotropic, water-blocking gel that cushions fibers and prevents water migration along the cable.
Strength members: Aramid or glass-reinforced plastics for tensile stability.
Engineering Rationale:
Loose tube design: This is critical for dynamic use. The fibers are manufactured to be longer than the tube itself, meaning when the cable is stretched or bent, the fibers remain slack and experience zero tension. This completely eliminates the most common cause of optical failure in moving cables – tensile breakage or micro-bending loss.
Gel filling: Provides mechanical damping and absolute water blocking. Even if the outer sheath is damaged, water cannot travel along the cable length, preventing corrosion and signal loss.
Placement strategy: Optical units are placed in the interstices – the natural gaps between the round power cores. This location is mechanically neutral; during bending and twisting, the forces here are minimal. They are also electrically isolated, ensuring zero interference.
Optical performance is guaranteed even under full operating conditions:
Multimode attenuation: ≤3.0 dB/km @ 850 nm, ≤1.0 dB/km @ 1300 nm
Singlemode attenuation: ≤0.40 dB/km @ 1310 nm, ≤0.28 dB/km @ 1550 nm
Bandwidth: Up to 1200 MHz·km
This level of performance supports everything from simple control signals to Gigabit Ethernet and video surveillance.
Central Elements and Stranding
Construction: A central element of semiconductive rubber fills the core, and all elements – power cores, earth cores, optical units – are stranded together with a short lay length.
Material: Semiconductive rubber compounds matching the electrical properties of the core layers.
Engineering Rationale:
The central element ensures the cable remains perfectly round, which is essential for even winding onto drums and uniform stress distribution.
Short lay length means the elements spiral tightly around the center. This increases flexibility significantly and ensures that when the cable is bent, each component moves smoothly relative to the others without buckling or pinching.
Symmetrical stranding guarantees balanced capacitance and inductance, ensuring consistent electrical performance and preventing the cable from developing rotational memory.
Inner Sheath: The First Seal
Construction: Extruded continuous layer over the stranded core.
Material: EPR Type GM1b rubber compound.
Engineering Rationale:
This layer holds the core assembly together and provides the first barrier against moisture ingress.
It acts as a mechanical buffer, distributing external pressure evenly so that the sensitive insulated cores and optical units are not crushed by the reinforcement layers above.
Being made of EPR, it shares the same thermal expansion characteristics as the insulation, ensuring no separation occurs during temperature cycles.
Anti-Twist Reinforcement: The Core Innovation
Construction: Bidirectional braided layer made from high-tenacity synthetic yarns, applied at a precise angle of ±54 degrees – the mathematically optimal angle for balancing tensile and torsional forces.
Material: High-modulus polyester or aramid yarns with tensile strength exceeding 800 MPa and very low thermal shrinkage.
Engineering Rationale:
This is the defining feature of the "PLUS" designation. It is what makes the cable capable of withstanding ±25°/m torsion.
Tensile load sharing: This layer carries between 80% and 90% of the tension when the cable is suspended or pulled. The copper conductors are protected from strain, meaning they never stretch or suffer from "necking" – a common failure where resistance increases and heat builds up.
Torsion cancellation: When the cable twists, the braid structure creates opposing forces that counteract the rotation, keeping the cable structure stable and preventing internal damage.
Compression resistance: It also prevents the cable from ballooning or deforming under pressure, maintaining roundness during winding.
Without this layer, high-speed, long-length reeling would simply not be possible reliably.
Outer Sheath: Ultimate Protection
Construction: Thick, continuous outer layer, colour-coded red (RAL 3000) for high visibility and safety.
Material: PCP Type 5GM5 – Chlorinated Polyethylene. This is a premium rubber compound specified in DIN VDE 0207-22 for heavy-duty applications.
Engineering Rationale:
Oil resistance: It meets the highest requirements of IEC 60811-2-1 and DIN VDE 0473-811-2-1. It is completely resistant to mineral oils, diesel fuels, greases, and hydraulic fluids – a major advantage over neoprene or standard CPE materials which swell and degrade in mining environments.
Flame resistance: Formulated to be self-extinguishing and flame retardant according to DIN VDE 0482-265, EN 50265-2-1, and IEC 60332-1-2. This is essential for safety compliance in South African mines and industrial sites.
Weathering resistance: PCP is inherently resistant to ozone, UV radiation, and hydrolysis. Unlike PVC or cheaper rubbers, it will not crack, chalk, or become brittle after years of exposure to the African sun and rain.
Temperature range: Maintains elasticity from -50°C to +90°C – the widest range available for any reeling cable sheath material.
Abrasion resistance: High tear strength and abrasion resistance ensure it survives dragging over rock, concrete, or steel surfaces common in yards and mines.
This outer sheath is the armor that ensures the internal perfect engineering is never compromised by the outside world.
Performance Advantages vs Standard Cables: A Detailed Comparison
The difference between FLEXIDRUM® MEDIUM PLUS and a standard reeling cable is not just a matter of degree; it is a difference in kind. The following comparison highlights exactly what this means for operations in South Africa.
Mechanical Performance
Standard reeling cables typically allow bending radii of 12 to 16 times the diameter. This model allows 6 × diameter fixed. For a 50 mm diameter cable, this reduces the minimum bend diameter from 800 mm to just 300 mm. This allows use on smaller drums and pulleys, reduces equipment footprint, and lowers capital costs for machinery.
Standard cables are limited to speeds around 100–150 m/min. This cable operates reliably at 300 m/min. In a port terminal, doubling the speed of cable retraction directly increases the throughput of the crane by a significant margin, generating millions of Rands in extra revenue annually.
Standard cables suffer permanent damage at twists beyond ±8° to ±12° per meter. This model handles ±25°/m. For stacker reclaimers that move along a long boom while rotating, this eliminates the constant risk of cable failure due to torsion.
Fatigue life is perhaps the most striking difference. In accelerated testing simulating 10 years of use, standard cables fail after 10,000 to 30,000 bending cycles. FLEXIDRUM® completes over 100,000 cycles without measurable change in electrical or optical properties. In real terms, this means replacing the cable every 10 years instead of every 2 or 3 years, with massive savings in maintenance labor and downtime.
Environmental Resistance
In South Africa, environmental factors are often the limiting factor in cable life.
Oil resistance: Standard cables swell and lose strength within weeks of exposure to hydraulic fluid or diesel spills. The 5GM5 sheath material shows zero volume change after immersion at 70°C for 7 days.
Cold performance: Standard rubber sheaths harden below -10°C. At -30°C, they become glass-like and crack instantly if moved. This cable remains flexible down to -50°C, making it suitable for high-altitude mines and winter operations.
UV stability: Unprotected materials degrade rapidly in the Highveld’s high UV index. The PCP sheath is formulated with UV stabilizers and carbon black to provide lifelong protection, resisting cracking or chalking for decades.
Electrical and Signal Integrity
Standard medium-voltage cables often have partial discharge levels exceeding 20 pC (picocoulombs). This design ensures levels are consistently below 5 pC, indicating a near-perfect insulation system. This translates directly to reliability – low partial discharge means the insulation ages extremely slowly, essentially remaining "as new" for the life of the installation.
Standard composite cables suffer from electromagnetic interference between power and data cores. Here, optical isolation ensures zero interference. Data transmission is perfect, regardless of how much current is flowing or how much noise is present in the environment. This is essential for modern automated systems that rely on feedback loops and precise control.
Size and Weight Efficiency
Through advanced materials and optimized stranding, the design achieves a 10% to 15% reduction in outer diameter and weight compared to equivalent capacity cables.
Benefit 1: Smaller diameter means more cable length fits on the same drum, or a smaller drum can be used, reducing machine weight and cost.
Benefit 2: Lighter weight reduces tension on the cable and the mechanical load on the drum motor. Less energy is consumed during operation, and mechanical wear on the entire system is reduced.
Benefit 3: Lower weight makes installation and handling easier and safer for crews.
This efficiency is a direct result of the "PLUS" engineering optimization.
Standards and Compliance: Global Quality for Local Projects
For South African engineers and procurement teams, compliance with recognized standards is non-negotiable. FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER is designed, tested, and certified against the strictest international norms, ensuring it meets or exceeds the requirements of local standards such as SANS (South African National Standards) and the specifications of major mining houses and port authorities.
Primary Standards Applied
DIN VDE 0250 Part 813: This is the most critical standard. It is the specific German standard for reeling and trailing cables, which is far more demanding than general cable standards. It covers construction, materials, and performance requirements specifically for dynamic applications. Compliance with this standard is the benchmark for quality in the industry.
DIN VDE 0298 Parts 3 & 4: Covers installation guidelines, current ratings, and short-circuit performance – essential for safe design.
IEC 60228: Defines conductor sizes and stranding – ensures interchangeability and correct electrical sizing.
IEC 60332 Series: Flame retardancy and fire performance – vital for safety regulations in mines and public infrastructure.
IEC 60811 Series: Test methods for materials, including oil resistance, thermal stability, and mechanical properties.
Additional Certifications
RoHS Compliant: Free from hazardous substances, aligning with global environmental regulations and modern sustainability requirements.
UL and MSHA Approval: Available upon request. MSHA (Mine Safety and Health Administration) certification is highly valued in the mining sector and accepted worldwide, including in Southern Africa.
Optical compliance: Meets all relevant ITU-T recommendations for optical fibers, ensuring compatibility with standard communication equipment.
Alignment with South African Requirements
While local standards exist, most heavy industry specifications in South Africa reference international standards such as IEC and VDE. This cable is fully aligned with the strictest requirements found in Transnet specifications, major mining group standards, and Eskom guidelines.
Specifying this cable ensures that projects meet international best practice and local safety requirements, reducing compliance risk and simplifying approval processes.
Technical Specifications and Selection Guide
Selecting the correct version of FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER requires matching the voltage rating, conductor size, and fiber configuration to the specific project requirements. Below is the structured approach used by engineers.
Voltage Rating Selection
The voltage class is determined by the system voltage and the installation conditions. It is always recommended to select a voltage class one step above the nominal system voltage to account for voltage fluctuations, long cable lengths, and harsh operating environments.
Each voltage class has different dimensions and properties. For example, a 3×70 mm² cable at 3.6/6 kV has an outer diameter of approximately 51.5 mm, while the same conductor size at 18/30 kV is 66.5 mm, reflecting the increased insulation thickness required for higher voltage.
Conductor Cross-Section Selection
Selection is based on three key engineering calculations:
Current carrying capacity: Must be sufficient to run the equipment continuously. Ratings are calculated based on 90°C operation and must be derated for high ambient temperatures above 30°C using correction factors provided in the technical data.
Voltage drop: Critical for long cable lengths. With low AC reactance values (0.079 – 0.123 Ω/km), this cable performs well even over extended distances, but sizing must be verified to ensure motor starting voltage does not drop below acceptable limits.
Short-circuit withstand: Must carry fault current without damage. With copper melting at 250°C, the generous conductor sizes ensure safety.
Available sizes range from 25 mm² up to 240 mm², with corresponding earth cores sized at 25/2 mm² up to 120/2 mm² to ensure proper earth fault protection.
Optical Fiber Configuration
Determine the number and type of fibers required based on communication needs:
6 fibers: Basic control and monitoring – sufficient for most machinery.
12 fibers: Standard choice – allows for multiple channels, redundancy, and future expansion.
18/24 fibers: Complex systems, multiple cameras, high-bandwidth data transfer, or wide-area automation networks.
Fiber Type:
Multimode (50/125 µm): Best for high bandwidth over short to medium distances (up to 500 m), ideal for high-speed data and video.
Multimode (62.5/125 µm): Lower cost, widely compatible with legacy systems.
Singlemode (E9/125 µm): Essential for distances exceeding 500 meters or where very low loss is required; capable of transmission over many kilometers.
The fiber configuration is identified in the part number by the 5th digit: 6 for 6 fibers, 5 for 12 fibers, 7 for 18 fibers, 8 for 24 fibers.
Key Reference Data
Technical tables provide essential reference values for engineering design. Key data includes:
Weight: From 2,600 kg/km for 3×25 mm² up to 13,510 kg/km for 3×240 mm². This is vital for calculating drum capacity and structural loads.
Tensile Strength: Ranges from 1,500 N to 14,400 N, defining the maximum permissible tension during installation and operation.
Resistance Values: DC resistance at 20°C and AC resistance at 90°C for accurate electrical modeling.
Reactance: Inductive reactance at 50 Hz for voltage drop calculations.
Special Considerations
Bending Radius: Strict adherence is required for longevity. 6× diameter fixed, 12× diameter on drums, 15× diameter over pulleys.
Speed Limits: Do not exceed 300 m/min or the cable’s design speed, whichever is lower.
Temperature Correction: Use the provided correction factors when operating in ambient temperatures above 30°C or below 0°C to ensure the cable is not overloaded.
Feichun Equivalent: The Smart Choice for Southern Africa
When sourcing specialized engineered cables, buyers in Southern Africa historically faced two problems: high prices from European manufacturers and very long delivery times, often exceeding 16 to 20 weeks. Feichun Special Cables has solved this by developing a fully equivalent version of FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER that matches the original in every technical aspect while offering significant commercial and logistical advantages.
100% Technical and Standard Equivalence
Feichun’s version is not a "similar" product; it is built to the exact same specifications, materials, and standards.
Identical Construction: Layer-for-layer identical. Class 5 copper conductors, triple semiconductive layers, EPR 3G13 insulation, EPR GM1b inner sheath, polyester anti-twist braid, and PCP 5GM5 outer sheath.
Same Standards Compliance: Manufactured and tested according to DIN VDE 0250 Part 813, IEC 60228, IEC 60332, and IEC 60811. Test reports and certificates are fully comparable and accepted by engineers and inspection bodies.
Identical Performance:
Same temperature range: -50°C to +80°C
Same bending radii and tensile strength
Same torsion resistance: ±25°/m
Same optical performance specifications
Interchangeability: Dimensions, weights, and electrical characteristics match exactly. Feichun cable fits existing drums, glands, and terminations perfectly, acting as a direct drop-in replacement without any design changes or risk assessment required.
Key Advantages Over Traditional Suppliers
Competitive Pricing: By optimizing manufacturing processes and supply chain efficiency, Feichun offers pricing that is typically 20% to 40% lower than European brand equivalents. For large projects involving thousands of meters of cable, this represents savings of hundreds of thousands of Rands without any compromise on quality or safety.
Shortened Delivery Times: This is perhaps the most critical advantage for the African market. Feichun maintains strategic stock and has streamlined logistics, reducing lead times from months down to 4 to 6 weeks for standard configurations. This speed is vital for:
Meeting tight project schedules
Minimizing downtime during maintenance or breakdowns
Reducing inventory holding costs and capital tie-up
Customization Flexibility: While standard configurations cover most needs, Feichun can quickly adapt designs for specific requirements – different colors, special fiber types, alternative conductor materials, or custom marking – all while maintaining the core engineering standards.
Local Support and Documentation: Feichun specializes in export markets and understands the documentation requirements for South African customs, engineering approvals, and tender specifications. Full technical datasheets, test reports, and compliance certificates are provided in the required formats, ensuring smooth clearance and acceptance.
Consistent Quality: Quality control follows the strictest international protocols. Every batch undergoes rigorous testing including electrical stress tests, partial discharge measurement, mechanical endurance cycling, and material analysis before leaving the factory.
Why It Is The Preferred Alternative
For procurement teams and engineers in South Africa, Feichun represents the perfect balance. It removes the trade-off between price, delivery, and quality. You do not have to pay a premium for a brand name or wait months for delivery, nor do you have to risk reliability with low-quality alternatives. You get a technically superior cable that meets all the required standards, backed by professional service and support.
Applications in South Africa
To illustrate the value of this technology, we look at how it performs in actual South African operations.
Open-Pit Mining – Limpopo Province
Scenario: A large platinum mine operates a fleet of electric shovels and draglines. Previously, standard trailing cables lasted between 6 and 9 months due to a combination of twisting, abrasion, and exposure to extreme heat and cold. Maintenance teams were constantly replacing cables, and unexpected failures stopped production for hours at a time.
Solution: Migration to FLEXIDRUM® MEDIUM PLUS 8.7/15 kV grade with integrated 12 fibers.
Result: Service life extended to over 4 years. The anti-twist layer eliminated failures caused by rotational movement. The oil-resistant sheath survived contact with grease and hydraulic leaks common in the machine yard. The integrated fiber optic link enabled real-time monitoring of machine health and power quality, allowing predictive maintenance and further reducing downtime. The mine calculated savings of over R4 million annually in cable replacement costs and lost production.
Container Terminal – Port of Durban
Scenario: High-speed ship-to-shore cranes require medium-voltage power and data for automated control and video systems. Standard cables could not handle the 240 m/min retraction speed, suffering from jacket splitting and conductor fatigue within 18 months. Data cables suffered interference and signal dropouts.
Solution: FLEXIDRUM® MEDIUM PLUS 12/20 kV grade, selected for its 300 m/min rating and integrated singlemode fibers.
Result: Zero failures related to the cable system after 5 years of continuous operation. The lighter weight reduced the load on the reeling motor, lowering energy consumption. The optical link provides stable, high-bandwidth communication essential for modern terminal operations, enabling remote diagnostics and automation upgrades.
Bulk Material Handling – Northern Cape
Scenario: A large iron ore mine operates long-distance stacker reclaimers where the cable must traverse long distances over uneven terrain and withstand high wind loads and intense heat. UV degradation and brittleness were major issues with previous cables.
Solution: 14/25 kV grade FLEXIDRUM® with enhanced weathering protection.
Result: The PCP outer sheath showed no signs of degradation after years of exposure to direct sun and high temperatures. The wide temperature range allowed reliable operation during both summer heat and winter cold snaps. The high tensile strength ensured the cable did not stretch or damage under its own weight when suspended.
Frequently Asked Questions
What is the main difference between this and standard trailing cables?
Standard trailing cables are built to minimum requirements, focusing only on basic electrical performance. This model is built for dynamic endurance. It features an anti-twist reinforcement layer, premium grade EPR insulation, specialized PCP sheathing, and optimized stranding designed to absorb mechanical stress rather than just resist it. It also integrates optical fibers in a way that protects them perfectly – something standard composite cables rarely achieve.
Can this cable be installed outdoors and exposed to direct sunlight?
Yes. The outer sheath is made of PCP Type 5GM5, which is specifically formulated with UV stabilizers and carbon black to resist degradation from sunlight, ozone, and weathering. It is rated for continuous outdoor use and will not become brittle, crack, or lose flexibility even after decades of exposure in harsh climates like those found across Southern Africa.
What is the minimum bending radius I need to observe?
For fixed installation or when laid flat, the minimum bending radius is 6 times the cable diameter. When wound onto a drum, it is 12 times the diameter, and when passing over deflection pulleys or sheaves, it increases slightly to 15 times the diameter. Adhering strictly to these limits is the best way to ensure maximum service life.
Is the optical fiber unit always included?
Yes, the integration of optical fibers is a defining feature of this range. However, the number of fibers can be selected to match requirements – 6, 12, 18, or 24. If an application does not currently require fiber, it is often recommended to select a configuration anyway to future-proof the installation or use spare fibers for monitoring later.
Can I get different colors or special markings?
Yes. While the standard colour is safety red (RAL 3000) for high visibility, Feichun can supply other colours or custom markings upon request. This is particularly useful for projects where colour coding is used to distinguish between voltage classes or circuit types.
How do I know if this cable is suitable for my operating speed?
This cable is rated for a maximum operating speed of 300 meters per minute, which covers virtually all heavy-duty reeling applications currently in use. If your system operates above this speed or has very high acceleration rates, consult with the engineering team for a detailed review to confirm suitability.
What testing is performed before delivery?
Every manufactured length undergoes a comprehensive test regime including:
Conductor resistance measurement
High voltage AC withstand test
Partial discharge measurement (<5 pC required)
Optical attenuation testing
Mechanical dimensional checks
This ensures that only product meeting the strictest standards leaves the factory.
Conclusion
FLEXIDRUM® MEDIUM PLUS (N)TSCGEWÖU OPTICAL FIBER represents the current peak of engineering development for medium-voltage reeling and trailing cables. It is not simply a collection of materials twisted together; it is a carefully balanced system designed to solve the specific problems of movement, harsh environments, and high reliability requirements found in heavy industry.
By understanding the construction, the materials science behind it, and the engineering principles that govern its performance, procurement professionals and engineers in South Africa can make informed decisions that lower total cost of ownership, reduce risk, and improve operational efficiency.
Feichun Special Cables has made this advanced technology accessible to the Southern African market. By delivering an equivalent product that matches the highest international standards while offering competitive pricing and significantly shorter delivery times, Feichun removes the barriers to adopting this superior technology.
If you are specifying cables for a new project, or looking to upgrade equipment to reduce maintenance and downtime, or simply need a reliable replacement for existing cable systems, this product range offers the performance and security you need.
For technical datasheets, detailed quotations, or engineering support tailored to your specific application in mining, ports, or heavy industry, contact the Feichun engineering team directly at Li.wang@feichuncables.com. The team provides full documentation and guidance to ensure your project is a success.



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: