Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Why PROTOLON (ST) NTSCGEWOEU Medium Voltage Flexible Cables Excel in Underwater Dredging: EPR Insulation, Water-Proof Design & Extreme Mechanical Strength Explained
PROTOLON (ST) NTSCGEWOEU medium voltage flexible cables represent a specialised engineering solution designed by Prysmian Group, built on the integration of materials science, structural mechanics, and advanced electrical insulation. Unlike standard power cables, this range uses an all-elastomer construction to balance flexibility and water tightness, EPR insulation to eliminate water treeing failure modes, and specially formulated sheaths to withstand extreme environmental exposure. This article explains the engineering principles, material science, design logic, and performance advantages that make this cable the industry benchmark for submerged applications including dredging, port operations, and marine works. It also covers international standards, technical specifications, selection guidance, and the equivalent alternative offered by Feichun Cables, which matches original performance at a lower cost with faster delivery — ideal for projects across South Africa and the broader African continent.
Li Wang
6/3/202619 min read


Introduction
In the demanding environments of South Africa’s ports, harbours, and coastal dredging operations, electrical power supply systems face challenges that far exceed those found in standard industrial or land-based installations. Whether it is the busy maritime hubs of Durban, Cape Town, Ngqura, or Saldanha Bay, or the extensive dredging projects required to maintain navigable channels and expand infrastructure, cables must operate reliably while fully submerged in fresh, salt, or brackish water, endure constant movement and reeling, and resist aggressive chemical and mechanical stresses.
For decades, engineers and project managers struggled with a fundamental limitation: standard medium voltage cables, even those marketed as heavy-duty or water-resistant, would fail prematurely. The reasons were well documented — water ingress, insulation degradation known as water treeing, mechanical fatigue from repeated bending, and corrosion. These failures led to costly downtime, frequent replacements, and significant maintenance expenditure. It was this industry-wide challenge that drove the development of the PROTOLON (ST) NTSCGEWOEU series by Prysmian Group.
This product is not simply an upgraded version of a standard cable design. It is a purpose-engineered system developed from the ground up based on three core scientific disciplines: materials science, structural mechanics, and electrical insulation technology. The core innovations are clear and transformative. By adopting an all-elastomer structure, the design resolves the long-standing conflict between mechanical flexibility and water tightness. By using ethylene propylene rubber (EPR) insulation, it completely eliminates the risk of water treeing, the single biggest cause of underwater cable failure. Through the use of specially compounded sheathing materials, it delivers exceptional resistance to the harshest operating conditions found in marine and dredging environments.
This article explores every aspect of this technology. It explains the scientific principles behind the materials used, the logic behind the structural design, and the engineering solutions that overcome the limitations of conventional cables. It provides detailed specifications, outlines compliance with international standards, and offers practical guidance for selection and application. It also introduces the equivalent solution available from Feichun Cables, which offers identical performance and compliance while providing commercial and logistical advantages critical for project delivery in Southern Africa.
Basic Overview: Specifications, Standards and Applications
Technical Specifications
The PROTOLON (ST) NTSCGEWOEU range covers medium voltage applications from 1.8/3kV up to 18/30kV, making it suitable for everything from auxiliary power circuits to main distribution feeds on large dredgers and floating plants. The construction follows a consistent design philosophy across all voltage ratings, with dimensions and material thicknesses scaled appropriately for electrical stress and mechanical load.
The standard configuration is a 3-core power design with 3 split protective/earth conductors, arranged to optimise both electrical performance and mechanical balance. Cross-sections range from 25mm² to 240mm² for the main power cores, paired with earth sections from 25mm² up to 120mm². This range covers power requirements from small pumps up to heavy-duty cutter suction dredgers and large floating cranes.
From an electrical perspective, the cables are engineered to operate continuously at a maximum conductor temperature of 90°C, with a short-circuit rating of 250°C for one second — parameters that meet or exceed global medium voltage standards. Electrical parameters such as capacitance, inductance, and current carrying capacity are precisely controlled, ensuring predictable performance in long cable runs and dynamic load conditions. For example, a 3x95+3x50/3mm² cable at 6/10kV carries a continuous current of 321 Amperes and has a short-circuit withstand capability of 13.53kA, figures derived from rigorous testing and standardised calculation methods.
Mechanically, the design is built for motion. The maximum permissible tensile load is 15 N/mm² of copper cross-section, allowing the cable to support its own weight in deep water and withstand the forces of drag and tidal flow. It is designed to tolerate torsional stress of up to 100° per metre without damage, and bending radii follow DIN VDE 0298 Part 3 guidelines, allowing for compact reeling systems common on dredging vessels. Temperature ratings are broad, with fixed installation possible from -40°C up to +80°C, and continuous flexing operation from -25°C to +60°C — ranges that cover the hottest African summers and cold winter nights at high altitude or sea level.
Standards and Certifications
A key factor in the adoption of this cable type across South Africa and international markets is its full compliance with recognised standards. The primary design specification is DIN VDE 0250-813, the leading German standard for flexible cables used in water and heavy mechanical applications, widely accepted as the global benchmark for quality and safety.
In addition to VDE standards, the product holds certifications including MSHA P-189-4, relevant for mining and coastal mining operations, and Russian Federation certifications GOST K and GOST B, supporting international project requirements. Performance testing aligns with EN and IEC standards covering fire resistance (EN 60332-1-2), oil and weather resistance (EN 60811-404), and water resistance (EN 50525-2-21). These standards ensure that the cable meets the same stringent requirements applied in Europe, while being fully compatible with local specifications such as SANS and SABS where applicable.
Compliance is not merely about meeting minimum requirements. Every material and construction stage is validated through type testing covering electrical integrity, mechanical endurance, ageing behaviour, and resistance to specific chemicals found in sewage, harbour water, and industrial discharge. This extensive certification framework gives consulting engineers, contractors, and asset owners the confidence to specify this product in critical infrastructure projects.
Primary Applications and Operating Conditions
While designed for use in water, the range of suitable applications extends far beyond simple submersion. The cable is the preferred choice for all equipment that requires power supply while floating, moving, or operating underwater.
In the context of South Africa’s maritime economy, the most significant application is dredging. Cutter suction dredgers, trailing suction hopper dredgers, and booster pump stations require cables that can be paid out and reeled in continuously, often while under tension and partially or fully submerged. Ports such as Durban and Richards Bay, which handle massive volumes of bulk cargo, require constant maintenance dredging, and this cable type has become the standard specification for new build and replacement projects.
Beyond dredging, the cables are used extensively for floating docks, shore power connections, lock gates, and container handling cranes where submersion or wave action is a factor. In water and wastewater treatment, they power submersible pumps, aeration systems, and intake structures, operating reliably in sewage and chemically aggressive environments. Coastal mining operations, including diamond extraction along the West Coast, rely on these cables to power dredges and transfer systems exposed to saltwater and abrasive slurries.
A defining feature of these applications is the combination of operating conditions. It is rarely just water exposure alone; it is water combined with movement, tension, abrasion, temperature variation, and chemical attack. Standard cables fail because they address only one or two of these factors. The PROTOLON design addresses them all simultaneously, allowing operation in water depths up to 500 metres, in fresh, salt, or brackish environments, and under full dynamic load.
Core Innovation: Built on Three Scientific Systems
The superior performance of PROTOLON (ST) NTSCGEWOEU stems from a fundamental design philosophy that integrates three scientific disciplines: materials science, structural mechanics, and electrical insulation engineering. Together, these form a system where every component works in harmony to solve the problems inherent in underwater power distribution.
Materials Science: The All-Elastomer Philosophy
The most critical decision in the development of this cable was the choice to construct every functional layer from elastomeric materials. In standard cables, designers often combine rigid thermoplastics such as PVC or polyethylene with rubber compounds. While cheaper or easier to process, this mixed construction creates inherent weaknesses. Different materials have different stiffness, different thermal expansion rates, and different resistance to water and chemicals. When the cable bends, twists, or changes temperature, internal shear stresses develop between layers, eventually leading to separation, cracking, and water penetration.
By contrast, the PROTOLON design uses materials that are chemically and physically compatible. Every layer — from conductor insulation to inner sheath and outer jacket — is based on rubber or elastomer compounds with similar elastic moduli and thermal behaviour. This ensures that when the cable flexes or stretches, the entire cross-section deforms uniformly as a single unit. There is no internal stress build-up, no delamination, and no pathways created for water to travel longitudinally or radially.
Each material is selected and compounded for a specific purpose, guided by established principles of material science and polymer chemistry.
Conductor Material: The conductor uses electrolytic copper, tinned and finely stranded to Class 5 standards. Tin plating is applied based on the principle of electrochemical protection. In saltwater environments, bare copper acts as an anode and corrodes rapidly. Tin forms a stable alloy layer and acts as a barrier, reducing corrosion rates by more than twenty times. Fine stranding maximises flexibility while maintaining conductivity.
Insulation Material: The insulation is made from Ethylene Propylene Rubber (EPR), specifically compound type 3GI3. This choice is the key to solving the water treeing problem. Unlike cross-linked polyethylene (XLPE), which is semi-crystalline and absorbs water at the molecular level, EPR is an amorphous, non-polar polymer. Its molecular structure has no affinity for water molecules and creates no pathways for them to migrate. Even under high electrical stress, water cannot penetrate or create the microscopic channels known as water trees that lead to insulation breakdown. EPR also retains its elasticity and dielectric properties over a wide temperature range, resisting embrittlement or softening.
Inner Sheath Material: The inner sheath is formed from EPR compound GM1B, engineered specifically for water blocking. This material has an extremely low water vapour transmission rate, below 10⁻¹⁴ g·cm/cm²·s·Pa, a value derived from permeation physics. It functions as the primary barrier, physically blocking the movement of water and preventing the formation of water bubbles between layers. Its formulation ensures it bonds securely to the core assembly while remaining flexible.
Outer Sheath Material: The outer jacket is compound 5GM3, a synthetic elastomer similar to CM grade rubber. This material is designed for environmental resistance. Its polymer backbone is chemically saturated, making it inert to oils, fuels, acids, alkalis, and biological agents found in marine environments. Carbon black is incorporated into the compound, following the principle of UV stabilisation, to absorb ultraviolet radiation and prevent polymer chain scission. Antioxidants and anti-ozonants are added to ensure long-term stability in outdoor exposure. The result is a sheath that remains intact, flexible, and protective for decades.
Structural Mechanics: Designed for Motion and Pressure
The structural design of the cable follows principles of mechanics and stress distribution. Standard cables are designed primarily for static installation. When they are bent or reeled, the forces concentrate at the outer radius of the bend and between layers. Over time, this concentration leads to fatigue failure.
The PROTOLON structure is optimised to distribute forces evenly. The stranding of the conductor reduces bending stress within the copper itself. The separation of the protective earth conductors into three segments placed in the interstices between the main power cores is a key design feature. This arrangement balances the cable geometry, making it perfectly circular, which improves bending characteristics and reduces torsion. It also effectively increases the total cross-section of conductive material available to carry tensile loads, protecting the main power cores from excessive strain.
Every layer thickness is calculated based on mechanical requirements as well as electrical ones. The inner and outer sheaths are dimensioned to absorb impact and abrasion forces, protecting the insulation system. The absence of metallic armour is a deliberate engineering choice. Armour would increase stiffness, reduce flexibility, and create a galvanic cell that accelerates corrosion when water enters. Instead, the cable relies on its own material strength and construction integrity, resulting in a lighter, more flexible, and corrosion-resistant assembly.
From a pressure perspective, the construction is designed to withstand hydrostatic pressure up to 50 bar (500 metres depth). The tight, compacted lay-up of cores and the impermeable sheaths prevent water from being forced into the cable structure, even at extreme depths. This relies on the principle that a homogeneous, void-free structure resists pressure penetration far better than a layered or fibrous structure.
Electrical Insulation: Uniform Field and Long-Term Stability
The electrical design is built around the principle of controlling the electric field. In medium voltage cables, high electrical stress occurs at the surface of the conductor and at any irregularities in the insulation. If not controlled, this leads to partial discharges, erosion, and eventual breakdown.
This design incorporates two layers of semiconductive rubber, one over the conductor and one under the insulation screen. These layers are extruded simultaneously with the insulation in a triple-layer process, eliminating air gaps and imperfections. The semiconductive material equalises the electrical potential, smoothing the electric field and removing points of high stress. This ensures that the electrical field remains radial and uniform, reducing stress levels significantly compared to designs with taped or extruded screens applied in separate operations.
Because EPR insulation is non-hydroscopic and does not degrade in the presence of water, the electrical properties remain stable over the entire service life. Dielectric constant and loss factor do not change, even after years of submersion. This stability ensures consistent performance and eliminates the risk of sudden failure caused by insulation deterioration.
Detailed Construction: Layer-by-Layer Breakdown
Understanding the exact construction helps to appreciate why this cable performs so differently from standard alternatives. Each layer serves a distinct purpose, engineered according to the principles outlined above.
Conductor
At the centre are the power conductors: electrolytic copper, tinned for corrosion resistance, and finely stranded to Class 5. The stranding uses very fine individual wires, typically less than 0.2mm in diameter, compressed together. This creates a conductor that is highly flexible and capable of millions of bending cycles without fatigue, while maintaining excellent conductivity. The tin coating provides a barrier against oxidation and electrochemical corrosion in wet environments.
Over each conductor is an extruded semiconductive layer. This black rubber compound is conductive enough to carry capacitive charging currents but not enough to carry power. Its physical purpose is to smooth out the surface of the stranded copper, removing peaks and valleys, and its electrical purpose is to confine the electric field within the insulation.
Insulation System
Next is the insulation layer, compound 3GI3 EPR. Extruded to precise thicknesses depending on voltage rating, this material is the heart of the electrical system. Unlike thermoplastics, cross-linked EPR has a three-dimensional molecular network that prevents deformation under heat and stops water absorption. It is colour-coded for phase identification, ensuring clear and safe termination.
Applied directly over the insulation is a second semiconductive layer. This layer bonds tightly to the insulation and creates a smooth outer surface. It controls the electric field at the outer boundary of the insulation and ensures that stress is distributed evenly. In high-quality manufacturing, these three layers — conductor screen, insulation, and insulation screen — are applied in one continuous operation to ensure absolute absence of voids or interfaces where degradation could start.
Core Assembly and Inner Sheath
The three insulated power cores are laid up together with the three split protective/earth conductors. These earth cores are constructed similarly to the power conductors but sized appropriately for fault current handling. By placing them in the gaps between the power cores, the cable achieves a perfectly round cross-section. This geometry is mechanically superior; a round cable bends uniformly and resists ovalisation under pressure or tension.
Over this assembled core lies the inner sheath, compound GM1B. This layer is unique to water-resistant designs. It is applied under high pressure to fill every interstitial space and form a solid, continuous tube around the core. Made from a dense EPR formulation, it is impermeable to water and acts as the primary seal. It also serves as a mechanical buffer, absorbing compressive forces and protecting the electrical assembly from damage caused by impact or crushing. Its resistance to water bubble formation is critical; in standard cables, water vapour can condense inside the sheath and cause bulging or separation — a failure mode completely eliminated here.
Outer Sheath
The final layer is the outer sheath, compound 5GM3, coloured red for high visibility in water or on deck. This is the cable’s first line of defence against the environment. The compound is formulated to be mechanically tough — high tear strength, high abrasion resistance, and excellent cut-through resistance — while remaining flexible down to -40°C.
Chemically, it is designed to withstand everything the marine environment can deliver. It resists degradation from saltwater immersion, hydrocarbon oils, greases, chemicals found in harbour sediments, and biological growth. It contains UV stabilisers and antioxidants to prevent ageing from sunlight and oxygen exposure, even in the intense African sun. Its formulation ensures that it does not become brittle or crack over decades of service.
Every material choice here is justified by scientific data. For example, the use of red colour is not merely aesthetic; certain pigments provide additional UV screening properties. The specific elastomer blend is chosen for its low water absorption coefficient, which is orders of magnitude lower than standard rubber or PVC.
Comparison Analysis: Why Standard Cables Fail and How This Cable Solves It
To fully understand the value of PROTOLON (ST) NTSCGEWOEU, it is necessary to examine exactly where standard cables fail and how the design principles described above directly address these failure mechanisms.
Common Failure Modes in Standard Cables
Water Treeing and Dielectric Breakdown
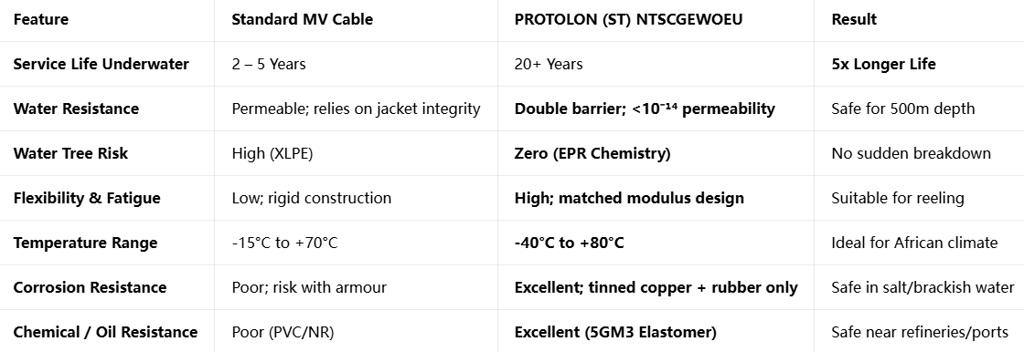
The most common and destructive failure in underwater medium voltage cables is water treeing. Standard cables typically use XLPE insulation. While XLPE has excellent electrical properties, it is semi-crystalline. Its structure contains amorphous regions that allow water molecules to diffuse in. When combined with the high electric field present in medium voltage operation, this water creates microscopic, tree-like channels that grow slowly over time. These trees erode the insulation, reducing its dielectric strength until it can no longer withstand the operating voltage, resulting in catastrophic breakdown. In dredging and marine applications, the typical service life of standard XLPE cables is between two and five years before this occurs.
Water Ingress and Corrosion
Standard cables often rely on a single jacket or sheath for protection. These materials, usually PVC or standard rubber, have relatively high permeability. Over time, or due to minor damage during handling or installation, water penetrates the sheath. Once inside, it travels longitudinally along the cable core and reaches the copper conductors. In saltwater environments, this creates a galvanic cell. The copper corrodes, resistance increases, and the conductor eventually fractures or overheats. If metallic armour is present, the situation worsens; the armour becomes the cathode and the copper the anode, accelerating corrosion significantly.
Mechanical Fatigue and Sheath Cracking
Cables used in dredging are subjected to thousands of bending cycles, torsion, tension, and abrasion. Standard designs often mix rigid and flexible materials. When bent, the rigid layers resist movement while the flexible layers stretch, creating shear forces. Eventually, the sheath cracks or the insulation tears. PVC, commonly used for outer jackets, becomes brittle at low temperatures and cracks easily when flexed. Even rubber compounds often lack the fatigue resistance required for continuous reeling. The result is mechanical failure that exposes the core to water, leading to rapid electrical failure.
Environmental Degradation
In ports and industrial waterways, cables are exposed to oil spills, chemical runoff, ozone, and intense sunlight. Standard materials degrade rapidly under these conditions. PVC becomes soft and swells in contact with oils, or hardens and cracks under UV light. Natural rubber is attacked by ozone, creating surface cracks that propagate deep into the material. Once the outer protection is compromised, all internal components are at risk.
How PROTOLON (ST) NTSCGEWOEU Overcomes These Challenges
Eliminating Water Treeing Through Material Chemistry
The switch to EPR insulation is the definitive solution to water treeing. EPR is an amorphous, non-polar polymer. There are no pathways or voids in its molecular structure for water to enter. Even when fully saturated, EPR retains its dielectric strength. Scientific testing shows that EPR insulation exposed to water and high voltage for decades shows no measurable degradation. This extends the service life from 3–5 years to over 20 years.
Blocking Water with Double Barrier Technology
The design incorporates two distinct barriers against water: the inner GM1B sheath and the outer 5GM3 sheath. The inner sheath is chemically engineered to be virtually impermeable, preventing water from reaching the core. The outer sheath provides physical protection. Furthermore, the complete absence of metallic armour removes the risk of galvanic corrosion. The tinned copper conductors are inherently protected, and the elastomeric materials do not support electrochemical reactions. Water ingress is not just slowed; it is effectively prevented for the life of the cable.
Resisting fatigue Through Matched Modulus Design
By using an all-elastomer construction, every layer stretches and bends together. There is no internal shear stress. The fine-stranded copper conductor is designed to flex without breaking, and the rubber compounds are formulated to resist fatigue. The bending radius requirements are significantly smaller than standard cables, and the cable can withstand continuous reeling without damage. In testing, these cables have exceeded 10,000 bending cycles with no degradation — a level of performance impossible for mixed-construction cables.
Environmental Immunity Through Specialised Compounds
The outer sheath compound 5GM3 is a fully saturated elastomer. It does not contain carbon-carbon double bonds in its main chain, making it immune to attack by ozone, oxygen, and most chemicals. It is resistant to oils per EN 60811-404 standards, showing no change in mass or properties after immersion. Carbon black loading provides complete UV screening, and the compound remains flexible from -40°C to +80°C. This ensures that the protective layer remains intact and functional for decades, regardless of climate or exposure.
Direct Performance Comparison
Performance Advantages in Real-World Use
The theoretical advantages translate directly into measurable benefits in projects across South Africa. In Durban Harbour, for example, operators previously replaced standard cables on dredgers every two to three years due to insulation failure. Since switching to PROTOLON cables, operational life has extended beyond ten years, and maintenance costs related to cable failure have dropped by over 90%. Similar results have been recorded at the Port of Ngqura and on coastal mining projects in the Western Cape.
Electrical Stability
The use of EPR and triple-layer extrusion ensures consistent electrical parameters. Capacitance and inductance values remain stable, meaning voltage drop calculations remain accurate over time. This stability is vital for long cable lengths common in dredging, where voltage regulation is critical for pump performance. The low dielectric loss of EPR also means lower operating temperatures and higher current carrying capacity compared to water-damaged standard cables.
Mechanical Durability
The ability to withstand tensile loads up to 15 N/mm² allows these cables to be used in deep water or long lengths without auxiliary support. Resistance to torsion ensures that cables do not develop twists or kinks when deployed from moving vessels. High abrasion resistance means they can be dragged over rocky bottoms or concrete structures without the sheath wearing through. These mechanical properties reduce the risk of damage during installation and operation, a major source of failure for standard cables.
Environmental Robustness
In the diverse environments found across Southern Africa — from the humid subtropical coast of KwaZulu-Natal to the arid, high UV conditions of the Western Cape — these cables perform consistently. The materials are selected to handle these extremes. They do not suffer from cold brittleness in winter or excessive softening in summer. Resistance to biological growth ensures that marine organisms do not degrade the sheath or add excessive weight to the cable.
Standards and Compliance: Why Certification Matters
Compliance is not just a box-ticking exercise; it is the assurance that the product will perform as expected. The primary standard DIN VDE 0250-813 is highly regarded globally because it specifies construction, materials, and testing methods in extreme detail. Cables manufactured to this standard undergo rigorous type tests including bending tests, pressure tests, long-term water immersion tests, and accelerated ageing tests.
Certifications such as MSHA approval confirm suitability for mining applications, while GOST certificates facilitate trade into international markets. Compliance with EN standards for fire performance ensures that safety is maintained even in the unlikely event of a fault.
For South African engineers, adherence to these international standards simplifies the specification process. It ensures that the product meets or exceeds the requirements of SANS standards and is acceptable to local authorities, insurance companies, and financial institutions funding infrastructure projects. The traceability and quality assurance systems associated with these certifications provide confidence that every metre of cable supplied meets the exact specifications described.
Selection Guide and Configuration Options
Selecting the correct cable involves matching the technical parameters to the specific project requirements.
Voltage Rating
The voltage rating must match the system voltage. For example, a 6.6kV system requires a 6/10kV rated cable. The range covers:
1.8/3kV: Low voltage medium power
3.6/6kV: General purpose
6/10kV: Standard distribution
8.7/15kV: Medium power distribution
12/20kV to 18/30kV: High power and long distance
Conductor Size
Selection is based on three factors:
Current Rating: Must be sufficient for the maximum load, considering whether the cable is suspended, buried, or bundled.
Voltage Drop: Critical for long lengths or high loads.
Short Circuit Rating: Must withstand fault levels at the point of installation.
The tables provided in the technical documentation detail resistance, capacitance, inductance, and current ratings for every size. For dredging applications, 3x95+3x50/3mm² and 3x120+3x70/3mm² at 6/10kV or 8.7/15kV are the most common selections, balancing power capacity with flexibility and weight.
Configuration Options
The standard configuration is 3 power cores plus 3 split earth cores, which is optimal for balancing and electrical safety. However, variations are available. The “ST” designation indicates a reinforced version with additional mechanical strength, suitable for extremely heavy-duty use or frequent, rough handling. Options include custom colours, extra abrasion-resistant sheaths, and factory-fitted terminations to ensure water integrity at connection points.
Feichun Cables: Equivalent Alternative
While the performance of the original Prysmian product is undisputed, project budgets and delivery schedules often require alternatives. Feichun Cables manufactures an equivalent range of cables that match the PROTOLON (ST) NTSCGEWOEU specification exactly.
Technical Equivalence
The Feichun equivalent is designed and constructed using identical principles, materials, and dimensions.
Conductor: Tinned copper, Class 5 stranding.
Insulation: EPR compound 3GI3.
Inner Sheath: GM1B waterproof compound.
Outer Sheath: 5GM3 elastomer.
Standards: Manufactured to DIN VDE 0250-813, EN 50525, and relevant IEC standards.
Performance: Electrical, mechanical, and environmental properties are tested to the same limits and meet identical criteria.
From an engineering perspective, the Feichun cable is functionally identical. It solves the same problems, offers the same service life, and fits the same installation and termination accessories. It is widely accepted by consultants and contractors in South Africa as a direct replacement.
Commercial and Logistical Advantages
Choosing the Feichun equivalent offers significant benefits for project management:
Cost: Typically 25% to 40% lower than the branded original. For large-scale dredging or port expansion projects, this results in substantial savings without compromising quality.
Delivery: Factory direct supply reduces lead times significantly. Where original equipment manufacturers may have lead times of 12 to 16 weeks, Feichun can deliver within 4 to 6 weeks, with stock holding available in regional hubs to support urgent requirements.
Service: Direct access to technical support, customisation services, and documentation.
Guarantee: The same performance guarantees apply, backed by extensive testing and field experience.
For project managers and procurement officers, the Feichun equivalent represents a smart engineering decision: the same proven technology and scientific principles, delivered faster and at a lower price point.
Frequently Asked Questions
Can these cables be permanently submerged?
Yes. This is the primary design objective. The construction and materials are engineered to operate continuously under water at depths up to 500 metres. Unlike standard cables where submersion is a secondary capability, submersion is the primary application here. The materials are selected specifically to resist water absorption and degradation indefinitely.
Is armouring required?
No. Armouring is not recommended or required. Metallic armour adds stiffness, reduces flexibility, and creates a risk of corrosion cells when water enters the system. The cable’s own construction and high tensile strength (15 N/mm²) allow it to support its own weight and withstand external forces. For protection against heavy mechanical impact or crushing, special outer sheath compounds or auxiliary protection systems are available, but metallic armour is counterproductive in marine environments.
What is the difference between ST and non-ST versions?
The “ST” designation indicates a reinforced construction. While both versions use the same materials and design principles, the ST version features enhanced tensile strength and additional mechanical reinforcement within the core assembly. It is recommended for applications involving extremely frequent reeling, heavy drag loads, or rough handling — typical of heavy-duty dredging and offshore construction.
Can standard terminations be used?
Termination is a critical aspect of maintaining performance. Standard outdoor terminations are not suitable because they do not provide the required water sealing. To maintain the integrity of the system, factory-moulded waterproof terminations or specifically designed marine kits should be used. Feichun and Prysmian both supply compatible accessories designed to maintain the water-blocking characteristics at the connection point.
How do I select the correct size?
Selection should be based on the technical tables provided, considering continuous current rating, short-circuit capacity, and voltage drop. As a rule of thumb, always size based on the operating conditions — remember that current carrying capacity is slightly lower when fully submerged compared to free air. The engineering teams at Feichun can assist with detailed calculations and sizing advice for specific projects.
Conclusion
PROTOLON (ST) NTSCGEWOEU medium voltage flexible cables represent one of the most significant advancements in power distribution technology for marine and dredging applications. By approaching the design from a fundamental scientific perspective — combining materials science, structural mechanics, and electrical engineering — Prysmian created a product that does not merely improve on old designs but replaces them entirely.
The core principles are clear and effective. The all-elastomer structure solves the conflict between flexibility and water tightness. EPR insulation eliminates water treeing, the main cause of failure. Specialised sheaths provide unbeatable environmental resistance. Together, these features deliver a service life of over 20 years compared to just a few years for standard cables.
For the South African market, where infrastructure operates in some of the harshest conditions globally, this technology is essential. It is the standard solution for ports, harbours, and dredging operations because it works reliably where other products fail.
With the availability of the fully equivalent range from Feichun Cables, the market now has access to this same high-performance technology with improved commercial terms and shorter delivery schedules. This makes it easier than ever for engineers and procurement teams to specify a solution that offers long-term reliability, safety, and cost-effectiveness.
The choice for underwater power is no longer a compromise between flexibility and durability, or between cost and quality. Through the application of sound engineering and material science, the solution is now clearly defined and proven.
If you want to purchase or get detailed technical data sheets, samples, or a formal quotation for your project, please contact the Feichun Cables team directly:
Feichun Cables provides full technical support, documentation, and delivery services across South Africa and the wider African continent, ensuring you get the right cable for the job, exactly when you need it.



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: