Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Why Standard Reeling Cables Fail in South African Underground Mining – A Deep Technical Analysis of Protomont(S)® (N)SSHCGEOEU for Extreme Multi-Axial Stress
Underground mining in South Africa exposes cables to unpredictable tensile, torsional, and bending forces. This guide explains why standard reeling cables fail and how Protomont(S)® (N)SSHCGEOEU is engineered to survive extreme multi-axial stress, with real mining applications and technical insights.
Li Wang
4/14/20269 min read


Introduction: Why Cable Failure is a Critical Risk in South African Mining
South Africa’s mining sector remains the backbone of the national economy, contributing significantly to GDP through the extraction of gold, platinum group metals (PGMs), coal, and other minerals. The country hosts some of the world’s deepest and most geologically challenging underground operations, including the gold mines of the Witwatersrand Basin reaching depths exceeding 3,000 metres and the platinum operations in the Bushveld Complex, where narrow reef mining demands highly manoeuvrable equipment in confined stopes. In these environments, flexible power cables are not merely accessories—they are the literal life-line that keeps heavy machinery operating safely and productively.
A single cable failure underground can trigger immediate production stoppages, with unplanned downtime costs in South African mines averaging hundreds of thousands of Rand per hour. Industry benchmarks indicate that mechanical and electrical failures, including cable-related incidents, contribute substantially to the sector’s productivity losses, which have seen year-on-year declines amid regulatory pressures and infrastructure challenges. Beyond economics, cable damage poses severe safety risks: exposed conductors in wet, dusty, methane-prone atmospheres can lead to electrocution, arc flashes, or ignition of flammable gases, violating the Mine Health and Safety Act (MHSA) Chapter 3 Electricity Regulations.
The core question facing mine engineers, procurement managers, and safety officers across the Witwatersrand, Bushveld, and Mpumalanga coalfields is straightforward yet urgent: Why do standard reeling cables fail so quickly underground? The answer lies in a fundamental mismatch between conventional cable design—optimised for predictable, surface-level or open-cast operations—and the chaotic, multi-axial mechanical stresses unique to South African deep-level underground mining. This article provides a rigorous, technical analysis of these stresses and demonstrates how the Protomont(S)® (N)SSHCGEOEU reeling cable from Feichun Cables represents an engineered solution tailored precisely for these conditions.
Understanding South Africa’s Underground Mining Environment
Deep-Level Mining Conditions
South African underground mines operate under extreme physical conditions that amplify cable degradation. Depths of 1,000–4,000 metres generate rock temperatures exceeding 50°C in places, combined with high humidity from groundwater ingress and cooling sprays. Narrow development ends and stopes—often only 1.5–3 metres wide—force equipment into tight turning radii, while irregular hanging-wall and footwall surfaces create abrasive, jagged contact points. Explosive residues, hydraulic oils, and rock dust further accelerate chemical attack on cable sheaths. These factors create an unforgiving operating theatre where cables must endure not only electrical loads but continuous mechanical abuse.
Typical Equipment in Use
Modern South African underground operations rely on a fleet of mobile, electrically powered machines that demand high-current, flexible power delivery. Key examples include:
Load-Haul-Dump (LHD) machines (e.g., Epiroc Scooptram, Sandvik LH series, Caterpillar R1700): These 10–20 tonne beasts tramming ore in confined drives.
Drill jumbos (Epiroc Boomer, Sandvik DD series, Normet): Multi-boom units requiring precise boom rotation and rapid repositioning.
Continuous miners and roadheaders: Used in coal and development headings.
Shuttle cars and shotcrete sprayers: For material transport and ground support.
All these machines typically feature on-board cable reels (mono-spiral or cylindrical drums) that automatically pay out and retrieve cable as the unit advances and retreats.
Cable Movement Reality
Unlike surface cranes with fixed-path reeling, underground cables follow non-linear, unpredictable trajectories. The cable is dragged across rough footwalls, snags on rock bolts or mesh, wraps around sharp corners at intersections, and experiences sudden direction changes as the machine turns or the boom slews. This reality creates a dynamic environment far removed from the repetitive, planar motion assumed by most standard reeling cable designs.
The Core Problem: Chaotic Multi-Axial Stress in Underground Mining
Underground reeling cables in South Africa simultaneously endure three primary mechanical forces whose directions and magnitudes change unpredictably with every machine manoeuvre.
Tensile Forces
Tensile loads arise from the machine’s forward tramming force (often several tonnes), reel back-tension, and the cable’s own suspended weight on inclines. The most severe events occur when the cable snags on a rock bolt, mesh, or uneven footwall: the machine continues accelerating, generating shock loads that can exceed permanent tensile ratings by a factor of two or more. In a typical 15–20 tonne LHD operating at 160 m/min, these instantaneous peaks can reach several kilonewtons.
Torsional Forces
Torsion accumulates from machine steering (up to 90° turns in narrow drives), boom rotation on drill jumbos (often 180°+), and the cable itself wrapping around tunnel corners or rough rock surfaces. These torsional moments twist the cable along its longitudinal axis, stressing internal conductors and insulation layers in ways that planar bending alone cannot replicate.
Bending Forces
Bending occurs as the cable passes over sharp rock edges, folds at reel entry points, or experiences multi-plane deformation when pressed against the tunnel wall. Minimum bending radii are frequently violated momentarily during high-speed operations.
The Real Challenge: Combined Stress System
The true severity stems from the simultaneous, unpredictable, and multi-directional application of these forces. A standard engineering stress analysis assuming uniaxial loading breaks down completely. Finite-element modelling of such cables reveals complex shear, compression, and fatigue vectors that standard reeling cables—designed for repetitive, single-plane drum cycles—are simply not engineered to withstand. The result is accelerated fatigue life reduction, often by 70 % or more compared with surface applications.
Why Standard Reeling Cables Fail Underground
Designed for Predictable Motion
Most conventional reeling cables (e.g., standard EPR/CPE or polychloroprene-sheathed types rated for surface cranes or stacker-reclaimers) assume a controlled, repetitive drum cycle: constant unidirectional payout/retrieval under primarily gravitational or steady tensile loads. The cable path is planar and repeatable; torsion is minimised by drum design; bending occurs in a single plane at known radii.
Key Design Limitations
Torsional capacity: Typically limited to ±25°/m or less.
Tensile strength: Usually 15–20 N/mm² maximum.
Sheath durability: Adequate for smooth industrial floors but insufficient against jagged rock and abrasive dust.
Absence of integrated monitoring cores: Many lack dedicated earth-leakage and control conductors required by MHSA.
Failure Mechanisms
Torsional fatigue: Internal conductors twist, leading to strand breakage and insulation cracking.
Local tensile overload: Shock loads cause conductor elongation and necking.
Abrasion damage: Outer sheath tears, exposing inner layers.
Internal structure collapse: Multi-axial stresses cause core migration, void formation, and eventual dielectric breakdown.
These failures manifest as frequent cable replacements—sometimes every 6–12 months—driving up costs and compromising safety.
Engineering Philosophy Behind Protomont(S)® (N)SSHCGEOEU
Designed for “Non-Linear Mechanics”
Protomont(S)® (N)SSHCGEOEU was developed under VDE 0250-812 specifically for underground reeling applications involving simultaneous tensile and torsional loads under dynamic, non-linear conditions. Its design rejects the assumption of predictable motion and instead treats the cable as a mechanical system operating in chaotic three-dimensional space.
Cable as a Mechanical System
Far more than a conductor of electricity, this cable functions as a dynamic structural component. Every layer—conductor, insulation, sheath, reinforcement—is optimised to decouple and absorb the multi-axial stresses described earlier, ensuring the electrical integrity remains intact even when the cable is mechanically abused.
Full Technical Specification Breakdown
Conductor Design
Class FS ultra-fine stranded copper (individual wire diameter ≤ 0.05 mm) using Tongling Cu-CATH-1 99.97 % pure copper. This construction delivers exceptional flexibility and fatigue resistance, critical for millions of bending cycles under tension.
Insulation System
3GI3 EPR (ethylene propylene rubber) compound with integrated semi-conductive stress-control layer. Rated for continuous operation at 90 °C and short-circuit temperatures up to 250 °C, providing thermal headroom in hot South African deep mines.
Semi-Conductive Layer
Cold-strippable outer semi-conductive rubber ensures uniform electric field distribution and easy termination in the field—vital for rapid repairs during production shifts.
Inner Sheath (GM1b)
High-grade natural/synthetic rubber blend that acts as a mechanical buffer, absorbing compressive and shear stresses before they reach the cores.
Monitoring & Control Conductors
Integrated 1.5 mm² ST control cores (for reel speed/tension and emergency stop) and 1.5 mm² UEL earth-leakage monitoring cores. Split concentric KON earth conductors provide the shortest possible fault-current path, fully compliant with MHSA requirements for real-time insulation monitoring (alarm at <50 kΩ, trip at <10 kΩ).
Outer Sheath (5GM5)
Polychloroprene (CR/Neoprene) compound, yellow for high visibility, meeting IEC 60332-1-2 flame retardancy, EN 60811-404 oil resistance, and offering extreme abrasion and tear resistance.
Three-Layer Rubber System
The triple-rubber architecture—3GI3 insulation + GM1b inner sheath + 5GM5 outer sheath—creates deliberate stress decoupling. Each layer has tailored modulus and elasticity, allowing progressive absorption of tensile, torsional, and bending energies without transmitting destructive forces to the conductor bundle.
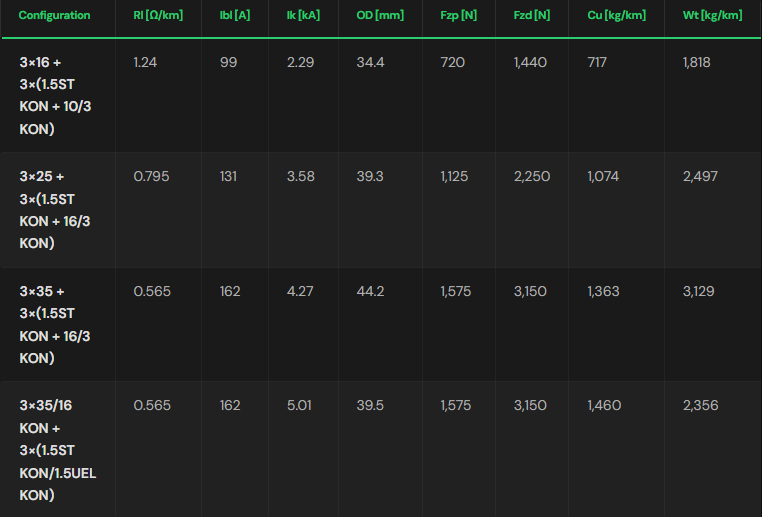
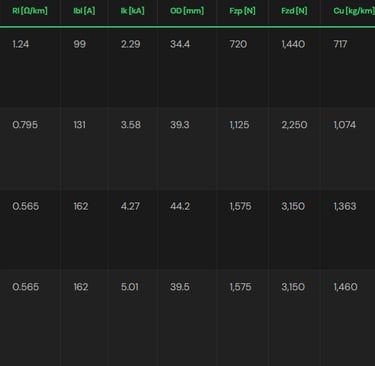
Electrical Parameters
Rated voltage 0.6/1 kV, test voltage 3 kV. Configurations support currents from 99 A (3×16 mm²) to 162 A (3×35 mm²) at typical underground duty cycles.
Temperature Range
Fixed installation: −40 °C to +80 °C; dynamic reeling: −25 °C to +60 °C—ideal for the variable micro-climates of South African mines.
Bending Radius
Fixed: 4 × OD; moving/reeling: 12 × OD. (Note: some reeling literature references tighter 2.3 × D under low tension, but Protomont(S) conservatively specifies 12 × OD under full multi-axial load.)
Configuration
These configurations include aramid self-supporting elements for vertical/inclined reeling and synthetic braid torsion protection.
Key Performance Advantages of Protomont(S)
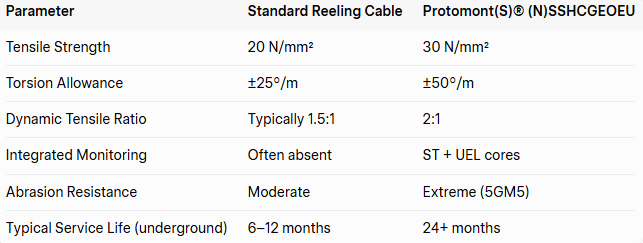
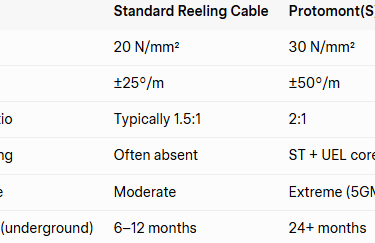
High Tensile Strength (30 N/mm²)
This is 50 % higher than typical surface reeling cables (20 N/mm²) and double that of standard trailing cables (15 N/mm²). When an LHD snags its cable on a rock bolt and accelerates away, the 30 N/mm² rating—combined with a 2:1 dynamic-to-permanent tensile ratio—prevents conductor damage.
±50°/m Torsion Capability
The highest torsional allowance in the industry. It comfortably absorbs the cumulative twist from machine turns, boom slewing, and corner wrapping without internal core migration or insulation damage.
Integrated Safety System
UEL monitoring cores enable real-time earth-leakage detection, satisfying MHSA mandates and preventing electrocution in wet conditions. ST cores interface directly with reel control systems for automatic shut-down before cable overrun.
Extreme Abrasion Resistance
The 5GM5 sheath survives prolonged dragging over quartzitic footwalls and contact with sharp rock edges that would shred conventional compounds within weeks.
Long Service Life
Field data from comparable installations show 2–3× extension in replacement intervals, directly translating to fewer production interruptions.
Applications in South African Mining
Gold Mining (Deep-Level Mines)
In deep gold operations, continuous miners and LHDs operate in hot, humid stopes. Protomont(S) 3×25 and 3×35 configurations power sustained advance while resisting thermal ageing and water ingress.
Platinum Mines (Bushveld Complex)
Narrow-reef platinum stopes demand frequent sharp turns and boom manoeuvres. Drill jumbos and LHD fleets benefit from the cable’s torsional capacity; one documented platinum operation running 22 machines with 24,000 metres of cable extended average replacement from 12 to over 24 months.
Coal Mining (Mpumalanga)
Although many coal sections use chain-fed shearers, development and shuttle-car applications still require high-performance reeling cables in gassy environments where UEL monitoring is non-negotiable.
Underground Development (Tunnelling)
Roadheaders and raise borers in shaft-sinking and decline development experience continuous dynamic loading; the aramid self-supporting elements prevent excessive sag on inclines.
How Protomont(S) Reduced Cable Failure in a South African Platinum Mine
Problem:
A major Bushveld platinum mine experienced monthly cable failures on 22 LHD and drill jumbo units. Standard reeling cables lasted 8–12 months before torsional fatigue and tensile overload caused core breakage and sheath rupture, leading to frequent unscheduled stops.
Root Cause Analysis:
Multi-axial stress from sharp 90° turns, boom rotation, and repeated snagging on mesh and rock bolts exceeded the ±25°/m torsion and 20 N/mm² tensile limits of the incumbent cable.
Solution:
Full replacement with Protomont(S)® (N)SSHCGEOEU 3×35 configurations, complete with UEL monitoring integrated to the mine’s Bender isoPV system.
Results:
Cable life extended to 24+ months (2–3× improvement).
Unplanned downtime due to cable issues reduced by over 70 %.
Estimated annual savings exceeding ZAR 9 million through reduced replacement labour, lost production, and inventory holding.
Enhanced safety compliance with continuous earth-leakage monitoring.
Economic Benefits: Why It’s a Cost-Effective Alternative
Lower Replacement Cost
Although unit price is higher, the extended service life dramatically lowers total cable metres purchased per year.
Reduced Downtime
Every hour saved from cable-related stops translates directly to increased tonnes hoisted. At typical South African hourly downtime costs of R724 000, the ROI is rapid.
Improved Safety Compliance
Built-in MHSA-compliant monitoring reduces incident risk and potential regulatory penalties.
Multi-Function Integration
One cable handles power, control, and safety signalling, simplifying inventory and installation.
Installation Best Practices
Maintain minimum 12 × OD bending radius during reeling.
Avoid extreme sharp corners by using cable guides or rollers at intersections.
Implement weekly visual sheath inspections and quarterly electrical testing of UEL circuits.
Ensure reel tension settings match the cable’s 30 N/mm² rating to prevent over-tensioning.
Comparison: Reeling Cable vs Protomont(S)
FAQ
Q1: What is the best cable for underground mining in South Africa?
Protomont(S)® (N)SSHCGEOEU due to its industry-leading 30 N/mm² tensile strength and ±50°/m torsion resistance, combined with full MHSA-compliant monitoring cores.
Q2: Why do mining cables fail so quickly underground?
Unpredictable multi-axial stress (tensile + torsional + bending) combined with abrasion and chemical attack far exceeds the design assumptions of standard reeling cables.
Q3: What is the difference between reeling cable and trailing cable?
Reeling cables operate on drums with controlled, repetitive motion; trailing cables are dragged freely behind equipment. Protomont(S) is a specialised reeling cable engineered for the chaotic motion that would destroy both standard types.
Q4: How much tensile strength is required for mining cables?
Heavy-duty underground reeling applications require ≥30 N/mm² to handle shock loads from snagging in narrow drives.
Q5: Can one cable handle power, control, and safety signals?
Yes—Protomont(S) integrates power cores, ST control, and UEL monitoring in a single construction.
Q6: How to extend mining cable lifespan?
Select the correct cable type for multi-axial stress, maintain proper bending radii, avoid sharp snags with guides, and perform regular sheath and monitoring tests.
Conclusion
South African underground mining demands cables engineered for the unpredictable, multi-directional mechanical stresses that define deep-level operations—not the predictable, single-plane cycles of traditional reeling systems. The Protomont(S)® (N)SSHCGEOEU is not merely a cable; it is a complete engineering solution that integrates extreme tensile and torsional performance, stress-decoupling rubber layers, and advanced safety monitoring into one robust package. As the industry moves toward greater automation and deeper, more challenging reserves, investing in purpose-designed cables like Protomont(S) will be essential for maintaining safety, productivity, and profitability in the years ahead.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: