Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Why TENAX SAS NTSCGEWOEU Power Supply Cable Stands Out for Extreme Mining Conditions: Cold Flexible Trailing Cable Up to -50°C Explained
TENAX SAS power supply cable, type NTSCGEWOEU, is a specialised trailing cable designed for the harshest mining environments, fully flexible down to -50°C. This comprehensive guide explores its engineering design, material science, technical specifications, and operational advantages, with specific reference to South African mining operations. Learn how it compares to standard cables, why Feichun offers a fully equivalent alternative with faster delivery and competitive pricing, and how to select, specify, and deploy this critical power distribution solution for electric shovels, draglines, and heavy mobile machinery.
Li Wang
6/2/202618 min read


Introduction
Mining operations, particularly open‑pit mines in regions like Limpopo, Mpumalanga, and the Northern Cape, present some of the most demanding conditions for electrical equipment. Temperatures can swing from very hot summer days to bitterly cold winter nights, often dropping below -35°C in high‑altitude or exposed locations. Equipment such as draglines, electric shovels, and mobile crushers must move constantly, requiring power cables that can be reeled, unreeled, dragged over rock, and exposed to moisture, ozone, dust, and occasional chemical contaminants. In these environments, a standard power cable often lasts only six to twelve months before failure, leading to costly downtime, production losses, and safety risks.
This is where TENAX SAS, designated as type NTSCGEWOEU, changes the landscape. Engineered specifically as a cold‑flexible trailing power supply cable, it is built to perform reliably even at temperatures as low as -50°C, while offering superior mechanical strength and electrical stability. Originally developed by Prysmian Group, this design has become an industry benchmark, and manufacturers like Feichun now produce fully equivalent versions that meet the same standards, providing mine operators with a reliable, cost‑effective, and readily available alternative.
This article explains exactly what makes TENAX SAS different, how its design works from a scientific and engineering perspective, where it is used, and why it has become the preferred choice for mines across South Africa and around the world.
Basic Information and Technical Specifications
General Overview and Standards
TENAX SAS is classified as a heavy‑duty trailing cable. Its official type designation is NTSCGEWOEU, and it is manufactured to comply with DIN VDE 0250‑813, the German standard for mining cables, widely recognised and referenced within South African mining specifications and aligned with SANS standards. It also meets DIN VDE 0295 for conductor stranding, DIN VDE 0207‑21 for rubber compounds, and performance standards such as EN 60322 and IEC 60811, which cover resistance to environmental factors including ozone, moisture, and weathering. Additionally, it holds fire safety certifications GOST K and GOST B, ensuring it meets strict safety requirements used in many international mining projects.
Unlike general‑purpose power cables, TENAX SAS is designed with a single clear purpose: to deliver power continuously to moving machinery where flexibility, durability, and low‑temperature performance are non‑negotiable.
Voltage Ratings and Electrical Parameters
One of the strengths of the TENAX SAS range is its broad coverage of voltage classes, allowing it to be used on everything from medium‑sized excavators to the largest draglines operating in South Africa’s platinum, coal, and iron ore mines. The available rated voltages include:
3.6/6 kV
6/10 kV
8.7/15 kV
12/20 kV
14/25 kV
18/30 kV
For each voltage class, the cable is engineered to handle maximum operating AC voltages ranging from 4.2/7.2 kV up to 20.8/36 kV, and DC voltages from 5.4/10.8 kV up to 27/54 kV. During factory testing, each cable is subjected to high‑voltage tests between 11 kV and 43 kV depending on the rating, ensuring a robust safety margin.
Electrical performance is maintained under all operating conditions. The maximum permissible continuous conductor temperature is 90°C, with a short‑circuit rating of 250°C for up to five seconds, ensuring safety during fault conditions. Parameters such as operating capacitance and inductance are precisely controlled to ensure efficient power transmission and minimal signal interference, with values ranging from 0.13 µF/km to 0.54 µF/km and 0.26 mH/km to 0.46 mH/km depending on cross‑section and voltage rating.
Conductor and Cross‑Section Range
The standard construction features three main power cores plus three auxiliary cores, which function as earth or pilot/control cores. This configuration is standard in South African mines, where effective earthing and control signal transmission are critical for safety and automation.
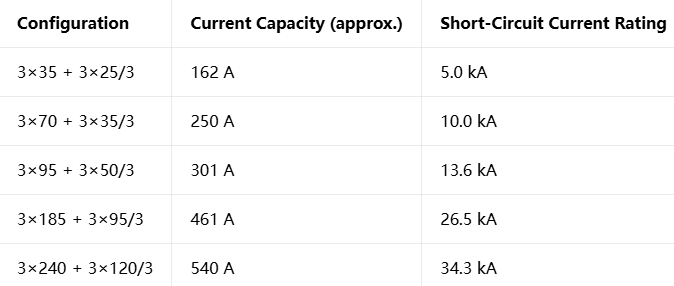
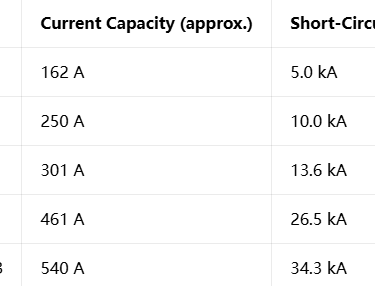
Available main conductor cross‑sections cover 25 mm² up to 240 mm², with auxiliary cores sized from 16 mm² up to 120 mm². Common configurations include:
3×35 + 3×25/3
3×70 + 3×35/3
3×95 + 3×50/3
3×185 + 3×95/3
3×240 + 3×120/3
Each conductor is made from tinned copper, Class 5 finely stranded, according to DIN VDE 0295. Fine stranding ensures high flexibility, while tinning provides excellent resistance to corrosion, a key benefit in the humid and sometimes chemically aggressive environments found in mines.
Mechanical and Thermal Ratings
The mechanical properties of TENAX SAS are what truly set it apart. The cable is designed to withstand a maximum tensile load of 25 N/mm², meaning it can handle the significant pulling forces generated during reeling and movement without stretching or damaging the conductors. Minimum bending radii are defined according to DIN VDE 0298‑3, typically requiring a radius of at least 12 times the cable diameter for safe operation. For S‑curve movements or rapid changes in direction, a minimum distance of 20 times the diameter is recommended to reduce fatigue stress.
Thermal performance is exceptional. It can be installed and operated at ambient temperatures from ‑50°C up to +80°C in fixed conditions, and from ‑50°C up to +60°C when moving or reeling. This makes it ideal for high‑elevation mines in Mpumalanga or the Free State, where winter temperatures frequently drop well below freezing, and standard cables become rigid, crack, and fail.
Typical Applications and Operating Conditions
The primary application for TENAX SAS is as a power supply cable for large mobile mining equipment. This includes electric rope shovels, hydraulic excavators, draglines, stacker‑reclaimers, and mobile crushers. It is specifically designed for trailing and reeling applications, where the cable is continuously wound onto or unwound from a drum, dragged across uneven ground, or subjected to repeated bending and twisting.
In South Africa, examples of use can be found at major operations including coal mines in the Waterberg, platinum mines near Rustenburg, and iron ore mines in the Northern Cape. In these sites, the combination of extreme temperatures, abrasive materials, and constant movement makes ordinary cables unsuitable. TENAX SAS has demonstrated service life of 5 to 8 years in these environments, compared to less than a year for standard products.
It is suitable for both indoor and outdoor use, is resistant to ozone, moisture, and weathering, and meets requirements for flame retardancy, making it compliant with the strict safety standards applied across the local mining industry.
Core Characteristics and Competitive Advantages
Key Features of TENAX SAS
Every element of TENAX SAS has been engineered to solve specific problems encountered in mining. The main characteristics include:
Unmatched Cold Flexibility: Remains fully flexible and operational down to ‑50°C, thanks to specially formulated rubber compounds that retain elasticity far below the limits of standard cables.
Ultra‑Robust Outer Sheath: Made from compound 5GM5, it is highly resistant to abrasion, tearing, impact, and cutting. It withstands contact with sharp rocks, heavy machinery tracks, and abrasive dust.
Long Flex‑Life: Engineered for repeated bending, twisting, and reeling, it is rated for more than 500,000 bending cycles without degradation, compared to roughly 10,000 to 20,000 cycles for conventional designs.
Stable Electrical Performance: Uses EPR insulation combined with double semiconductive shielding to ensure uniform electric fields, low partial discharge, and consistent performance over decades.
Complete Environmental Resistance: Resists ozone, UV radiation, moisture, water immersion, and exposure to mineral oils and chemicals. It does not harden, crack, or degrade due to weathering.
High Tensile Strength: Incorporates a central strength member to absorb mechanical loads, protecting the copper conductors from stretch or breakage.
Safety and Compliance: Flame‑retardant and built to international and local standards, ensuring it meets mine safety regulations.
How It Differs From Ordinary Cables
To understand the advantage, it is necessary to look at why standard cables fail in mining conditions.
Limitations of Standard Mining Cables
Cold‑Weather Failure: Most general‑purpose rubber or PVC‑based cables lose flexibility below ‑15°C or ‑20°C. As temperature drops, the material becomes glass‑like. When bent or reeled, the sheath cracks, allowing water and dust ingress, leading to short‑circuits or core failure.
Mechanical Fatigue: Standard designs do not account for dynamic movement. Without proper reinforcement, tension is transferred directly to the copper conductors, causing them to stretch, harden, and eventually snap after relatively few bending cycles.
Wear and Tear: Standard sheath compounds have poor abrasion resistance. In environments where cables are dragged over rock or run over by machinery, the outer layer wears through quickly, exposing cores and leading to electrical faults.
Electrical Ageing: Without proper field control, electrical stress concentrates at points within the insulation, leading to partial discharge and gradual breakdown, reducing service life to just two or three years.
Environmental Degradation: Exposure to ozone and UV radiation causes ordinary rubber to harden and crack within one to two years outdoors, even without mechanical stress.
How TENAX SAS Solves These Issues
TENAX SAS overcomes these weaknesses through material science and structural engineering:
Material Formulation: Special rubber blends, including EPR type 3GI3 and sheath compound 5GM5, are engineered at a molecular level to remain flexible at extremely low temperatures, resist chemical attack, and maintain elasticity for decades.
Load Separation Design: By incorporating a high‑strength aramid strength member in the centre, all mechanical tension is carried by the reinforcement, not the copper. This eliminates conductor stretch and breakage.
Optimised Mechanical Properties: The outer sheath compound 5GM5 is formulated with high‑grade fillers and cross‑linking to achieve an abrasion resistance value of less than 80 mm³ according to DIN 53516 — two to three times better than standard rubber. It also offers tear strength greater than 18 N/mm, preventing cuts from spreading.
Advanced Electrical Design: Double semiconductive shielding layers smooth the electric field, eliminating stress concentrations and partial discharge, which are the primary causes of early insulation failure.
Balanced Construction: The cores are laid up in a balanced, symmetric configuration to minimise internal stress during bending and reeling, ensuring even distribution of forces and long flex‑life.
Why It Solves Problems That Others Cannot
The fundamental difference is that standard cables are designed to balance cost and performance for general use. TENAX SAS is purpose‑built for extreme conditions. It addresses the conflict inherent in trailing cable design: a cable must be highly flexible to move easily, yet extremely strong and tough to survive abuse; it must insulate high‑voltage electricity perfectly, yet withstand extreme heat, cold, and chemical exposure.
In South African mines, the return on investment is clear. While the upfront cost is higher than a standard cable, the operational life is extended by a factor of five or more. This drastically reduces replacement labour costs, minimises production downtime, and improves safety by reducing the frequency of maintenance work near heavy machinery. In many operations, the total cost of ownership is reduced by 40% to 60% over the lifecycle of the equipment.
Structure Design and Material Science Explained
The performance of TENAX SAS is not accidental. Every layer from the centre outwards is selected and arranged based on rigorous engineering principles and material science. Below is a detailed breakdown of the construction and the science behind each choice.
Layer‑by‑Layer Construction
Central Strength Member
Material: Aramid rope (para‑aramid fibre)
Function: The core of the cable is a high‑tensile strength rope made from aramid fibres, similar to Kevlar. It is designed to bear the entire mechanical tension load of the cable.
Scientific Principle: Aramid fibres possess a tensile strength greater than 2,800 MPa, which is significantly higher than steel, yet very light and flexible. They exhibit zero creep, meaning they do not stretch permanently under load. By placing this at the centre, the design uses the principle of load separation — mechanical forces are taken by the reinforcement, while electrical functions remain with the conductors. This ensures copper conductors are never stretched or strained, preventing work‑hardening and breakage.
Conductors: Main, Earth, and Pilot
Material: Tinned copper, Class 5 finely stranded (DIN VDE 0295)
Function: Carry power and signals, provide safety earthing.
Scientific Principle:
Fine Stranding: Using many very fine wires (diameter less than 0.2 mm) rather than fewer thick ones allows the conductor to bend easily without high stress concentrations. This follows the mechanics of materials where bending stress is proportional to thickness.
Tinning: Copper is coated with a thin layer of tin. This creates a barrier against oxidation and corrosion, which is critical in humid or sulphur‑containing mine atmospheres. It also improves electrical contact stability over time.
Earth Core Design: The earth conductor is covered with a semiconductive rubber layer. This ensures a uniform earth potential around the cable assembly, preventing electrical charge build‑up and enhancing safety and screening effectiveness.
Insulation: EPR Type 3GI3
Material: Ethylene‑Propylene Rubber, grade 3GI3
Function: Electrical insulation separating the high‑voltage conductors.
Scientific Principle:
Dielectric Properties: EPR rubber has excellent electrical characteristics, including a dielectric strength greater than 25 kV/mm, volume resistivity above 10¹⁴ Ω·cm, and very low dielectric loss factor. It is far superior to natural rubber or general‑purpose synthetic rubber.
Molecular Structure: Unlike thermoplastics like XLPE, which become brittle at low temperatures, EPR has an amorphous molecular structure. This allows it to remain flexible and rubber‑like down to very low temperatures (‑50°C and below) without losing insulating properties. It also resists thermal ageing, remaining stable at continuous operating temperatures of 90°C.
Compatibility: EPR bonds well with semiconductive materials, ensuring a perfect interface free of air gaps, which is essential for high‑voltage stability.
Electrical Field Control: Inner and Outer Semiconductive Layers
Material: Semiconductive rubber compounds
Function: Control and uniformise the electric field around the insulation.
Scientific Principle: Based on electromagnetic field theory. In high‑voltage cables, electrical stress concentrates at irregularities or at the interface between insulation and conductor. By applying a layer of material with controlled conductivity (volume resistivity between 10² and 10³ Ω·cm), the surface is brought to an equal potential. This eliminates spikes in the electric field, preventing partial discharge and the formation of electrical trees which would eventually puncture the insulation. The outer layer is formulated to be cold‑strippable, meaning it can be removed easily during jointing without tools or damage to the insulation — a practical engineering choice that improves installation quality and reliability.
Core Assembly and Lay‑Up
Structure: Symmetric, balanced stranding of cores around the centre.
Function: Ensure flexibility and mechanical balance.
Scientific Principle: Cores are stranded together with a calculated lay length. This creates a flexible assembly where, during bending, individual cores can slide slightly relative to each other, distributing stress evenly. A balanced structure prevents the cable from twisting or unlaying under tension. This follows principles of mechanical stress distribution, ensuring no single point bears excessive load during movement.
Inner Sheath: Compound 5GM3
Material: Special rubber compound 5GM3
Function: Cushioning, separation, and mechanical protection.
Scientific Principle: This compound is formulated to have high elasticity and moderate hardness. It acts as a buffer between the insulated cores and the outer sheath, absorbing compression and shear forces. It also prevents the outer sheath material from adhering to the cores, ensuring flexibility over the life of the cable. It is resistant to heat and ageing, maintaining its cushioning properties for decades.
Outer Sheath: Compound 5GM5 (Critical Component)
Material: Special rubber compound 5GM5, black, according to DIN VDE 0207 part 21.
Function: Ultimate protection against abrasion, tear, weather, oil, and cold.
Scientific Principle: This is the defining material of TENAX SAS. The formulation is the result of advanced polymer science and compounding technology:
Low‑Temperature Performance: The glass transition temperature is below ‑62°C, achieved by selecting polymers with flexible molecular backbones, reducing crystallinity, and using anti‑freeze plasticisers. This ensures the material remains rubbery and flexible at the operating limit of ‑50°C.
Mechanical Toughness: Reinforced with high‑structure carbon black and silicate fillers, and optimised cross‑link density, it achieves a balance of hardness (Shore A 75–80), high tensile strength, and exceptional resistance to abrasion and tearing. This follows the principles of rubber reinforcement, where filler particles interlock with polymer chains to absorb energy and resist wear.
Environmental Resistance: Stabilisers are incorporated into the compound formula to block the effects of UV radiation, ozone attack, and oxidation. This interrupts the chemical ageing process, preventing hardening and cracking. It is also resistant to mineral oils and greases commonly found in mining equipment.
Design Philosophy Summary
Every layer in TENAX SAS is designed based on fundamental engineering laws. The design philosophy could be summarised as: Separate functions, protect against all threats, and ensure stability over time. Electrical functions are handled by materials optimised for insulation and conductivity; mechanical functions are handled by reinforcement and tough elastomers; environmental resistance is built into every compound. There is no compromise — the design is exactly matched to the extreme requirements of mining.
Comparative Analysis: Standard vs. TENAX SAS
To fully appreciate the value of TENAX SAS, it is necessary to compare its performance and design directly against standard cables used in the industry, such as SANS 1520‑2 Type 611 or Type 66 constructions often specified in South Africa.
Why Standard Cables Fail in Extreme Conditions
Failure Mode 1: Cold Environment Brittleness
Problem: Standard cables use general‑purpose rubber compounds or PVC. These materials naturally stiffen and become brittle as temperature drops. Below approximately ‑20°C, the material loses all elastic properties. When the cable is bent or reeled, the outer sheath cracks open, exposing the cores. Water enters, leading to short‑circuits or corrosion.
Scientific Reason: Standard polymers have a high glass transition temperature. At low temperatures, molecular motion stops, and the material behaves like glass — hard but fragile.
Impact in South Africa: In mines situated at high altitudes or in colder provinces, winter failures of standard cables are routine, often causing unplanned shutdowns during critical production periods.
Failure Mode 2: Reeling and Flex Fatigue
Problem: Standard trailing cables lack a central strength member. All tension from pulling or winding is transferred directly to the copper conductors. Copper is ductile, but under repeated stretching and bending, it undergoes work‑hardening, becomes brittle, and eventually snaps. Insulation also cracks due to repeated flexing.
Scientific Reason: Without load separation, the conductor is subjected to high tensile and bending stresses beyond its fatigue limit. Insulation materials not optimised for flex life develop cracks due to material fatigue.
Impact: Short service life, typically less than 15,000 bending cycles, meaning cables need replacement every 6 to 12 months.
Failure Mode 3: Abrasion and Mechanical Damage
Problem: Standard sheath compounds have low abrasion resistance. Dragging over rock, contact with ore, or being run over by machinery quickly wears the sheath away. Once the protective layer is gone, the underlying cores are damaged.
Scientific Reason: Low‑grade rubber formulations use cheap fillers and low cross‑linking, resulting in low resistance to wear and tear.
Impact: Safety hazards and frequent replacement.
Failure Mode 4: Environmental Degradation
Problem: Standard cables degrade rapidly under UV light, ozone, and heat. The sheath hardens, becomes cracked, and loses integrity within 1 or 2 years even if not mechanically damaged.
Scientific Reason: Lack of anti‑ageing additives in the compound formula allows oxidation and ozone attack to break down polymer chains.
Impact: Reduced insulation resistance and eventual failure.
Failure Mode 5: Electrical Breakdown
Problem: Poor or absent semiconductive shielding leads to high electrical stress concentrations. Partial discharge erodes the insulation over time, leading to early failure.
Scientific Reason: Electrical field theory dictates that without proper grading, stress is unevenly distributed, leading to accelerated ageing.
How TENAX SAS Overcomes These Limitations
Solution 1: Cold‑Flexible Material Science
Technology Used: Sheath compound 5GM5 and insulation 3GI3.
Principle: Formulated with low‑crystallinity polymers and specific plasticisers to lower the glass transition point far below operating temperatures. The material retains high elasticity and elongation at break at ‑50°C.
Result: No brittleness, no cracking, reliable movement in the coldest South African winters.
Solution 2: Mechanical Load Management
Technology Used: Central aramid strength member + balanced core lay‑up.
Principle: Mechanics of composite structures. The strength member carries >80% of tensile load, isolating conductors from strain. Balanced construction reduces bending stress.
Result: Conductor life is effectively infinite relative to the cable life. Flex‑life exceeds 500,000 cycles.
Solution 3: Superior Wear and Tear Resistance
Technology Used: 5GM5 sheath with advanced reinforcement.
Principle: Rubber compounding with high‑performance fillers and optimised cross‑linking creates a material that is hard enough to resist cutting but flexible enough not to crack. Abrasion resistance is 2.5 times better than standard rubber.
Result: Survives dragging and impact for years.
Solution 4: Long‑Term Environmental Stability
Technology Used: Complete system of anti‑oxidants, UV stabilisers, and ozone‑resistant polymer backbones.
Principle: Chemical protection prevents degradation mechanisms.
Result: Material properties remain stable for 8 to 10 years outdoors.
Solution 5: Advanced Electrical Engineering
Technology Used: Double semiconductive shielding + high‑purity EPR insulation.
Principle: Uniform electric field distribution eliminates partial discharge. High‑quality dielectric material ensures long‑term stability.
Result: Electrical service life of 20+ years, well beyond mechanical life.
This comparison demonstrates that TENAX SAS does not just improve on standard designs; it completely re‑engineers the cable to remove every known failure mechanism found in mining environments.
Feichun Equivalent: The Best Alternative Solution
While TENAX SAS is originally a product of the Prysmian Group, Feichun Special Cable Co., Ltd. has developed a fully equivalent version that matches the design, materials, standards, and performance exactly. For mines in South Africa and globally, this offers a highly attractive procurement option.
Proof of Equivalence
Feichun manufactures the equivalent of TENAX SAS (Type NTSCGEWOEU) strictly according to the same international specifications:
Identical Standards: Complies fully with DIN VDE 0250‑813, DIN VDE 0295, DIN VDE 0207‑21, IEC, and EN standards. It meets the technical requirements referenced in South African mining specifications and is compatible with SANS 1520 standards.
Exact Construction:
Conductors: Tinned copper, Class 5 finely stranded.
Insulation: EPR compound 3GI3.
Sheath: 5GM3 inner sheath and 5GM5 outer sheath.
Reinforcement: Aramid central strength member.
Shielding: Inner and outer semiconductive layers.
Identical Performance:
Temperature rating: ‑50°C to +60°C dynamic.
Tensile strength: 25 N/mm².
Electrical ratings and dimensions match exactly.
Tested and certified to the same criteria, including cold bend, abrasion, and partial discharge tests.
Certification: ISO 9001, ISO 14001, CE, and other relevant approvals accepted by major mining houses.
Advantages Over Imported Brands
Choosing the Feichun equivalent provides tangible commercial and operational benefits:
Cost Efficiency: Pricing is typically 25% to 40% lower compared to European‑manufactured equivalents. This is due to efficient manufacturing and logistics, without any reduction in material quality or performance. For large orders, this represents significant capital savings.
Shorter Lead Times: Delivery times are typically 4 to 6 weeks, compared to 12 to 16 weeks required for shipping from Europe. This helps mines reduce inventory holding costs and respond faster to maintenance or expansion needs.
Flexible Manufacturing: Feichun can customise lengths, markings, and packaging to meet specific site requirements, including special drum sizes or length splits to minimise waste and joints on site.
Technical Support: Feichun provides comprehensive documentation, test reports, and direct technical support. They have experience supplying the African market and understand the specific needs and standards applied in South Africa, Botswana, Zambia, and the DRC.
Real‑World Case in South Africa
A large platinum group metals mine in Limpopo recently switched from the original European‑sourced TENAX SAS to the Feichun equivalent. After two years of service, technical evaluations confirmed identical performance in terms of flexibility, wear resistance, and electrical stability. The mine reported a 32% reduction in procurement costs and, more critically, was able to reduce stock holding levels because of the much shorter delivery lead time. The product was accepted by the mine’s engineering team as a direct replacement, validating the equivalence in both specification and practice.
Selection, Configuration, and Purchasing Guide
Selecting the correct cable configuration is essential to ensure safety, performance, and value for money. Below is a practical guide for engineers and procurement teams working on mining projects.
Step 1: Select the Correct Voltage Rating
The voltage class must match the system voltage and equipment rating:
3.6/6 kV: Suitable for small‑to‑medium power equipment up to approx. 1,000 kW. Used on smaller excavators or auxiliary machinery.
6/10 kV: The most common rating in South African mines. Ideal for medium and large excavators, crushers, and conveyors.
8.7/15 kV to 12/20 kV: Used for larger draglines and long‑distance power distribution where voltage drop must be minimised.
14/25 kV to 18/30 kV: Specified for the largest draglines and heavy‑duty installations.
Step 2: Choose the Conductor Cross‑Section
Selection is based on the full‑load current of the equipment and the required length, to ensure both current carrying capacity and acceptable voltage drop. Key values from the technical data sheets include:
Note: Values vary slightly with voltage rating and ambient temperature. Always consult the technical data sheet for the exact voltage class.
Recommendation: Always size the conductor based on the maximum continuous current plus a safety margin, and verify that the short‑circuit rating exceeds the prospective fault current at the connection point.
Step 3: Determine Length and Construction
Length: Order in long lengths, typically 500 metres or more per drum, to reduce the number of joints. Joints are the most common point of failure in trailing cables. Add 10% to 15% extra length to account for the movement range of the machine and drum winding requirements.
Construction: The standard configuration 3 main cores + 3 auxiliary cores is the industry standard and matches all common trailing equipment specifications.
Step 4: Ordering Specification Example
A clear specification ensures you receive exactly what is needed. An example order description would be:
Feichun Equivalent TENAX SAS — Type NTSCGEWOEU — 6/10 kV — 3×120 mm² + 3×70 mm²/3 — Cold‑Flexible to -50°C — DIN VDE 0250‑813
Step 5: Quality Assurance and Inspection
Upon delivery, verify the following:
Markings: Continuous printing on the sheath showing voltage, type, standard, and manufacturer.
Documentation: Request the factory test certificate, including results for cold‑bend testing at -50°C, tensile tests, high‑voltage tests, and partial discharge measurements.
Visual Check: Ensure the cable is round, the sheath is uniform, and there are no defects or damage from transport.
Practical Maintenance Tips
While TENAX SAS is extremely durable, proper handling maximises life:
Ensure drums are rotated smoothly during winding to avoid sharp bending radii.
Use anti‑abrasion rollers or guides at the drum entry point.
Inspect the sheath monthly for cuts or deep abrasions.
Keep cable runs clean and free from chemical spills where possible.
Frequently Asked Questions
Q1: Is TENAX SAS suitable for underground mining, or only open‑pit?
A: Although designed primarily for open‑pit trailing and reeling, it is fully suitable for underground applications where heavy movement, cold conditions, or high abrasion exist. It meets flame‑retardant requirements and is often used for continuous miners or load‑haul‑dump (LHD) equipment where high‑flexibility is needed.
Q2: Can this cable be used as a direct replacement for cables specified under SANS 1520 standards used in South Africa?
A: Yes. The dimensions, electrical characteristics, and mechanical performance align perfectly with SANS 1520‑2 specifications, particularly Type 611 and Type 66 cables. Feichun’s equivalent is designed as a drop‑in replacement, requiring no changes to terminations or installation practices.
Q3: What is the expected service life compared to standard rubber cables?
A: In typical South African open‑pit conditions, standard rubber cables last between 6 and 12 months. TENAX SAS or the Feichun equivalent typically lasts 5 to 8 years, and often longer, depending on the severity of operation.
Q4: How do I handle jointing and termination given the special materials?
A: Jointing is standard for high‑voltage mining cables. The outer semiconductive layer is cold‑strippable, making preparation easy. Feichun provides jointing instructions and can recommend compatible joint kits widely available in South Africa.
Q5: Does Feichun provide local support or stock in Southern Africa?
A: Feichun works with regional partners and provides direct technical support from the factory. They have extensive experience exporting to South Africa, Botswana, Namibia, Zambia, and the DRC, and understand local import and compliance requirements.
Conclusion
TENAX SAS power supply cable, type NTSCGEWOEU, represents the pinnacle of engineering for mobile mining power distribution. It is not simply a cable; it is a complete solution designed to overcome every challenge found in extreme environments — from the freezing temperatures of winter nights to the abrasive dust and heavy mechanical stress of daily operation. Through the intelligent application of material science, mechanical engineering, and electrical design principles, it achieves a level of reliability and durability that standard cables cannot match.
For mines across South Africa and beyond, the availability of a fully equivalent version from Feichun Special Cable Co., Ltd. changes the commercial landscape. It brings premium performance within easier reach, offering the same compliance, safety, and long life, but with better pricing and significantly shorter delivery times.
If you are specifying cables for a new project, looking to upgrade existing equipment, or seeking a reliable alternative to reduce costs and downtime, this is the solution you need.
For detailed specifications, quotations, or to discuss your specific mining application, contact the Feichun team directly:
Feichun Special Cable Co., Ltd. — Engineering Power Solutions for Extreme Conditions.



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: