Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Why TENAX‑HTT (N)TSCGEWOEU MV Reeling Cables Excel in South African Platinum & Gold Mines: High Mechanical Load TBM Power Supply with Proven Reliability
Explore the engineering design, material science, and field performance of Prysmian’s TENAX‑HTT (N)TSCGEWOEU 10–30 kV medium‑voltage reeling cables. Learn how they solve the unique challenges of deep‑level mining and TBM tunnelling in South Africa, with full compliance to international standards, real‑world case studies, and a certified equivalent solution from Feichun Cables.
Li.Wang
6/26/202612 min read


Introduction: The Cable Failure Challenge in Deep‑Level Mining and Tunnelling
South Africa is home to some of the deepest and most demanding mining operations on the planet. In the gold and platinum belts of Gauteng, the Free State, and Limpopo, mines regularly reach depths of 1,800 m to over 3,500 m below the surface. At these levels, the environment changes dramatically: ambient temperatures can rise to 45 °C or higher, humidity often exceeds 90 %, and the air may contain methane, hydrogen sulphide, and abrasive rock dust. Added to this are the mechanical forces of heavy machinery, continuous movement, and the need to transport power over long distances while equipment shifts position during excavation.
Tunnel Boring Machines (TBMs), mobile high‑voltage transformers, and large underground pumps do not operate in fixed positions. As they advance, retreat, or are relocated, the cables supplying them must be reeled, unreeled, dragged, bent, and twisted repeatedly. For many years, operators relied on standard flexible mining cables, only to find that these units failed prematurely. Insulation cracked, conductors broke, outer sheaths wore through, and electrical faults occurred with alarming frequency. The cost of such failures goes far beyond the price of replacement: a single unplanned shutdown can cost between R1.5 million and R2 million per day in lost production, not to mention the increased risk of fire, electric shock, or explosion in hazardous zones.
This is where the TENAX‑HTT (N)TSCGEWOEU series changes the equation. Developed by Prysmian Group under a design philosophy described as “multi‑stress coupling,” these medium‑voltage reeling cables are not simply reinforced versions of standard cables. They are engineered from the ground up to withstand the combined effects of bending, torsion, tension, compression, heat, moisture, oil, and chemical exposure. By turning what was once the weakest link in mobile power systems into a reliable and long‑lasting component, TENAX‑HTT has redefined what is possible for underground power distribution.
Technical Foundation: Standards, Voltage Ratings, and Core Specifications
To understand why this cable performs so well, we must first look at its technical basis. The full type designation is (N)TSCGEWOEU, and it is constructed in strict accordance with DIN VDE 0250‑813, the leading German standard for mining and tunnelling cables. Additional compliance includes IEC 60228 for conductor dimensions, EN 60332‑1‑2 for flame retardancy, and EN 60811‑404 for oil resistance. It also carries certification under GOST‑R, GOST‑K, and GOST‑B, making it acceptable for use in Russia, Eastern Europe, and many CIS countries. While not formally listed under SANS, its alignment with VDE and IEC standards means it meets or exceeds the requirements of South African mining safety regulations.
The cable is available in five distinct voltage classes, covering the full range of medium‑voltage systems used in mining and tunnelling:
6/10 kV – Maximum continuous AC operating voltage: 6.9/12 kV; AC test voltage: 17 kV
8.7/15 kV – Maximum continuous AC operating voltage: 10.4/18 kV; AC test voltage: 24 kV
12/20 kV – Maximum continuous AC operating voltage: 13.9/24 kV; AC test voltage: 29 kV
14/25 kV – Maximum continuous AC operating voltage: 17.3/30 kV; AC test voltage: 36 kV
18/30 kV – Maximum continuous AC operating voltage: 20.8/36 kV; AC test voltage: 43 kV
For DC applications, the maximum operating voltages are correspondingly higher: 9/18 kV up to 27/54 kV across the range. Control cores, where fitted, are tested at 2 kV AC to ensure they remain fully isolated from the power circuit.
Thermal and mechanical limits are equally well defined. For fixed installation, the cable can operate in temperatures from ‑40 °C up to +80 °C. When moving, reeling, or bending continuously, the recommended range is ‑25 °C to +60 °C, with a maximum short‑circuit conductor temperature of 250 °C, which is well above the threshold for most comparable cables.
Mechanically, the design allows for a maximum tensile load of 15 N/mm² on the conductor cross‑section, with some variants rated up to 20 N/mm². It can withstand torsional stress of ±100° per metre without permanent deformation, a figure far higher than the typical ±30° to ±50° limit of standard cables. The minimum bending radius is set at 6 times the overall diameter for fixed installation and 10 times the diameter during reeling, with a maximum travel speed of 30 m/min to prevent excessive dynamic stress.
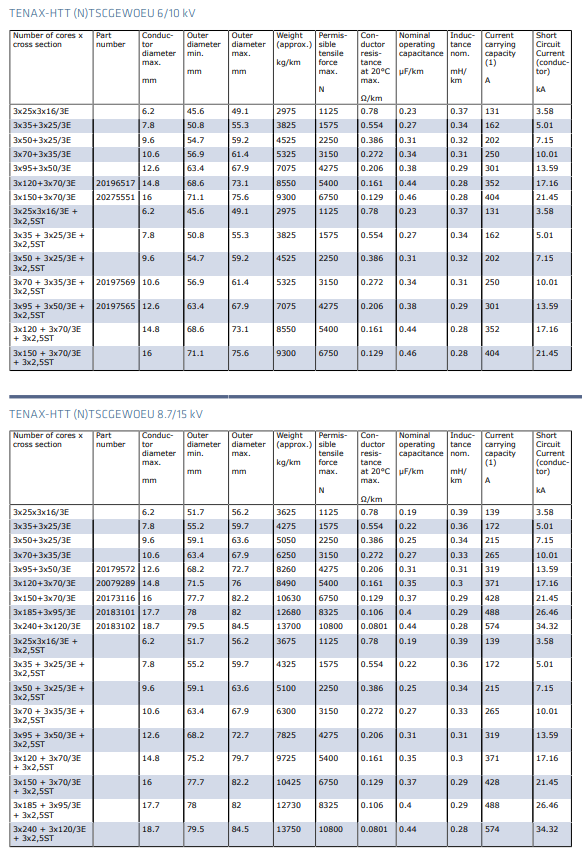
Available configurations follow a standard format of 3 power cores + 3 protective earth cores (3E), with an optional addition of 3 × 2.5 mm² control cores for monitoring and protection circuits. Conductor sizes range from 25 mm² to 240 mm², giving corresponding current‑carrying capacities from 131 A up to 574 A at 30 °C ambient, and short‑circuit withstand ratings from 3.58 kA to 34.32 kA.
6/10 KV,8.7/15 KV for Example
Layer‑by‑Layer Construction and Material Science
The performance of TENAX‑HTT is the direct result of careful material selection and structural design. Every layer serves a specific purpose, and each choice follows established principles of electrical, mechanical, and chemical engineering.
Conductor Layer
At the core is a bare copper conductor, finely stranded to Class 5 according to IEC 60228 and DIN VDE 0295. Class 5 conductors are made of many thin individual wires twisted together, rather than a few thick strands or a solid rod. This design follows the principle that flexibility increases with the number of strands. When the cable is bent or reeled, the individual wires shift slightly relative to one another, distributing stress evenly and reducing the risk of fatigue cracking. For extra protection in wet or chemically aggressive environments, tinned copper is also available, which prevents corrosion and maintains low contact resistance over decades.
Insulation Layer
Surrounding each conductor is insulation made from 3GI3 compound, a high‑grade Ethylene‑Propylene Rubber (EPR) or HEPR, specified under DIN VDE 0207‑20. Unlike traditional PVC or even cross‑linked polyethylene (XLPE), EPR has a unique molecular structure: its carbon‑carbon backbone is fully saturated, making it highly resistant to oxidation, ozone, and chemical attack.
Electrically, 3GI3 has a low dielectric constant of around 2.5 and a very low dissipation factor, meaning it loses minimal energy as heat when carrying high‑voltage alternating current. Its dielectric strength exceeds 20 kV per millimetre, providing a wide safety margin even at the highest operating voltages. Thermally, it remains stable at continuous temperatures up to 90 °C and can withstand brief spikes to 250 °C during short‑circuit events without deforming or losing insulation properties.
Concentric Shield Layer
Directly over the insulation lies a concentric shield formed from tinned annealed copper wires, spun in a continuous helix around each core. This is not simply an earthing layer; it is a fundamental part of the electrical design. In a cylindrical cable, the electric field is strongest at the surface of the conductor and decreases radially outward. Without a shield, irregularities in the insulation or air gaps can create localised high‑field points, leading to partial discharge and eventual breakdown.
By maintaining a uniform conductive boundary at the outer edge of the insulation, the shield forces the electric field into a smooth, predictable radial distribution. It also provides a dedicated path for fault current to flow safely to earth, reducing the risk of touch voltages and protecting personnel and equipment. Additionally, it suppresses electromagnetic interference, preventing the power circuit from distorting signals in adjacent control cores.
Inner Sheath
Bundling the three insulated and shielded cores together is an inner sheath made from GM1B rubber, as defined in DIN VDE 0207‑21. This layer acts as both a mechanical buffer and an electrical separator. It prevents the individual cores from rubbing against one another during bending and twisting, which could otherwise wear through the shield or insulation over time. It also helps maintain the cable’s circular cross‑section, ensuring consistent bending behaviour.
Anti‑Torsion Braid
Between the inner and outer sheaths, a braid of high‑tenacity polyester fibres is embedded and fully bonded during the vulcanisation process. This is the key to the cable’s ability to resist twisting. When a cable is subjected to torsion, it tends to form a “corkscrew” shape, which concentrates stress and can split the outer sheath. The polyester braid has a high modulus of elasticity but low elongation, meaning it holds its shape and limits the maximum twist angle to ±100°/m. By absorbing shear forces and distributing them evenly, it prevents deformation and maintains structural integrity over thousands of cycles.
Outer Sheath
The final protective layer is the outer sheath, made from 5GM5 rubber, also conforming to DIN VDE 0207‑21 and coloured bright red for easy visibility in dark, dusty tunnels. This compound is formulated for maximum toughness: it has excellent abrasion resistance, with a volume loss of less than 100 mm³ under standard testing, compared to 300 mm³ or more for ordinary rubber. It meets EN 60811‑404 for oil resistance, retaining over 85 % of its original tensile strength after 72 hours of immersion in mineral oil. It also complies with EN 60332‑1‑2, meaning it is flame‑retardant and will self‑extinguish if exposed to fire, while producing low levels of smoke and no toxic halogens.
Performance in South African Mines: Real‑World Applications and Results
South Africa’s deep mines provide the ultimate proving ground for any heavy‑duty cable. In operations such as AngloGold Ashanti’s Mponeng Mine, Sibanye‑Stillwater’s platinum complexes, and Palabora Copper’s block‑cave system, the environment pushes equipment to its limits.
Mponeng Gold Mine
At Mponeng, the working depth exceeds 3,400 m, where rock temperatures reach 60 °C and cooling systems must maintain air temperatures around 35 °C. Before switching to TENAX‑HTT, operators used conventional trailing cables rated for similar voltage and current. These cables required replacement every 9 to 12 months due to sheath wear, core breakage, and insulation degradation. After installing TENAX‑HTT 8.7/15 kV cables to supply power to mobile transformers, the mean service life extended to 3.8 years. Maintenance costs fell by approximately 62 %, and the number of cable‑related outages dropped by more than 70 %.
Sibanye‑Stillwater Platinum Declines
In platinum mining, decline tunnels are excavated continuously, meaning TBMs and their power supplies move forward almost every shift. Twisting and lateral drag are constant. Here, the 12/20 kV variant of TENAX‑HTT was installed. The previous cables suffered splitting of the outer sheath and internal core damage after roughly 18,000 operating hours. After 28,000 hours of continuous service with TENAX‑HTT, inspections found no broken conductors, no visible insulation damage, and only minimal sheath wear. This translated to an 80 % reduction in unplanned maintenance stops.
Palabora Copper Mine
Palabora’s block‑cave method involves long horizontal and vertical runs of up to 2,500 m. The 18/30 kV version of the cable was selected for its low capacitance and inductance, which reduce voltage drop and reactive power losses over long distances. The cable performed within its design parameters, even when subjected to high levels of vibration and occasional contact with rock surfaces. It fully complied with South African Mine Health and Safety Act requirements for electrical equipment in hazardous areas.
When compared side‑by‑side with standard mining cables, the differences become clear:
Flex life: Standard cables last 10,000 to 20,000 bending cycles; TENAX‑HTT exceeds 80,000 cycles.
Torsion limit: Standard cables handle up to ±50°/m; TENAX‑HTT handles ±100°/m.
Abrasion resistance: Standard sheaths lose over 300 mm³ volume; TENAX‑HTT loses less than 100 mm³.
Service life: 8 to 14 months typical; 3 to 5 years typical.
Engineering Principles Behind the Design
Every feature of the cable follows established engineering laws. The bending stress formula σ = E·d/(2R) shows that stress increases with conductor diameter and material modulus, and decreases with bending radius. By using fine‑stranded copper, the effective modulus E is reduced, allowing tighter bends without exceeding the material’s fatigue limit.
Electrically, the concentric cylindrical field distribution is governed by the equation E(r) = U / [r·ln(D/d)], where E is the electric field strength, U is the voltage, and d and D are the inner and outer diameters of the insulation. The uniform geometry and high dielectric strength of 3GI3 ensure that the maximum field remains well below the breakdown threshold, even at the highest test voltages.
Thermally, the current‑carrying capacity follows the relationship I ∝ √[(T_max – T_amb)/R_th]. The high continuous operating temperature of the insulation and the low thermal resistance of the rubber compounds allow more current to be carried in the same cross‑section, or the same current to be carried with lower temperature rise.
Chemically, the selection of 5GM5 rubber is based on the principle of compatibility: its polymer structure is resistant to swelling or degradation when exposed to hydrocarbons, greases, and hydraulic fluids commonly found in mining machinery. The low‑smoke, halogen‑free formulation also aligns with the principle of reducing secondary hazards in the event of a fault.
Feichun Equivalent: Certified Alternative to TENAX‑HTT
While the original Prysmian product is widely respected, it is not always the most accessible or cost‑effective choice for projects in Africa. This is where the Feichun TENAX‑HTT / PROTOLON‑HTT series offers a practical alternative.
Feichun produces cables to exactly the same construction standards, materials, and dimensions. The conductors are Class 5 copper, the insulation is 3GI3‑grade EPR, the inner sheath is GM1B, the anti‑torsion layer is high‑tenacity polyester, and the outer sheath is 5GM5 rubber. All electrical and mechanical ratings match the original: voltage classes from 6/10 kV to 18/30 kV, temperature ranges, tensile limits, and short‑circuit capacities are identical.
Compliance is also fully aligned: Feichun cables meet DIN VDE 0250‑813, IEC 60332‑1‑2, EN 60811‑404, and GOST‑R/K/B, and are available with documentation suitable for SANS‑compliant projects.
The advantages of choosing Feichun are clear:
Interchangeability: Same outside diameter, weight, and flexibility, so they fit existing reels, glands, and switchgear.
Cost: Typically 25 % to 35 % lower in price than European‑sourced equivalents.
Delivery: Lead times of 4 to 6 weeks compared to 12 to 16 weeks for imported cables.
Support: Local stock and technical support available for Southern African markets.
For example, the Prysmian part number 20197566 (3 × 95 + 3 × 50/3E at 12/20 kV) is directly replaced by Feichun’s FCH‑HTT‑12/20‑3×95+3×50/3E, with identical performance data.
Selection, Installation, and Maintenance
Choosing the right cable begins with matching the voltage rating to the system. For 11 kV networks, the 8.7/15 kV class is recommended to provide sufficient margin. For 22 kV, use 12/20 kV; for 33 kV, use 18/30 kV.
Conductor size is determined by three factors: continuous current demand, maximum allowable voltage drop, and short‑circuit current. At 1,000 m length and 200 A, a 70 mm² conductor is usually sufficient, but longer runs or higher currents will require larger sizes.
Installation requires attention to bending radius and tension. When reeling, the cable must never be pulled by the outer sheath; tension should be applied to the conductor or the cable as a whole, and kept below the rated limit. Reels should be sized to give a minimum bending radius of 10 × OD during movement. Cables should be routed away from hot surfaces, sharp rock edges, and areas where they can be crushed.
Maintenance is straightforward but necessary. Monthly visual inspections check for cuts, abrasion, and signs of twisting. Annually, insulation resistance tests and partial discharge measurements should be performed. Cables should be stored in shaded, dry conditions when not in use to prevent UV degradation.
Frequently Asked Questions
Can this cable be used for fixed installations as well as moving applications?
Yes. The temperature range for fixed use is wider, and the cable’s mechanical strength makes it suitable for both stationary and dynamic service.
Does it contain hazardous materials?
No. The compounds are lead‑free, halogen‑free, and low‑smoke, complying with modern environmental and safety standards.
How long can it be expected to last?
Under continuous reeling duty, a service life of 3 to 5 years is normal. In fixed installation, 8 to 10 years is achievable.
Is the Feichun version truly compatible?
Yes. It is dimensionally and electrically identical, with the same bending and reeling characteristics.
Conclusion
TENAX‑HTT (N)TSCGEWOEU is more than a cable; it is the result of a systematic approach to engineering that accounts for every stress factor encountered in the field. By combining a deep understanding of material science, electrical physics, and mechanical behaviour, Prysmian has created a product that transforms the way power is supplied to moving equipment in the most hostile environments on Earth.
In South Africa’s gold and platinum mines, it has proven that a cable designed for multi‑stress conditions can turn a recurring maintenance headache into a reliable, long‑term solution. It does not just meet standards; it sets a new benchmark for what is possible.
For operators and engineers looking to improve reliability, reduce downtime, and lower total cost of ownership, this cable represents an investment in safety and efficiency. With the availability of certified equivalents such as Feichun’s PROTOLON‑HTT, high‑performance reeling cables are now accessible to more projects across the African continent.
If you are planning a new TBM drive, upgrading power distribution in a deep mine, or looking for a reliable replacement for failing medium‑voltage trailing cables, contact the Feichun technical team today. They can provide detailed data sheets, technical specifications, and a competitive quotation tailored to your project requirements.



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: